轴承偏斜角测量方法及其工具、轴承安装质量检测方法与流程
1.本发明涉及一种轴承内外环偏斜角测量方法及其测量工具。
背景技术:
2.轴承是航空发动机转子的重要组成部分,轴承的装配质量直接影响着航空发动机运转的安全性。航空发动机常用的滚棒轴承,由滚动体、保持架、内环和外环组成,采用热装法将滚动体、保持架和内环装配成一体,装配后保持架和滚动体可相对内环转动。
3.为检查整机装配时后支点滚棒轴承的装配质量,装配后要检查轴承内外环轴线偏斜角最大值,如超出规定值,则轴承装配不合格,需重新装配或更换轴承。此外发动机转子为高速转动件,工作过一段时间后,也要检查整机状态轴承内外环轴线偏斜角最大值,如超出规定值则需更换轴承。
4.现有对于轴承内外环偏斜角的测量都是将轴承单独置于测量仪器中进行测量,缺乏对安装状态下的轴承内外环偏斜角进行测量的方法。后支点滚棒轴承内外环偏斜角属于高精密测量范畴,直接测量无法实现。故亟需一种偏斜角测量方法,来实现对装配状态下轴承的内外环偏斜角进行测量。
技术实现要素:
5.本发明的一个目的在于提供一种轴承偏斜角测量方法,能够实现对装配状态下的轴承内外环偏斜角进行测量。
6.本发明的另一个目的在于提供一种轴承偏斜角测量工具,其为对装配状态下的轴承内外环偏斜角进行测量提供基础。
7.本发明的又一目的在于提供一种轴承安装质量检测方法,用于检测装配状态下的轴承质量。
8.为实现前述一个目的的轴承偏斜角测量方法,用于测量轴承内环轴线与轴承外环轴线之间的偏斜角,所述轴承在装配状态下具有测量侧,测量工具在所述测量侧对所述轴承进行测量,所述轴承内环在所述测量侧具有内环端面,所述轴承外环在所述测量侧具有外环端面,所述测量工具具有测量基准面;
9.其中,所述轴承内外环偏斜角测量方法包括:
10.以所述测量基准面为基准,测量所述内环端面中多个点的第一跳动值;
11.以所述测量基准面为基准,测量所述外环端面中多个点的第二跳动值;
12.根据第一跳动值得到所述内环端面中多个点所在平面的法向量n1;
13.根据第二跳动值得到所述外环端面中多个点所在平面的法向量n2;
14.根据所述法向量n1以及所述法向量n2计算所述轴承的内外环偏斜角。
15.在一个或多个实施方式中,所述轴承内外环偏斜角测量方法还包括:
16.在所述测量基准面上选取第一基准点,所述测量基准面具有基准中心点,以所述第一基准点与所述基准中心点的连线所在直线作为x轴,在所述测量基准面所在平面中与
所述x轴垂直的任一线条所在直线作为y轴,所述测量基准面在所述基准中心点的法线作为z轴,定义第一坐标系;
17.所述根据第一跳动值得到所述内环端面中多个点所在平面的法向量n1的步骤包括:
18.将所述多个点的第一跳动值在所述第一坐标系中表达为多个点的第一坐标值;
19.根据所述多个点的第一坐标值计算该多个点所在平面的第一平面方程;
20.根据所述第一平面方程计算所述第一平面方程的法向量n01;
21.对所述法向量n01进行修正,得到所述法向量n1;
22.所述根据第二跳动值得到所述外环端面中多个点所在平面的法向量n2的步骤包括:
23.将所述多个点的第二跳动值在所述第一坐标系中表达为多个点的第二坐标值;
24.根据所述多个点的第二坐标值计算该多个点所在平面的第二平面方程;
25.根据所述第二平面方程计算所述第二平面方程的法向量n02;
26.对所述法向量n02进行修正,得到所述法向量n2。
27.在一个或多个实施方式中,所述轴承内外环偏斜角测量方法还包括:
28.在所述内环端面选取第一位置点,并在所述第一位置点测量所述内环端面与轴承内环外周面的垂直度p1;
29.记录所述第一位置点在所述第一坐标系中的角相p1a;
