移动式抽真空旋盖机的制作方法
1.本实用新型涉及移动式自动抽真空旋盖装置技术领域,具体而言,涉及移动式抽真空旋盖机。
背景技术:
2.本部分中的陈述仅提供与本公开有关的背景信息并且不构成现有技术。
3.真空是指低于大气压力的气体的给定空间,即每立方厘米空间中气体分子数大约少于两千五百亿亿个的给定空间。真空是相对于大气压来说的,并非空间没有物质存在。用现代抽气方法获得的最低压力,每立方厘米的空间里仍然会有数百个分子存在。气体稀薄程度是对真空的一种客观量度,最直接的物理量度是单位体积中的气体分子数。气体分子密度越小,气体压力越低,真空就越高。
4.在我们生活当中有很多物品的保质期不会很长,为了更加便捷的进行销售,很多客户都会咨询一些关于延长保质期的方法,一般来说,袋装的物品大部分都是用的抽真空包装机,而瓶装的物品大都是用的真空旋盖机。物品之所以容易腐败、产生细菌、生锈等等,那是因为微生物以及氧气存在时间过长并与物品发生反应,而真空旋盖机就是从容器中把空气抽走,这样微生物以及氧气就没办法发挥作用,所以真空旋盖机能达到延长保质期的目的。
5.但是现有技术中,需要人工辅助的操作过多,其中包括人工将瓶盖和瓶子放置在抽真空的位置,还有无法有效实现瓶盖位置的自动调整与传送,这就导致真空瓶子无法及时的进行旋盖操作,最后真空效果不理想以及物料变质的问题。
技术实现要素:
6.本技术的目的在于提供移动式抽真空旋盖机,其解决了现有技术需要人工辅助的操作过多的问题,同时还通过自动提升理盖机构、自动勾盖机构、夹带夹瓶机构,解决无法有效实现瓶盖位置的自动调整与传送,导致真空瓶子无法及时的进行旋盖操作,最后真空效果不理想以及物料变质的问题。
7.本技术的技术方案:
8.本实用新型提供移动式抽真空旋盖机,包括输送带以及通过所述输送带依次连接的自动提升理盖机构、自动勾盖机构、夹带夹瓶机构和自动抽真空机构,所述自动提升理盖机构用于将瓶盖整理并提升输送,所述自动勾盖机构用于将瓶盖运送至夹带夹瓶机构,所述夹带夹瓶机构用于抓紧以及运输瓶子,所述自动抽真空机构用于对瓶子抽真空;其中,所述自动抽真空机构包括工作模块,所述工作模块包括抽真空机架以及所述抽真空机架内从上到下依次设置的压盖气缸、主升降气缸、旋盖气缸、顶瓶身气缸、抽真空腔体和顶瓶身伸缩弹簧,所述抽真空腔体通过无油真空泵实现真空操作。
9.本公开的一些实施例中,所述自动抽真空机构还包括保护箱体和位于所述工作模块下方的运输模块,所述保护箱体用于保护所述工作模块和所述运输模块,所述保护箱体
上设置有触摸屏控制组件和电源箱,所述保护箱体底部、所述自动提升理盖机构底部、所述输送带底部均连接有移动脚轮;所述运输模块包括相互平行的工作条形区和辅助条形区,所述工作条形区内设置有与其延伸方向相同的左右移动滑轨,所述左右移动滑轨通过移动气缸推动其实现左右移动;所述左右移动滑轨底部的两端及中间位置均设置有向前向后滑轨,且所述向前向后滑轨上设置有滑轨气缸。
10.本公开的一些实施例中,所述工作条形区内设置有沿其延伸方向依次设置有等待托盘、抽真空平台和出瓶托盘,所述等待托盘远离所述出瓶托盘的一端设置有进瓶电眼检测计数器;所述左右移动滑轨靠近所述等待托盘的一侧连接与有所述左右移动滑轨延伸方向相同的安装条板,所述安装条板的一侧间隔设置有若干夹瓶夹子盒,所述左右移动滑轨远离所述左右移动滑轨的一侧连接有夹瓶夹子,所述安装条板远离所述夹瓶夹子盒的一侧连接有夹瓶气缸。
11.本公开的一些实施例中,所述等待托盘远离所述夹瓶夹子盒的一侧设置有条形推板,所述推板远离所述夹瓶夹子盒的一侧连接有推瓶气缸,所述推板底部间隔均匀的开设有若干拦截槽,所述拦截槽内设置有拦截瓶气缸,所述拦截瓶气缸连接有拦截板;所述推板远离所述出瓶托盘的一端设置有推瓶电眼检测计数器。
