自动注氮气设备的制作方法
本技术涉及汽车零部件生产,特别涉及一种自动注氮气设备。
背景技术:
1、现有技术中,在汽车零部件生产过程中,涉及对汽车罐体部件进行氮气注入的步骤。然而,现有的氮气注入方式通常依赖于人工操作,这种方式存在一些问题。首先,人工操作效率较低,无法满足大规模生产的需求。其次,人工操作对工人的操作要求很高,需要熟练的操作技能,注氮气的多少直接影响到产品质量,容易导致产品不合格。
技术实现思路
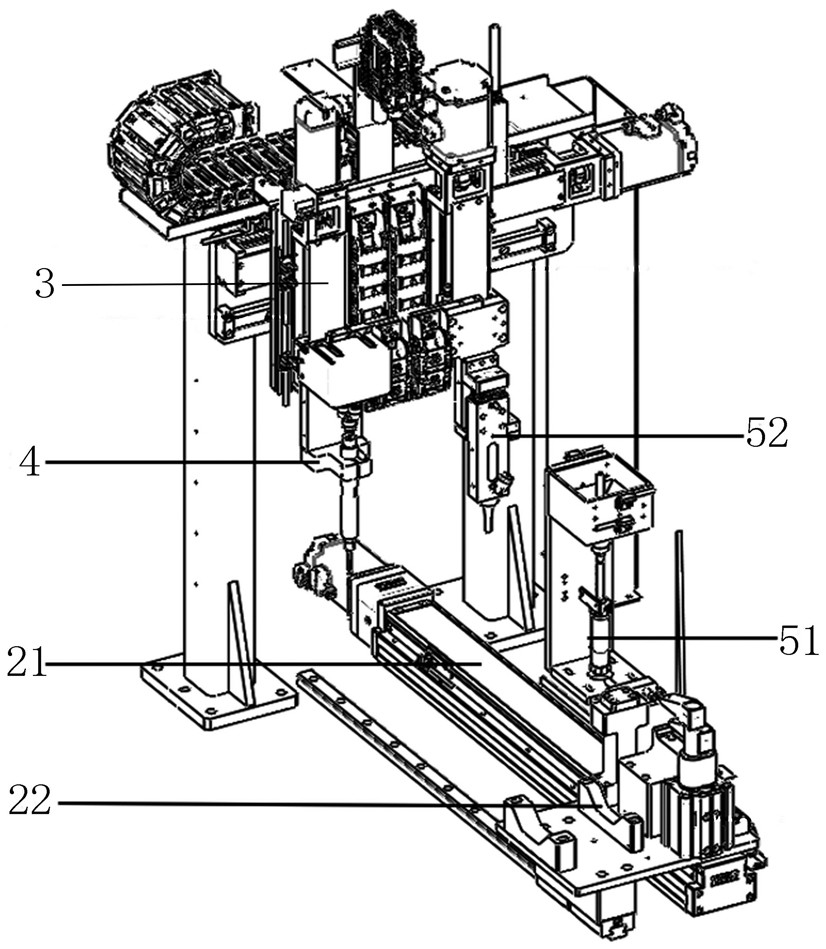
1、根据本实用新型实施例,提供了一种自动注氮气设备,用于注入氮气于产品内,包含机台,还包含固定在机台上的:移载定位组件、驱动件、抽真空注氮气组件和密封组件;
2、移载定位组件固定并驱动产品移动至设定位置;
3、驱动件与抽真空注氮气组件和密封组件相连,驱动件与移载定位组件相邻设置,驱动抽真空注氮气组件或密封组件移动至设定位置;
4、抽真空注氮气组件抽出产品内的气体并注入氮气;
5、密封组件密封完成氮气注入的产品。
6、进一步,移载定位组件包含:直线运动模组、定位治具;
7、定位治具设置在直线运动模组的输出端,产品放置在定位治具内;
8、直线运动模组设置在机台上,并与驱动件相邻设置,直线运动模组驱动产品移至设定位置。
9、进一步,驱动件为三轴模组。
10、进一步,抽真空注氮气组件包含:真空控制部件、氮气控制部件和连接部件;
11、连接部件设置在驱动件的输出端,连接部件的一端与真空控制部件和氮气控制部件相连,另一端与产品相接;
12、真空控制部件设置在驱动件上,并与外部的抽真空装置相连;
13、氮气控制部件设置在驱动件上,并与外部的氮气输送装置相连。
14、进一步,真空控制部件包含:第一单向阀和真空一体阀;
15、第一单向阀和真空一体阀设置在驱动件上;
16、第一单向阀的一端与连接部件相连,另一端与真空一体阀相连;
17、真空一体阀与抽真空装置相连。
18、进一步,氮气控制部件包含:第二单向阀和压力传感器;
19、第二单向阀和压力传感器设置在驱动件上;
20、第二单向阀的一端与连接部件相连,另一端与氮气输送装置相连;
21、压力传感器与第二单向阀相连,检测氮气输入量。
22、进一步,连接部件包含:三通接头和注针;注针设置在驱动件的输出端,三通接头分别与注针、真空控制部件和氮气控制部件相连。
23、进一步,密封组件包含:密封珠输出部件和密封珠吸取管;
24、密封珠输出部件设置在机台上,并与驱动件相邻设置,密封珠输出部件输出密封珠;
25、密封珠吸取管与驱动件的输出端相连,并与密封珠输出部件相衔接,密封珠吸取管吸取密封珠;
26、驱动件驱动密封珠吸取管在产品和密封珠输出部件之间来回移动。
