一种超纯混合气自动配气系统的制作方法
1.本实用新型属于电子混合气技术领域,具体涉及一种超纯混合气自动配气系统。
背景技术:
2.随着半导体产业快速、深入发展,对混合气的需求不断增加,也对混合气纯度、组分精确度的要求不断提高。如此,需不断提升混合气的配气充装技术。目前“重量法”是业内公认能够实现精确配气的方法,自动化配气也是发展趋势。随着需求量不断增加,原材料价格也不断上涨,目前在充装过程中残气的回收利用率低,导致了生产成本增加,出现浪费的情况。为此,我们需要设计一种超纯混合气自动配气系统来解决上述问题。
技术实现要素:
3.本实用新型所要解决的技术问题在于针对上述现有技术的不足,提供一种超纯混合气自动配气系统,该装置系统结构设计科学合理,能实现自动配气,能将残气回收储存进行循环再利用,能够最大程度减少原料损耗,降低生产成本,实现绿色循环生产。
4.为解决上述技术问题,本实用新型采用的技术方案是:一种超纯混合气自动配气系统,其特征在于,包括原料瓶、混合气气瓶、隔膜压缩机、纯化器、第一回收罐和第二回收罐,所述原料瓶通过第一输气管连接隔膜压缩机,所述隔膜压缩机通过第二输气管连接纯化器,所述纯化器通过第三输气管连接混合气气瓶,所述第一回收罐通过第三高压残气回收管和第五高压残气回收管连接纯化器,第一回收罐通过第一连接管连接在第一输气管上,所述第一输气管上连接有第一高压残气回收管,所述第一高压残气回收管,通过三通接头同时与第三高压残气回收管、第五高压残气回收管连接,所述第二回收罐通过第二连接管连接在第一连接管上,所述第二回收罐通过第二高压残气回收管连接在第一高压残气回收管上,所述隔膜压缩机通过第四高压残气回收管连接在第一高压残气回收管上,所述第一输气管上连接第一泄压管,所述第三输气管上连接第二泄压管,所述第一泄压管和第二泄压管共同连接真空泵,所述混合气气瓶上连接有稀释气连通管。
5.优选地,所述第一输气管上安装原料压力变送器、原料出气阀、调压阀和隔膜压缩机进气压力变送器,所述第二输气管上安装有隔膜压缩机排气压力变送器和隔膜压缩机出气阀,所述第三输气管上安装有纯化器压力变送器、组分气出气阀和混合气压力变送器,所述稀释气连通管上安装有稀释气出气阀。
6.优选地,所述第一高压残气回收管上安装有原料回收阀,所述第四高压残气回收管上安装隔膜压缩机排气回收阀,所述第五高压残气回收管上安装有纯化器气体回收阀,所述第三高压残气回收管上安装有第一回收罐进气阀,所述第二高压残气回收管上安装有第二回收罐进气阀。
7.优选地,所述第一连接管上安装有第一回收罐压力变送器和第一回收罐出气阀,所述第二连接管上安装有第二回收罐出气阀和第二回收罐压力变送器。
8.优选地,所述第一泄压管上安装有原料排真空阀,所述第二泄压管上安装有充装
排真空阀,所述混合气气瓶上安装有质量比较仪。
9.优选地,由原料气、隔膜压缩机、纯化器以及残气回收储罐形成组分气供气系统,由质量比较仪,真空泵构成配气系统。
10.本实用新型与现有技术相比具有以下优点:
11.1、本实用新型结构设计科学合理,能通过dcs系统实现压力自动比对,阀门自动开关,自动配气,不仅能够将残气自动回收储存,而且实现了循环再利用,能够最大程度减少原料损耗,降低生产成本,实现绿色循环生产。
12.2、本实用新型组分气供气系统用于对组分原料气进行升压、纯化,并将纯化后的气体充装至混合气气瓶中。并且通过回收罐对各部分残气进行回收,然后再通过隔膜压缩机充装至混合气气瓶中,实现气体回收利用。隔膜压缩机能够将低压原料气体、回收气体升至高压,实现原料气充分使用。纯化器能够提高原料气体纯度。回收罐能够将充装过程中各部分残气进行回收,并且通过隔膜压缩机实现循环利用,最大程度的降低气体损耗。真空泵用于对原料排、混合气充装排进行管路置换。质量比较仪用于对组分气、稀释气进行在线称重。