12.本公开的一些实施例中,所述自动提升理盖机构包括支撑架以及从上到下依次连接所述支撑架上的吹瓶盖剔除器、爬坡角度调节组件、瓶盖料斗、料斗底部气缸、皮带电机驱动,所述吹瓶盖剔除器用于调整瓶盖使其处于统一朝上或朝下的状态;所述瓶盖料斗顶部设置有盖子,且所述盖子上开设有过料口,所述吹瓶盖剔除器一侧边连接有过料板,所述过料板与所述过料口连通,所述过料板远离所述过料口的一侧通过所述爬坡角度调节组件与所述支撑架连接。
13.本公开的一些实施例中,所述自动勾盖机构包括连接架、下盖导轨、第一导轨高度调节器、第一导轨宽度调节器、吸盖盒、第二高度调节器和第二高宽度调节器;所述连接架位于所述支撑架的一侧,所述下盖导轨的一端与所述吹瓶盖剔除器的一侧顶端连接,另一端与所述连接架连接;所述下盖导轨的两端分别穿过所述第一导轨高度调节器和所述第一导轨宽度调节器,所述第一导轨宽度调节器与所述吹瓶盖剔除器的连接;所述吸盖盒与所述连接架连接,所述吸盖盒与所述第二高度调节器连接并用于调节所述第二高度调节器的高度,所述第二高宽度调节器与所述第二高度调节器连接并用于调节所述第二高度调节器的宽度。
14.本公开的一些实施例中,所述夹带夹瓶机构包括从上到下依次连接的夹带电机、夹带皮带、夹带左右调节器和夹带上下调节器;两个所述夹带皮带平行设置在所述连接架顶部远离所述连接架的一端,所述夹带左右调节器与所述夹带皮带连接并用于调节所述夹带皮带与所述连接架的间距,所述夹带上下调节器与所述夹带皮带连接并用于调节所述夹带皮带与所述连接架的间距;所述连接架的一端延伸至所述保护箱体内。
15.本公开的一些实施例中,还包括输送带驱动机构,所述输送带驱动机构包括分瓶拦截刀、分瓶电眼检测、脚架、输送带驱动变频电机、输送带链条连接组件;所述分瓶拦截刀和所述分瓶电眼检测均位于所述连接架上且位于所述下盖导轨下方,所述连接架的底部连接有所述脚架,所述输送带链条连接组件和所述输送带驱动变频电机均位于所述保护箱体内且均与所述输送带连接。
16.本技术的技术方案至少具有如下优点和有益效果:本实施例通过设置自动提升理盖机构、自动勾盖机构、夹带夹瓶机构和自动抽真空机构,并将其配合输送带进行传送,在整个过程中,仅需要一个工作人员将需要进行旋盖操作的瓶盖导入到自动提升理盖机构即可,在该机构中,所有的瓶盖会被自动的调整放置状态并且被向上提升运送至自动勾盖机构的位置,在自动勾盖机构中,瓶盖会被单独的抓取并且运送至夹带夹瓶机构的位置,在夹带夹瓶机构中,每个瓶盖会对应一个瓶子,并将使两者处于相对合适的位置,便于在真空环境内将瓶子抽真空后快速进行旋盖操作,瓶子与瓶盖位置调整好之后会被传送至自动抽真空机构,在自动抽真空机构中瓶子会被抽真空并且快速进行旋盖操作。本技术实施例能够同时实现多个瓶子的抽真空以及旋盖操作,同时在第一批瓶子抽真空的过程中第二批瓶子会在自动抽真空机构位置等待,最大可能实现无缝衔接,提高生产加工的效率,本实施例解决现有技术需要人工辅助的操作过多的问题,同时还通过自动提升理盖机构、自动勾盖机构、夹带夹瓶机构,解决无法有效实现瓶盖位置的自动调整与传送,导致真空瓶子无法及时的进行旋盖操作,最后真空效果不理想以及物料变质的问题。
附图说明
17.图1为本实用新型的结构示意图之一;
18.图2为本实用新型的结构示意图之二;
19.图3为本实用新型的结构示意图之三;
20.图4为本实用新型的结构示意图之四;
21.图5为本实用新型的结构示意图之五;
22.图6为本实用新型的结构示意图之六;
23.图7为本实用新型的结构示意图之七;
