气瓶瓶阀方向校正器的制作方法
本技术涉及气瓶充装,更具体地说是气瓶瓶阀方向校正器。
背景技术:
1、气瓶自动充装系统中,通过各种方法辨别气瓶瓶阀的瓶嘴方向后,通过机械结构校正瓶阀方向,使瓶嘴固定,进而进行下一步自动充装的动作。由于在全自动气瓶充装中,瓶阀周围的空间相对狭小,传统的校正装置,体积太大,无法适用于全自动充装。
技术实现思路
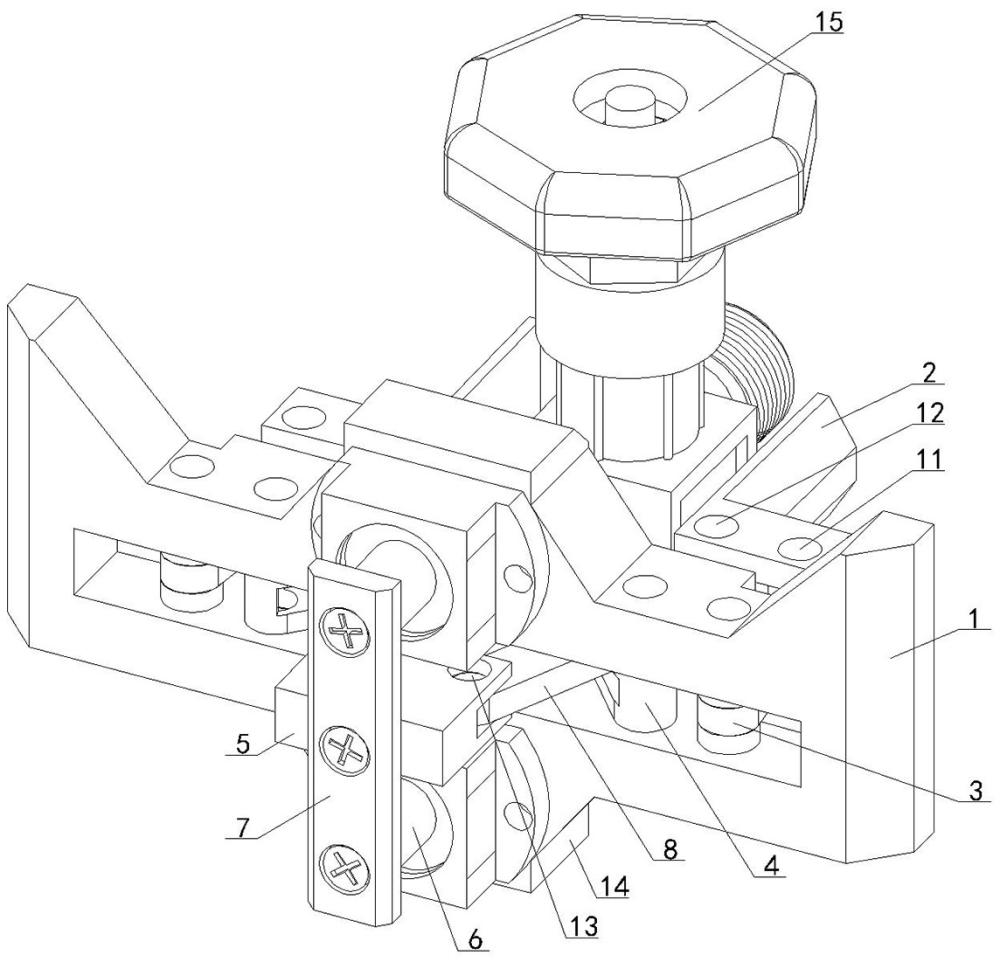
1、为解决上述问题,克服现有技术的不足,本实用新型提供了气瓶瓶阀方向校正器,包括本体,本体的中部设置有长条形通孔,长条形通孔内部铰接有第一连杆和第二连杆,第一连杆和第二连杆均朝向本体的右侧延伸;
2、本体的左侧设置有气缸,气缸的活塞杆的左侧端部连接有连接板,连接板右侧的中部连接有连接块,连接块的右侧铰接有第三连杆,第三连杆的右侧端与第二连杆的中部铰接;
3、第一连杆和第二连杆的右侧端铰接有校正板。
4、进一步的,校正板设置有两个,校正板为l字状结构,校正板包括校正部和铰接部,第一连杆和第二连杆均与铰接部铰接。
5、进一步的,第一连杆为直杆状结构,第二连杆为折线状结构。
6、进一步的,两个校正板以镜相对称的位置设置,两个校正部相互平行。
7、进一步的,两个铰接部均与本体相互平行设置,两个铰接部在移动过程中始终保持与本体平行。
8、进一步的,气缸设置有两个,两个气缸的活塞杆分别与连接板的上下两端以可拆卸的方式连接,连接块位于两个活塞杆的中间位置。
9、进一步的,第三连杆设置有两个,两个第三连杆按照镜相对称,两个第三连杆分别与两个第二连杆的中部铰接。
10、进一步的,还包括第一销轴、第二销轴、第三销轴、第四销轴、第五销轴和第六销轴,第一连杆与本体通过第一销轴铰接,第二连杆与本体通过第二销轴铰接,第一连杆与校正板通过第三销轴铰接,第二连杆与校正板通过第四销轴铰接,第三连杆与连接块通过第五销轴铰接,第三连杆与第二连杆的中部通过第六销轴连接。
11、本实用新型的有益效果是:
12、本实用新型提供的气瓶瓶阀方向校正器,应用到气瓶自动充装的无人化生产过程中,可以完全解决瓶阀方向稍微偏差的现象,通过对向硬性夹具同时向前运动,可以准确夹正瓶嘴,保证100%和奶头对应,解决了由于偏差造成的连接错误。
技术特征:
1.气瓶瓶阀方向校正器,其特征在于:包括本体,所述本体的中部设置有长条形通孔,所述长条形通孔内部铰接有第一连杆和第二连杆,所述第一连杆和第二连杆均朝向本体的右侧延伸;
2.根据权利要求1所述的气瓶瓶阀方向校正器,其特征在于:所述校正板设置有两个,所述校正板为l字状结构,所述校正板包括校正部和铰接部,所述第一连杆和第二连杆均与铰接部铰接。
3.根据权利要求1或2所述的气瓶瓶阀方向校正器,其特征在于:所述第一连杆为直杆状结构,所述第二连杆为折线状结构。
4.根据权利要求2所述的气瓶瓶阀方向校正器,其特征在于:两个所述校正板以镜相对称的位置设置,两个校正部相互平行。
5.根据权利要求2所述的气瓶瓶阀方向校正器,其特征在于:两个所述铰接部均与本体相互平行设置,两个所述铰接部在移动过程中始终保持与本体平行。
6.根据权利要求1所述的气瓶瓶阀方向校正器,其特征在于:所述气缸设置有两个,两个所述气缸的活塞杆分别与连接板的上下两端以可拆卸的方式连接,所述连接块位于两个活塞杆的中间位置。
7.根据权利要求1所述的气瓶瓶阀方向校正器,其特征在于:所述第三连杆设置有两个,两个所述第三连杆按照镜相对称,两个所述第三连杆分别与两个第二连杆的中部铰接。
8.根据权利要求1所述的气瓶瓶阀方向校正器,其特征在于:还包括第一销轴、第二销轴、第三销轴、第四销轴、第五销轴和第六销轴,所述第一连杆与本体通过第一销轴铰接,所述第二连杆与本体通过第二销轴铰接,所述第一连杆与校正板通过第三销轴铰接,所述第二连杆与校正板通过第四销轴铰接,所述第三连杆与连接块通过第五销轴铰接,所述第三连杆与第二连杆的中部通过第六销轴连接。
技术总结
气瓶瓶阀方向校正器,包括本体,本体的中部设置有长条形通孔,长条形通孔内部铰接有第一连杆和第二连杆,第一连杆和第二连杆均朝向本体的右侧延伸;本体的左侧设置有气缸,气缸的活塞杆的左侧端部连接有连接板,连接板右侧的中部连接有连接块,连接块的右侧铰接有第三连杆,第三连杆的右侧端与第二连杆的中部铰接;第一连杆和第二连杆的右侧端铰接有校正板;应用到气瓶自动充装的无人化生产过程中,可以完全解决瓶阀方向稍微偏差的现象,通过对向硬性夹具同时向前运动,可以准确夹正瓶嘴,保证100%和奶头对应,解决了由于偏差造成的连接错误。
技术研发人员:徐勇,张迪航
受保护的技术使用者:济宁协创气体有限公司
技术研发日:20230926
技术公布日:2024/5/10
- 还没有人留言评论。精彩留言会获得点赞!