气罐及其制造方法与流程
本公开涉及气罐及其制造方法。
背景技术:
1、公知有将纤维层层叠于容器主体的外周面的气罐,上述纤维层具有:第一加强部,将强化纤维以交错编织的方式卷绕;和第二加强部,将强化纤维以与第一加强部连续的方式卷绕为螺旋状(例如,专利文献1)。通过使热固化性树脂浸渍于所层叠的纤维层并使其加热、固化,从而获得气罐。
2、专利文献1:日本特开2020-026817号公报
3、在将强化纤维卷绕为螺旋状的第二加强部,由于纤维密度较高,因此存在热固化性树脂未充分地浸渍的情况。
技术实现思路
1、本公开能够作为以下的形态来实现。
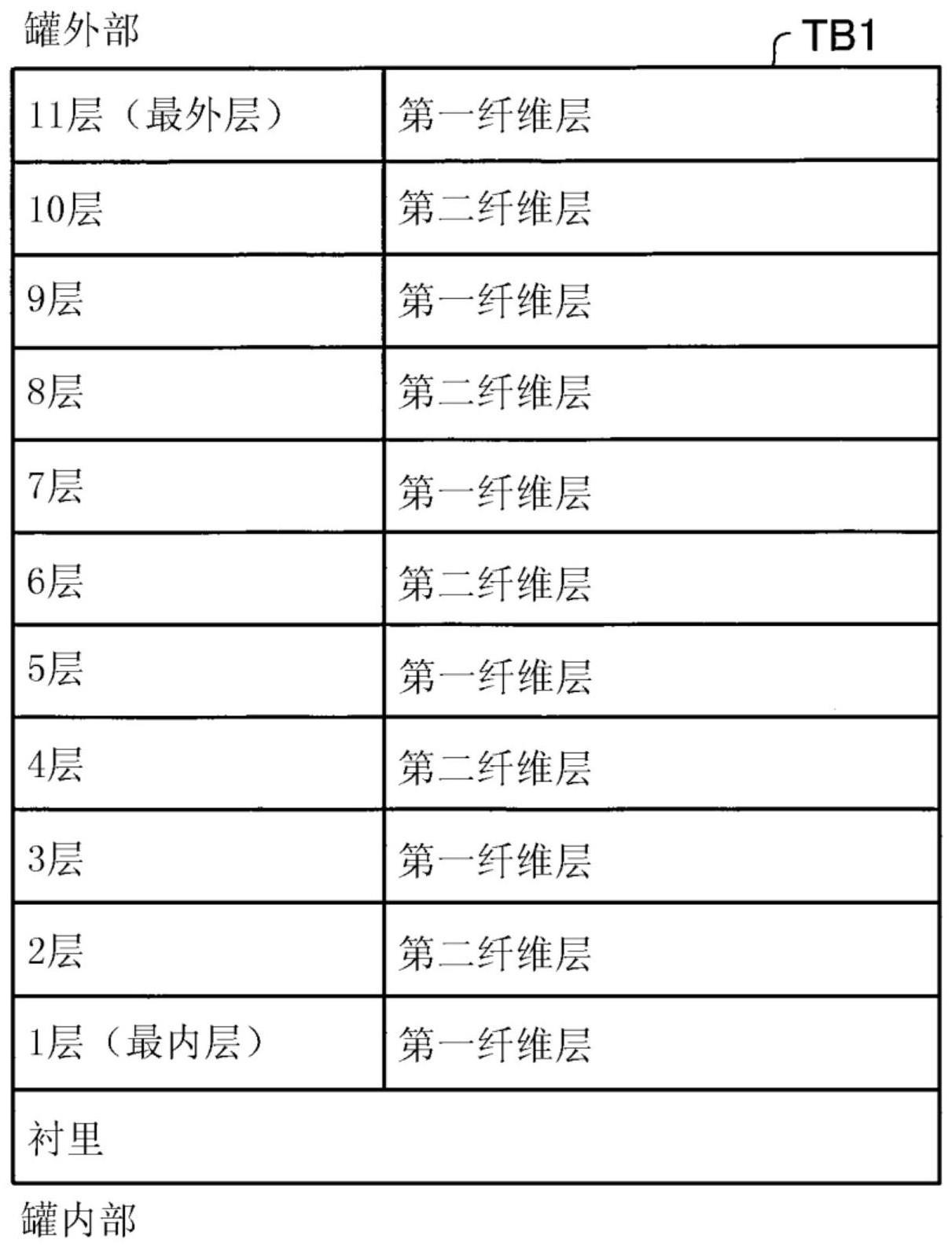
2、(1)根据本公开的一个形态,提供一种气罐。该气罐具备:衬里,具有筒状的筒体部和设置于上述筒体部的两端的圆顶部;和加强层,覆盖上述衬里的外周。上述加强层具有:至少一个第一纤维层,在上述筒体部的外周具备将纤维以交错编织的方式卷绕的第一加强部;和至少一个第二纤维层,在上述筒体部的外周具备将纤维相对于上述衬里的中心轴以预先决定好的角度卷绕的第二加强部。
3、根据该形态的气罐,通过具备第二纤维层而使纤维层的强度提高进而能够提高气罐的强度,并且通过具备第一纤维层而能够使树脂材料相对于纤维层的浸渍性能提高。
4、(2)也可以构成为:在上述形态的气罐的基础上,上述第一纤维层是上述加强层的最外层。
5、根据该形态的气罐,能够抑制或者防止纤维层的外表面的纤维材料的排列的紊乱。
6、(3)也可以构成为:在上述形态的气罐的基础上,上述第一纤维层是上述加强层的最内层。
7、根据该形态的气罐,能够抑制或者防止树脂材料难以浸渍的最内层中的树脂材料的浸渍不足。
8、(4)也可以构成为:在上述形态的气罐的基础上,上述加强层具备交替层叠有上述第一纤维层和上述第二纤维层的交替层叠部。
9、根据该形态的气罐,通过交替配置纤维材料的卷绕方法相互不同的纤维层来抑制加强层整体中的形状偏差,能够抑制或者防止气罐的强度的降低。
10、(5)也可以构成为,在上述形态的气罐的基础上,上述加强层具备:第一连续层叠部,连续地层叠有多个上述第一纤维层;和第二连续层叠部,连续地层叠有多个上述第二纤维层。
11、根据该形态的气罐,能够减少切换纤维材料的卷绕方法的次数来使气罐的生产率提高。
12、(6)也可以构成为:在上述形态的气罐的基础上,上述第一连续层叠部在上述加强层中配置于比上述第二连续层叠部靠内层侧的位置。
13、根据该形态的气罐,通过在内层侧集中地配置树脂材料容易浸渍的第一纤维层,能够使与外层侧相比树脂材料难以浸渍的内层侧的浸渍性能提高。