13.下面结合附图和实施例对本实用新型作进一步详细说明。
附图说明
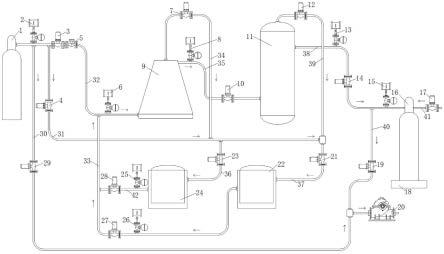
14.图1是本实用新型的结构示意图。
15.附图标记说明:
16.1—原料瓶;2—原料压力变送器;3—原料出气阀;
17.4—原料回收阀;5—调压阀;6—隔膜压缩机进气压力变送器;
18.7—隔膜压缩机排气回收阀;8—隔膜压缩机排气压力变送器;9—组分气隔膜压缩机;
19.10—隔膜压缩机出气阀;11—纯化器;12—纯化器气体回收阀;
20.13—纯化器压力变送器;14—组分气出气阀;15—混合气压力变送器;
21.16—混合气气瓶;17—稀释气出气阀;18—质量比较仪;
22.19—充装排真空阀;20—真空泵;21—第一回收罐进气阀;
23.22—第一回收罐;23—第二回收罐进气阀;24—第二回收罐;
24.25—第二回收罐压力变送器;26—第一回收罐压力变送器;27—第一回收罐出气阀;
25.28—第二回收罐出气阀;29—原料排真空阀;30—第一泄压管;
26.31—第一高压残气回收管;32—第一输气管;33—第一连接管;
27.34—第四高压残气回收管;35—第二输气管;36—第二高压残气回收管;
28.37—第三高压残气回收管;38—第三输气管;39—第五高压残气回收管;
29.40—第二泄压管;41—稀释气连通管;42—第二连接管。
具体实施方式
30.如图1所示,本实用新型包括原料瓶1、混合气气瓶16、隔膜压缩机9、纯化器11、第一回收罐22和第二回收罐24,所述原料瓶1通过第一输气管32连接隔膜压缩机9,所述隔膜
压缩机9通过第二输气管35连接纯化器11,所述纯化器11通过第三输气管38连接混合气气瓶16,所述第一回收罐22通过第三高压残气回收管37和第五高压残气回收管39连接纯化器11,第一回收罐22通过第一连接管33连接在第一输气管32上,所述第一输气管32上连接有第一高压残气回收管31,所述第一高压残气回收管31,通过三通接头同时与第三高压残气回收管37、第五高压残气回收管39连接,所述第二回收罐24通过第二连接管42连接在第一连接管33上,所述第二回收罐24通过第二高压残气回收管36连接在第一高压残气回收管31上,所述隔膜压缩机9通过第四高压残气回收管34连接在第一高压残气回收管31上,所述第一输气管32上连接第一泄压管30,所述第三输气管38上连接第二泄压管40,所述第一泄压管30和第二泄压管40共同连接真空泵20,所述混合气气瓶16上连接有稀释气连通管41。
31.本实施例中,所述第一输气管32上安装原料压力变送器2、原料出气阀3、调压阀5和隔膜压缩机进气压力变送器6,所述第二输气管35上安装有隔膜压缩机排气压力变送器8和隔膜压缩机出气阀10,所述第三输气管38上安装有纯化器压力变送器13、组分气出气阀14和混合气压力变送器15,所述稀释气连通管41上安装有稀释气出气阀17。
32.本实施例中,所述第一高压残气回收管31上安装有原料回收阀4,所述第四高压残气回收管34上安装隔膜压缩机排气回收阀7,所述第五高压残气回收管39上安装有纯化器气体回收阀12,所述第三高压残气回收管37上安装有第一回收罐进气阀21,所述第二高压残气回收管36上安装有第二回收罐进气阀23。