30.在所述外环端面选取第二位置点,并在所述第二位置点测量所述外环端面与轴承外环外周面的垂直度p2;
31.记录所述第二位置点在所述第一坐标系中的角相p2a;
32.对所述法向量n01进行修正包括:根据所述垂直度p1以及所述角相p1a对所述法向量n01进行修正得到所述法向量n1;
33.对所述法向量n02进行修正包括:根据所述垂直度p2以及所述角相p2a对所述法向量n02进行修正得到所述法向量n2。
34.在一个或多个实施方式中,所述轴承内外环偏斜角测量方法还包括:
35.在所述第一位置点以及所述第二位置点进行标记;
36.在测量前将所述第一位置点与所述第二位置点在所述轴承的径向方向上对齐。
37.为实现前述另一目的的轴承偏斜角测量工具,用于测量安装状态下轴承内环的轴线与轴承外环的轴线之间的偏斜角,包括:
38.座体,具有测量基准面,所述测量基准面中开设有多个第一测量孔以及多个第二测量孔,在测量状态下,所述第一测量孔对应所述轴承内环端面设置,所述第二测量孔对应所述轴承外环端面设置;
39.支撑件,设置于所述座体上,具有与所述测量基准面相配合的下端面,其中开设有至少一个导向孔,所述导向孔在测量状态下与任一所述第一测量孔和/或所述第二测量孔对准;
40.测量单元,具有至少一个测量头,所述测量头在测量状态下穿过所述导向孔以及与所述导向孔对准的所述第一测量孔和/或所述第二测量孔后,与所述轴承内环端面和/或所述轴承外环端面相抵,以测量所述轴承内环端面中多个点和/或所述轴承外环端面中多
个点相对所述测量基准面的跳动值。
41.在一个或多个实施方式中,所述测量单元为千分表。
42.在一个或多个实施方式中,所述测量工具用于检测航空发动机中的轴承偏斜角;
43.其中,所述轴承在所述安装状态下与涡轮后轴装配,所述座体安装于机匣端面。
44.为实现前述又一目的的轴承安装质量检测方法,包括:
45.采用如前所述的轴承偏斜角测量方法,对与涡轮后轴装配的轴承偏斜角进行测量;
46.根据所述轴承偏斜角判断所述轴承的安装质量。
47.在一个或多个实施方式中,轴承偏斜角测量方法还包括:
48.采用施力件在涡轮后轴内侧沿径向向外施力;
49.对与涡轮后轴装配的轴承偏斜角进行第一次测量;
50.更换施力位置,再次对涡轮后轴内侧沿径向向外施力;
51.对与涡轮后轴装配的轴承偏斜角进行第二次测量;
52.重复上述步骤,得到多组跳动值;
53.根据所述多组跳动值分别计算多次侧向力作用下的所述轴承偏斜角;
54.根据所述多个轴承偏斜角中的最大值判断所述轴承的安装质量;
55.其中,所述施力件中设置有压力传感器。
56.在一个或多个实施方式中,沿所述涡轮后轴的内周侧,均布地对所述涡轮后轴内侧进行8次施力。
57.本发明的增益效果包括如下至少一个方面:
58.通过将对轴承的内外环偏斜角θ测量转化为对轴承内环端面以及外环端面的测量,并通过公式转换后得到对偏斜角θ的计算值,实现了对于装配状态下轴承的偏斜角测量,同时为实现对装配状态下轴承安装质量的检测提供基础。
附图说明
59.本发明的上述的以及其他的特征、性质和优势将通过下面结合附图和实施例的描述而变得更加明显,其中:
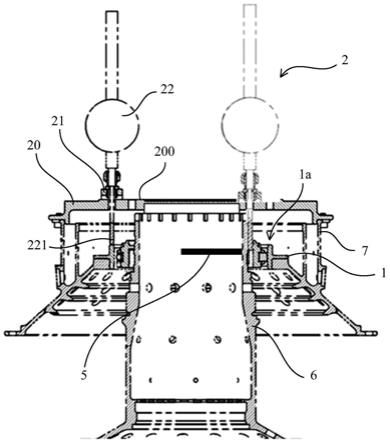
60.图1示出了轴承装配状态下进行测量时的示意图;
61.图2示出了轴承内环在测量侧处的局部示意图;
62.图3示出了轴承外环在测量侧处的局部示意图;
63.图4示出了测量轴承内环端面多个点一个实施方式下的示意图;
64.图5示出了测量轴承外环端面多个点一个实施方式下的示意图;
65.图6示出了座体一个实施方式下的立体示意图;
66.图7示出了支撑件一个实施方式下的立体示意图;