24.图8为本实用新型的结构示意图之八。
25.图标:1-自动提升理盖机构;101-支撑架;102-吹瓶盖剔除器;103-爬坡角度调节组件;104-瓶盖料斗;105-料斗底部气缸;106-皮带电机驱动;107-盖子;108-过料口;109-过料板;2-自动勾盖机构;201-连接架;202-下盖导轨;203-第一导轨高度调节器;204-第一导轨宽度调节器;205-吸盖盒;206-第二高度调节器;207-第二高宽度调节器;3-夹带夹瓶机构;301-夹带电机;302-夹带皮带;303-夹带左右调节器;304-夹带上下调节器;4-自动抽真空机构;401-工作模块;402-抽真空机架;403-压盖气缸;404-主升降气缸;405-旋盖气缸;406-顶瓶身气缸;407-抽真空腔体;408-顶瓶身伸缩弹簧;409-无油真空泵;410-保护箱体;411-运输模块;412-触摸屏控制组件;413-电源箱;414-移动脚轮;415-工作条形区;416-左右移动滑轨;417-移动气缸;418-向前向后滑轨;419-滑轨气缸;420-辅助条形区;421-等待托盘;422-抽真空平台;423-出瓶托盘;424-进瓶电眼检测计数器;425-安装条板;426-夹瓶夹子盒;427-夹瓶夹子;428-夹瓶气缸;429-推板;430-推瓶气缸;431-拦截板;432-拦截槽;433-拦截瓶气缸;434-推瓶电眼检测计数器;5-输送带驱动机构;501-分瓶拦截刀;502-输送带链条连接组件;503-脚架;504-输送带驱动变频电机;6-输送带。
具体实施方式
26.在以下段落中,更为详细地限定了实施例的不同方面。如此限定的各方面可与任
何其他的一个方面或多个方面组合,除非明确指出不可组合。尤其是,被认为是优选的或有利的任何特征可与其他一个或多个被认为是优选的或有利的特征组合。本实用新型中出现的“第一”、“第二”等用语仅是为了方便描述,以区分具有相同名称的不同组成部件,并不表示先后或主次关系。
27.实施例1
28.请参照图1-图8,本实用新型提供移动式抽真空旋盖机,包括输送带6以及通过输送带6依次连接的自动提升理盖机构1、自动勾盖机构2、夹带夹瓶机构3和自动抽真空机构4,自动提升理盖机构1用于将瓶盖整理并提升输送,自动勾盖机构2用于将瓶盖运送至夹带夹瓶机构3,夹带夹瓶机构3用于抓紧以及运输瓶子,自动抽真空机构4用于对瓶子抽真空;其中,自动抽真空机构4包括工作模块401,工作模块401包括抽真空机架402以及抽真空机架402内从上到下依次设置的压盖气缸403、主升降气缸404、旋盖气缸405、顶瓶身气缸406、抽真空腔体407和顶瓶身伸缩弹簧408,抽真空腔体407通过无油真空泵409实现真空操作。
29.需要说明的是,本实施例通过设置自动提升理盖机构1、自动勾盖机构2、夹带夹瓶机构3和自动抽真空机构4,并将其配合输送带6进行传送,在整个过程中,仅需要一个工作人员将需要进行旋盖操作的瓶盖导入到自动提升理盖机构1即可,在该机构中,所有的瓶盖会被自动的调整放置状态并且被向上提升运送至自动勾盖机构2的位置,在自动勾盖机构2中,瓶盖会被单独的抓取并且运送至夹带夹瓶机构3的位置,在夹带夹瓶机构3中,每个瓶盖会对应一个瓶子,并将使两者处于相对合适的位置,便于在真空环境内将瓶子抽真空后快速进行旋盖操作,瓶子与瓶盖位置调整好之后会被传送至自动抽真空机构4,在自动抽真空机构4中瓶子会被抽真空并且快速进行旋盖操作。详细的,通过自动抽真空机构4中设置的压盖气缸403、主升降气缸404、旋盖气缸405、顶瓶身气缸406、抽真空腔体407和顶瓶身伸缩弹簧408,实现对瓶子的抽真空操作以及旋盖合盖操作,在瓶子和瓶盖处于相对位置合适的状态下,压盖气缸403结合旋盖气缸405实现瓶盖相对于瓶子开口之间距离的调整以及瓶盖以自身轴线进行旋转的操作,顶瓶身气缸406结合顶瓶身伸缩弹簧408实现瓶子相对于瓶盖之间距离的调整,压盖气缸403和旋盖气缸405在一些实施例中单独,也可以配合顶瓶身气缸406和顶瓶身伸缩弹簧408一起工作。
