一种在线分析的气体回收系统及其回收控制方法与流程
1.本发明涉及一种气体回收系统,尤其是一种在线分析的气体回收系统及其回收控制方法。
背景技术:
2.在线分析仪表分析后的样品排放的参考压力的稳定与否极大影响分析仪表数据的准确度,为了保证分析的准确性,在线分析仪表通常在不得不将大气压环境压力作为参考,将分析仪分析后的尾气和大气连通,此循环过程,会将分析尾气/样品直接排放到大气中去。
3.在线分析仪排放后的尾气含有co、co2、h2s等各种有机物,会污染大气;同时这些排入大气中的气体绝大部分有很高的利用价值,直接排放造成浪费。
技术实现要素:
4.为解决上述问题,本发明提供一种对检测尾气进气回收,能够减少污染、减少浪费的一种在线分析的气体回收系统,具体技术方案为:
5.一种在线分析的气体回收系统,包括:回收罐,所述回收罐上设有检测孔、进气孔和排气孔,所述进气孔与在线分析仪的排气口连接;微差压变送器,所述微差压变送器安装在所述检测孔上;控制器,所述控制器与所述微差压变送器连接;电气转换器,所述电气转换器与所述控制器和高压氮气连接;及控制阀抽吸器,所述控制阀抽吸器分别与所述电气转换器、排气孔和工艺管路连接,所述控制阀抽吸器用于调整所述回收罐的内部压力。
6.优选的,所述回收罐的体积为100l。
7.优选的,所述回收罐的压力为200
±
20pa。
8.优选的,所述控制器为plc触摸控制器。
9.一种在线分析的气体回收系统的回收控制方法,包括以下步骤:
10.将在线分析仪排放的气体统收集到回收罐中;
11.使用微差压变送器实时检测回收罐的内部压力,将测量的压力通过模拟信号送入控制器,控制器将模拟信号输送给电气转换器;
12.电气转换器将模拟信号转换为气信号,并根据该气信号控制输出氮气的压力;
13.氮气驱动控制阀抽吸器抽吸所述回收罐的内部气体,并将回收罐内的气体抽送到工艺管路中,使回收罐的内部压力稳定在200
±
20pa。
14.优选的,当回收罐的内部压力大于200pa时,控制器通过pid增大信号,此时电气转换器收到的信号增大,输入给控制阀抽吸器的气体压力也将增大,控制阀抽吸器使所述回收罐的内部气体排出量增大,使所述回收罐的内部压力降低至200
±
20pa;反之当罐体内的压力小于200pa,控制器通过pid降低信号,控制阀抽吸器对所述回收罐的内部排气量减小,使回收罐的内部压力稳定在200
±
20pa。
15.优选的,所述模拟信号为4-20ma信号,所述电气转换器的输出气压为0-300psig,
其中,4ma对应0psig,20ma对应300psig。
16.与现有技术相比本发明具有以下有益效果:
17.本发明提供的一种在线分析的气体回收系统将在线分析仪排放的尾气收集在回收罐内,然后再送入工艺管路再次循环利用,大大减少了对大气的污染,同时减少了气体的浪费。
附图说明
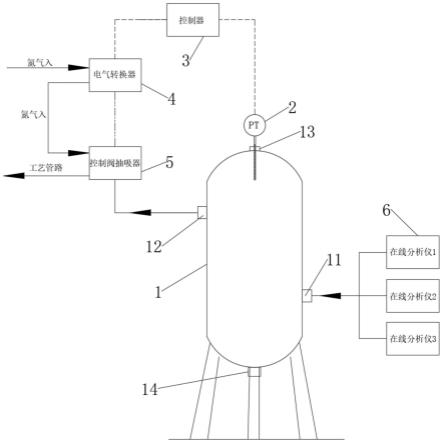
18.图1是一种在线分析的气体回收系统结构示意图。
具体实施方式
19.现结合附图对本发明作进一步说明。
20.实施例一
21.如图1所示,一种在线分析的气体回收系统,包括:回收罐1、微差压变送器2、控制器3、电气转换器4和控制阀抽吸器5。
22.回收罐1的体积为100l,回收罐1上设有检测孔13、进气孔11、排气孔12和排污孔14,进气孔11与在线分析仪6的排气口连接,排污孔14装有堵头或阀门,微差压变送器2安装在检测孔13上。回收罐1的压力为200
±
20pa。
23.控制器3为plc触摸控制器,控制器3与微差压变送器2连接;电气转换器4与控制器3和高压氮气连接;控制阀抽吸器5分别与电气转换器4、排气孔12和工艺管路连接,控制阀抽吸器5用于调整回收罐1的内部压力。