33.本实施例中,所述第一连接管33上安装有第一回收罐压力变送器26和第一回收罐出气阀27,所述第二连接管42上安装有第二回收罐出气阀28和第二回收罐压力变送器25。
34.本实施例中,所述第一泄压管30上安装有原料排真空阀29,所述第二泄压管40上安装有充装排真空阀19,所述混合气气瓶16上安装有质量比较仪18。
35.本实施例中,由原料气、隔膜压缩机9、纯化器11以及残气回收储罐形成组分气供气系统,由质量比较仪18,真空泵20构成配气系统。
36.本实施例中,多种装置使用的厂家型号规格如表1所示:
37.[0038][0039]
表1
[0040]
本实用新型的工作步骤为:
[0041]
s1、原料瓶1纯度低,首先通过调压阀5将气体压力调节至隔膜压缩机9允许的进气压力。随着充装进行,原料瓶1的压力不断降低,调压阀5根据原料瓶1压力的变化,自动进行调节,确保隔膜压缩机9的进气压力维持在允许范围;
[0042]
s2、气体通过隔膜压缩机9后进入到纯化器11中,纯化器11将气体提纯至允许的纯度;
[0043]
s3、气体从纯化器11中出来后进入到待充装的混合气气瓶16中,充装量根据质量比较仪18进行确定,隔膜压缩机9可将混合气气瓶16充至允许的重量和压力;
[0044]
s4、混合气气瓶16充至允许质量后,隔膜压缩机9自动停机,手动关闭组分气原料瓶1瓶阀;
[0045]
s5、原料压力变送器2与第一回收罐压力变送器26、第二回收罐压力变送器25进行压力自动比较,若原料压力变送器2压力大于第一回收罐压力变送器26或第二回收罐压力变送器25,原料气路高压残气通过原料回收阀4进入到第一回收罐或第二回收罐中;若原料压力变送器2均大于两个回收罐压力,则自动进入到压力最低的回收罐中;若原料压力变送器2均小于两个回收罐压力,原料回收阀4仍处于关闭状态,不进行残气回收;
[0046]
s6、同s5,隔膜压缩机排气压力变送器8、纯化器压力变送器13自动与第一回收罐压力变送器26、第二回收罐压力变送器25进行比较,将隔膜压缩机排气管路高压残气、纯化器内部高压残气分别通过隔膜压缩机排气回收阀7、纯化器气体回收阀12进入到第一回收罐或第二回收罐中,实现了残余气体的回收;
[0047]
s7、充装完组分气后,按照组分气充装过程,对稀释气进行充装;
[0048]
s8、稀释气充装结束后,关闭混合气气瓶16瓶阀,打开充装排真空进气阀19,利用真空泵20对充装排进行泄压抽空,然后即可拆除混合气气瓶16;
[0049]
s9、再次进行组分气充装时,将第一回收罐压力变送器26、第二回收罐压力变送器25分别与隔膜压缩机允许进气压力进行自动比对,若均在隔膜压缩机允许进气压力范围,则按照压力由大到小的顺序,开启第一回收罐出气阀27或第二回收罐出气阀28,将第一回收罐22内气体、第二回收罐24气体再次充入到气瓶中,实现了残余气体的循环利用;
[0050]
s10、当第一回收罐压力变送器26、第二回收罐压力变送器25均低于隔膜压缩机9允许进气压力时,自动关闭第一回收罐出气阀27、第二回收罐出气阀28,开启原料出气阀3进行充装。由此将原料来源从回收罐自动切换到原料气瓶中。
[0051]
以上所述,仅是本实用新型的较佳实施例,并非对本实用新型作任何限制。凡是根据实用新型技术实质对以上实施例所作的任何简单修改、变更以及等效变化,均仍属于本
实用新型技术方案的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1