30.本技术实施例能够同时实现多个瓶子的抽真空以及旋盖操作,同时在第一批瓶子抽真空的过程中第二批瓶子会在自动抽真空机构4位置等待,最大可能实现无缝衔接,提高生产加工的效率,本实施例解决现有技术需要人工辅助的操作过多的问题,同时还通过自动提升理盖机构1、自动勾盖机构2、夹带夹瓶机构3,解决无法有效实现瓶盖位置的自动调整与传送,导致真空瓶子无法及时的进行旋盖操作,最后真空效果不理想以及物料变质的问题。
31.实施例2
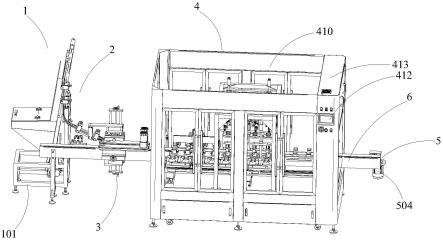
32.在实施例1的基础上,提供移动式抽真空旋盖机,具体为:自动抽真空机构4还包括保护箱体410和位于工作模块401下方的运输模块411,保护箱体410用于保护工作模块401和运输模块411,保护箱体410上设置有触摸屏控制组件412和电源箱413,保护箱体410底部、自动提升理盖机构1底部、输送带6底部均连接有移动脚轮414;运输模块411包括相互平行的工作条形区415和辅助条形区420,工作条形区415内设置有与其延伸方向相同的左右移动滑轨416,左右移动滑轨416通过移动气缸417推动其实现左右移动;左右移动滑轨416
底部的两端及中间位置均设置有向前向后滑轨418,且向前向后滑轨418上设置有滑轨气缸419。
33.需要说明的是,通过设置的运输模块411实现瓶盖与品质的自动传送,本实施例结构均通过整理控制系统自动完成工作内容,并通过触摸屏控制组件412实现参数调整以及通过电源箱413实现电能的供给。详细的,瓶子和瓶盖通过左右移动滑轨416实现其相对于自动抽真空机构4中各个结构的距离,左右移动滑轨416通过滑轨气缸419实现在向前向后滑轨418上的往复滑动,在一些实施例中,左右移动滑轨416的延伸方向与向前向后滑轨418的延伸方向垂直。
34.工作条形区415内设置有沿其延伸方向依次设置有等待托盘421、抽真空平台422和出瓶托盘423,等待托盘421远离出瓶托盘423的一端设置有进瓶电眼检测计数器424;左右移动滑轨416靠近等待托盘421的一侧连接与有左右移动滑轨416延伸方向相同的安装条板425,安装条板425的一侧间隔设置有若干夹瓶夹子盒426,左右移动滑轨416远离左右移动滑轨416的一侧连接有夹瓶夹子427,安装条板425远离夹瓶夹子盒426的一侧连接有夹瓶气缸428。
35.需要说明的是,将运输模块411划分为两个平行的条形区域,实现正在抽真空瓶子和等待抽真空瓶子的区分,由于两个区域平行,也能够更快地实现两个等待抽真空瓶子运送到抽真空区域。详细的,等待托盘421用于放置待抽真空瓶子,抽真空平台422用于对该时刻该位置的瓶子进行抽真空操作,出瓶托盘423用于将完成抽真空的瓶子传送出去,进瓶电眼检测计数器424用于对在抽真空瓶子进行计数,记录产量以及相关生产参数。详细的,夹瓶夹子427用于夹紧瓶子,通过安装条形板通过多个夹瓶夹子盒426子连接多个夹瓶夹子427,并且通过夹瓶气缸428实现对安装条形板的推动,进而实现对多个瓶子相同距离的推动,同时由于安装条形板与左右移动滑轨416连接,则实现了多个瓶子向左右前后四个方向距离的自由调节,实现多产品、同时刻、高效、多向运动的工作模式。