24.在线分析仪6排放的气体统收集排入回收罐1体积大约100l,使用微差压变送器2实时检测罐体内的压力,测量的压力通过4-20ma标准模拟量信号送入plc触摸屏控制系统,plc控制系统输出4-20ma信号给电气转换器4,电气转换器4将模拟信号转换为气动信号,这个电气转换器4输出的气动信号送给控制阀,控制阀可以抽吸罐体内的压力,使罐体内的压力稳定即200pa,允许压力波动在200
±
20pa之间。
25.实施例二
26.如图1所示,一种在线分析的气体回收系统的回收控制方法,包括以下步骤:
27.将在线分析仪6排放的气体统收集到回收罐1中;
28.使用微差压变送器2实时检测回收罐1的内部压力,将测量的压力通过4-20ma模拟信号送入控制器3,控制器3将4-20ma模拟信号输送给电气转换器4;
29.电气转换器4将模拟信号转换为气信号,并根据该气信号控制输出氮气的压力;模拟信号为4-20ma信号,电气转换器4的输出气压为0-300psig,其中,4ma对应0psig,20ma对应300psig;
30.氮气驱动控制阀抽吸器5抽吸回收罐1的内部气体,并将回收罐1内的气体抽送到工艺管路中,使回收罐1的内部压力稳定在200
±
20pa;当回收罐1的内部压力大于200pa时,控制器3通过pid增大信号,此时电气转换器4收到的信号增大,输入给控制阀抽吸器5的气体压力也将增大,控制阀抽吸器5使回收罐1的内部气体排出量增大,使回收罐1的内部压力降低至200
±
20pa;反之当罐体内的压力小于200pa,控制器3通过pid降低信号,控制阀抽吸器5对回收罐1的内部排气量减小,使回收罐1的内部压力稳定在200
±
20pa。
31.pid是比例、积分、微分的缩写。比例调节作用:是按比例反应系统的偏差,系统一旦出现了偏差,比例调节立即产生调节作用用以减少偏差;积分调节作用:是使系统消除稳态误差,提高无差度;微分调节作用:微分作用反映系统偏差信号的变化率,具有预见性,能预见偏差变化的趋势,因此能产生超前的控制作用,在偏差还没有形成之前,已被微分调节作用消除。因此,可以改善系统的动态性能。在微分时间选择合适情况下,可以减少超调,减少调节时间。
32.所以通过plc精准的pid控制,可以准确地控制驱动量和排出量配比关系。
33.1、因为罐体内的压力是实时波动的,压力变送器测的压力转换为4-20ma送给plc控制器,所以plc控制器输出4-20ma信号也是变动的,这个信号送给电气转换器4。
34.2、电气转换器4功能:输入4-20ma信号,输入0-300psig氮气,输出0-300psig氮气;4ma对应0psig,20ma对应300psig,电流的大小决定了电气转换器4输出氮气压力的大小。
35.正因为电气转换器4输出的氮气代表了plc的控制信号,这个氮气压力会输出给控制阀抽吸器5,控制抽吸器会抽吸罐体的气体,进而实现控制罐体内压力的稳定。
36.举例:当罐体内压力增大
→
微差压变送器2测压增大
→
plc接收的电流增大
→
plc输出电流增大
→
电气转换器4接收电流增大
→
电气转换器4输出氮气压力增大
→
控制阀抽吸器5增大
→
罐体内压力下降,形成一套闭环回路控制,反之一样的道理。
37.控制阀抽吸器5的输入信号和抽吸压力对应关系:输入0-300psig氮气,输出0-2000pa。即假设输入0psig压力,对应罐体内为3000pa,输入3000psig压力,对应罐体内0pa,输入的压力越高,抽吸量越大,罐体内的压力减小。
38.以上结合具体实施例描述了本发明的技术原理。这些描述只是为了解释本发明的原理,而不能以任何方式解释为对本发明保护范围的限制。基于此处的解释,本领域的技术人员不需要付出创造性的劳动即可联想到本发明的其它具体实施方式,这些方式都将落入本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1