14、(7)也可以构成为:在上述形态的气罐的基础上,上述加强层的中间和比上述中间靠内层侧的位置所含的上述第一纤维层的层数多于比上述中间靠外层侧的位置所含的上述第一纤维层的层数。
15、根据该形态的气罐,通过在与外层侧相比树脂材料难以浸渍的内层侧较多地配置第一纤维层,能够更可靠地使树脂材料浸渍至最内层。
16、(8)也可以构成为:在上述形态的气罐的基础上,上述第二纤维层的厚度的合计值为5毫米以下。
17、根据该形态的气罐,在树脂材料的加压填充时,能够更可靠地使树脂材料浸渍至最内层。
18、(9)也可以构成为:在上述形态的气罐的基础上,上述第一纤维层的层数多于上述第二纤维层的层数。
19、根据该形态的气罐,能够更可靠地使树脂材料浸渍于纤维层。
20、(10)也可以构成为:在上述形态的气罐的基础上,上述第一纤维层还在上述圆顶部的外周具备上述第一加强部。也可以构成为:上述第二纤维层还在上述圆顶部的外周具备上述第一加强部。
21、根据该形态的气罐,通过在具有曲率的圆顶部的外周形成第一加强部,与在圆顶部的外周形成第二加强部的情况相比,能够抑制纤维材料偏离配置预定位置的不良情况。
22、本公开也能够以气罐、气罐的制造方法以外的各种形态来实现。例如,能够以纤维强化树脂层的形成方法、纤维强化塑料的制造方法、纤维强化塑料的制造装置、气罐的制造装置、纤维强化塑料的制造装置的控制方法、实现该控制方法的计算机程序、记录有该计算机程序的非临时性的记录介质等形态实现。
技术特征:
1.一种气罐,其中,
2.根据权利要求1所述的气罐,其中,
3.根据权利要求1所述的气罐,其中,
4.根据权利要求1所述的气罐,其中,
5.根据权利要求1所述的气罐,其中,
6.根据权利要求5所述的气罐,其中,
7.根据权利要求1所述的气罐,其中,
8.根据权利要求1所述的气罐,其中,
9.根据权利要求1所述的气罐,其中,
10.根据权利要求1所述的气罐,其中,
11.一种气罐的制造方法,其中,
12.根据权利要求11所述的气罐的制造方法,其中,
技术总结
本公开涉及气罐及其制造方法。本发明提供一种能够使形成于气罐的衬里的外周的纤维层的强度提高、并且使树脂材料相对于纤维层的浸渍性能提高的技术。气罐具备:衬里,具有筒状的筒体部和设置于筒体部的两端的圆顶部;和加强层,覆盖衬里的外周。加强层具有:至少一个第一纤维层,在筒体部的外周具备将纤维以交错编织的方式卷绕的第一加强部;和至少一个第二纤维层,在筒体部的外周具备将纤维相对于衬里的中心轴以预先决定好的角度卷绕的第二加强部。
技术研发人员:甲斐雄基,泽井统
受保护的技术使用者:丰田自动车株式会社
技术研发日:
技术公布日:2024/1/16
- 还没有人留言评论。精彩留言会获得点赞!