36.等待托盘421远离夹瓶夹子盒426的一侧设置有条形推板429,推板429远离夹瓶夹子盒426的一侧连接有推瓶气缸430,推板429底部间隔均匀的开设有若干拦截槽432,拦截槽432内设置有拦截瓶气缸433,拦截瓶气缸433连接有拦截板431;推板429远离出瓶托盘423的一端设置有推瓶电眼检测计数器434。
37.需要说明的是,通过推瓶气缸430连接的条形推板429实现对等待托盘421上的瓶子的位置调节,在条形推板429底部间隔均匀的开设多个用于穿过拦截板431的拦截槽432,再通过拦截瓶气缸433的推动实现拦截板431在拦截槽432内往复伸出,等待托盘421为等待区,通过设置的拦截板431用于对等待区瓶子进行拦截,同时用于规范等待区各个瓶子之间的间距,使这些瓶子在运送到抽真空平台422位置时,能够直接与抽真空结构对准,进一步提高生产效率。具体的,通过设置的推瓶电眼检测计数器434实现对等待区被推的瓶子进行计数,通过两个电眼检测计数器实现精准计数,保证技术的准确性。
38.实施例3
39.在实施例2的基础上,提供移动式抽真空旋盖机,具体为:自动提升理盖机构1包括支撑架101以及从上到下依次连接支撑架101上的吹瓶盖剔除器102、爬坡角度调节组件103、瓶盖料斗104、料斗底部气缸105、皮带电机驱动106,吹瓶盖剔除器102用于调整瓶盖使其处于统一朝上或朝下的状态;瓶盖料斗104顶部设置有盖子107,且盖子107上开设有过料
口108,吹瓶盖剔除器102一侧边连接有过料板109,过料板109与过料口108连通,过料板109远离过料口108的一侧通过爬坡角度调节组件103与支撑架101连接。
40.需要说明的是,通过设置的支撑架101用于对吹瓶盖剔除器102、爬坡角度调节组件103、瓶盖料斗104、料斗底部气缸105、皮带电机驱动106进行支撑,还用于与下一工序之间进行实体连接,瓶盖料斗104顶部开口面积大于底部面积,即为上大下小的结构,瓶盖料斗104顶部设置盖子107且盖子107上开有用于通过过料板109的过料口108。过料板109包括相互平行的两个保护板,两个保护板之间具有传送带,保护板穿过过料口108,保护板顶端延伸出瓶盖料斗104顶部开口且延伸高度大于瓶盖料斗104的高度,保护板底端延伸出瓶盖料斗104底部且伸出位置连接有用于驱动传送带的料斗底部气缸105和皮带电机驱动106,过料板109通过爬坡角度调节组件103实现与瓶盖料斗104侧壁之间角度的调节,即过料板109与瓶盖料斗104之间为转动连接。通过爬坡角度调节组件103将瓶盖料斗104中的瓶盖向上运输至吹瓶盖剔除器102位置,在吹瓶盖剔除器102位置,若干瓶盖被统一调整为向上或向下的姿态并被间隔均匀的送出至自动勾盖机构2中。
41.实施例4
42.在实施例3的基础上,提供移动式抽真空旋盖机,具体为:自动勾盖机构2包括连接架201、下盖导轨202、第一导轨高度调节器203、第一导轨宽度调节器204、吸盖盒205、第二高度调节器206和第二高宽度调节器207;连接架201位于支撑架101的一侧,下盖导轨202的一端与吹瓶盖剔除器102的一侧顶端连接,另一端与连接架201连接;下盖导轨202的两端分别穿过第一导轨高度调节器203和第一导轨宽度调节器204,第一导轨宽度调节器204与吹瓶盖剔除器102的连接;吸盖盒205与连接架201连接,吸盖盒205与第二高度调节器206连接并用于调节第二高度调节器206的高度,第二高宽度调节器207与第二高度调节器206连接并用于调节第二高度调节器206的宽度。