27、进一步,密封珠输出部件包含:固定架、料盒、对射传感器、顶升气缸和顶升固定柱;
28、固定架设置在机台上;
29、料盒设置在固定架顶部,料盒用于放置密封珠;
30、对射传感器设置在料盒顶部相对地两侧;
31、顶升气缸设置在固定架上;
32、顶升固定柱的一端与顶升气缸的输出端相连,另一端贯穿料盒底部与密封珠相接;
33、顶升气缸驱动顶升固定柱在料盒内上下移动。
34、根据本实用新型实施例的自动注氮气设备,能够实现氮气的定量自动注入,提升生产效率和产品合格率,降低人工成本。
35、要理解的是,前面的一般描述和下面的详细描述两者都是示例性的,并且意图在于提供要求保护的技术的进一步说明。
技术特征:
1.一种自动注氮气设备,用于注入氮气于产品内,包含机台,其特征在于,还包含固定在机台上的:移载定位组件、驱动件、抽真空注氮气组件和密封组件;
2.如权利要求1所述自动注氮气设备,其特征在于,所述移载定位组件包含:直线运动模组、定位治具;
3.如权利要求1所述自动注氮气设备,其特征在于,所述驱动件为三轴模组。
4.如权利要求1所述自动注氮气设备,其特征在于,所述抽真空注氮气组件包含:真空控制部件、氮气控制部件和连接部件;
5.如权利要求4所述自动注氮气设备,其特征在于,所述真空控制部件包含:第一单向阀和真空一体阀;
6.如权利要求4所述自动注氮气设备,其特征在于,所述氮气控制部件包含:第二单向阀和压力传感器;
7.如权利要求4所述自动注氮气设备,其特征在于,所述连接部件包含:三通接头和注针;所述注针设置在所述驱动件的输出端,所述三通接头分别与所述注针、所述真空控制部件和所述氮气控制部件相连。
8.如权利要求1所述自动注氮气设备,其特征在于,所述密封组件包含:密封珠输出部件和密封珠吸取管;
9.如权利要求8所述自动注氮气设备,其特征在于,所述密封珠输出部件包含:固定架、料盒、对射传感器、顶升气缸和顶升固定柱;
技术总结
本技术公开了一种自动注氮气设备,用于注入氮气于产品内,包含机台,还包含固定在机台上的:移载定位组件、驱动件、抽真空注氮气组件和密封组件;移载定位组件固定并驱动产品移动至设定位置;驱动件与抽真空注氮气组件和密封组件相连,驱动件与移载定位组件相邻设置,驱动抽真空注氮气组件或密封组件移动至设定位置;抽真空注氮气组件抽出产品内的气体并注入氮气;密封组件密封完成氮气注入的产品。本技术能够实现氮气的定量自动注入,提升生产效率和产品合格率,降低人工成本。
技术研发人员:李强,周明明,余俊成
受保护的技术使用者:铭沣工业自动化(上海)有限公司
技术研发日:20230630
技术公布日:2024/1/15
- 还没有人留言评论。精彩留言会获得点赞!