43.需要说明的是,通过设置的连接架201用于对下盖导轨202、第一导轨高度调节器203、第一导轨宽度调节器204、吸盖盒205、第二高度调节器206和第二高宽度调节器207进行连接以及支撑,同时用于与后续工序进行实体连接。瓶盖经过吹瓶盖剔除器102位置后从下盖导轨202顶端进入下盖导轨202,并且通过下盖导轨202进入到夹带夹瓶机构3,具体的,通过设置的第一导轨高度调节器203和第一导轨宽度调节器204实现下盖导轨202宽度以及高度的调节,以实现对不同瓶盖的瓶盖的传送,本实施例中下盖导轨202高度的调节可以为通过调节下盖导轨202与第一导轨高度调节器203之间的距离实现整个下盖导轨202曲率的调整。通过设置的吸盖盒205将传送到下盖导轨202地段的瓶盖吸起,进而使其与相应的瓶子进行位置调整,在本实施例的一些实施方式中,通过第二高度调节器206和第二高宽度调节器207实现对吸盖和高度和宽度的调节,本实施例中吸盖盒205高度与宽度的调节,可以为相对于夹带夹瓶机构3的宽度和高度,或者为相对于连接架201的宽度和高度。
44.实施例5
45.在实施例4的基础上,提供移动式抽真空旋盖机,具体为:夹带夹瓶机构3包括从上到下依次连接的夹带电机301、夹带皮带302、夹带左右调节器303和夹带上下调节器304;两个夹带皮带302平行设置在连接架201顶部远离连接架201的一端,夹带左右调节器303与夹带皮带302连接并用于调节夹带皮带302与连接架201的间距,夹带上下调节器304与夹带皮带302连接并用于调节夹带皮带302与连接架201的间距;连接架201的一端延伸至保护箱体
410内。
46.需要说明的是,从吸盖盒205上传送过来的瓶盖夹在两个平行设置的夹带皮带302之间,通过带电机对夹带皮带302的驱动将瓶盖从夹带皮带302的一端运送到另一端并且被运送到保护箱体410内的下一工序中,在本实施例的一些实施方式中,通过夹带左右调节器303用于调节两个夹带皮带302之间的间距,通过夹带上下调节器304用于调节两个夹带皮带302相对于连接架201的距离或者是相对于吸盖盒205之间的距离。在本实施例的一些实施方式中,第二高度调节器206、第二高宽度调节器207、夹带左右调节器303、夹带上下调节器304内均设置有丝杠。
47.实施例6
48.在实施例5的基础上,提供移动式抽真空旋盖机,具体为:还包括输送带驱动机构5,输送带驱动机构5包括分瓶拦截刀501、分瓶电眼检测、脚架503、输送带驱动变频电机504、输送带链条连接组件502;分瓶拦截刀501和分瓶电眼检测均位于连接架201上且位于下盖导轨202下方,连接架201的底部连接有脚架503,输送带链条连接组件502和输送带驱动变频电机504均位于保护箱体410内且均与输送带6连接。
49.需要说明的是,通过分瓶拦截刀501和分瓶电眼检测之间的配合实现下盖导轨202上个瓶盖之间间距的控制,通过输送带驱动变频电机504和输送带链条连接组件502实现输送带6的传动以及传动速度的控制,通过脚架503实现对整个装置底部的支撑,在本实施例的一些实施方式中,脚架503上具有移动脚轮414,移动教军具有刹车组件。
50.以上显示和描述了本实用新型的基本原理、主要特征和本实用新型的优点。本行业的技术人员应该了解,本实用新型不受上述实施例的限制,上述实施例和说明书中描述的只是说明本实用新型的原理,在不脱离本实用新型精神和范围的前提下,本实用新型还会有各种变化和改进,这些变化和改进都落入要求保护的本实用新型范围内。本实用新型要求保护范围由所附的权利要求书及其等效物界定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1