67.图8示出了轴承安装质量检测方法一个实施方式下的流程示意图。
具体实施方式
68.下述公开了多种不同的实施所述的主题技术方案的实施方式或者实施例。为简化公开内容,下面描述了各元件和排列的具体实例,当然,这些仅仅为例子而已,并非是对本
申请的保护范围进行限制。例如在说明书中随后记载的第一特征在第二特征上方或者上面形成,可以包括第一和第二特征通过直接联系的方式形成的实施方式,也可包括在第一和第二特征之间形成附加特征的实施方式,从而第一和第二特征之间可以不直接联系。另外,这些公开内容中可能会在不同的例子中重复附图标记和/或字母。该重复是为了简要和清楚,其本身不表示要讨论的各实施方式和/或结构间的关系。进一步地,当第一元件是用与第二元件相连或结合的方式描述的,该说明包括第一和第二元件直接相连或彼此结合的实施方式,也包括采用一个或多个其他介入元件加入使第一和第二元件间接地相连或彼此结合。
69.需要注意的是,在使用到的情况下,如下描述中的上、下、左、右、前、后、顶、底、正、反、顺时针和逆时针仅仅是出于方便的目的所使用的,而并不暗示任何具体的固定方向。事实上,它们被用于反映对象的各个部分之间的相对位置和/或方向。
70.需要注意的是,这些以及后续其他的附图均仅作为示例,其并非是按照等比例的条件绘制的,并且不应该以此作为对本发明实际要求的保护范围构成限制。此外,不同实施方式下的变换方式可以进行适当组合。
71.需要说明的是,如后文所述的附图标记与背景技术中的附图标记采用不同的标记系统,二者的附图标记之间无关联。
72.本发明的一个方面提供了一种轴承偏斜角测量方法,航空发动机中采用的支撑轴承多具有轴承外环以及轴承内环,如滚棒轴承。轴承外环轴线与轴承内环轴线中存在的夹角被称为轴承的偏斜角。
73.如图1示出了轴承装配状态下进行测量时的示意图,其中,轴承1在装配状态下具有测量侧1a,测量工具2在测量侧1a对轴承1进行测量。
74.如图2示出了轴承内环11在测量侧1a处的局部示意图,图3示出了轴承外环12在测量侧1a处的局部示意图。其中,轴承内环11在测量侧1a具有内环端面110,轴承外环12在测量侧1a具有外环端面120,测量工具2具有测量基准面200。
75.轴承内外环偏斜角测量方法如下:
76.首先,以测量基准面200为基准,测量内环端面110中多个点的第一跳动值;同时以测量基准面200为基准,测量外环端面120中多个点的第二跳动值。
77.随后,根据多个点的第一跳动值得到内环端面110中多个点所在平面的法向量n1;并根据多个点的第二跳动值得到外环端面120中多个点的平面的法向量n2。
78.最后,根据法向量n1以及法向量n2计算轴承的内外环偏斜角,具体来说,通过如下公式(1)计算得到轴承的内外环偏斜角θ。
[0079][0080]
通过将对轴承的内外环偏斜角θ测量转化为对轴承内环端面110以及外环端面120的测量,并通过公式转换后得到对偏斜角θ的计算值,实现了对于装配状态下轴承的偏斜角测量。
[0081]
在轴承偏斜角测量方法的一个实施方式中,轴承内外环偏斜角测量方法还包括如下步骤:
[0082]
在测量基准面200上选取第一基准点,该第一基准点可以是在测量基准面200中的任意一点。在测量基准面200中具有基准中心点。具体来说,测量基准面200可以是一个多边形平面或是圆形平面,该基准中心点可以是该平面的几何中心。可以理解的是,第一基准点与基准中心点为在测量基准面200中的不同的两个点。以第一基准点与基准中心点的连线所在直线作为x轴,在测量基准面所在平面中与x轴垂直的任一线条所在直线作为y轴,测量基准面在基准中心点的法线作为z轴,x、y、z轴共同定义第一坐标系。
[0083]
一方面,将内环端面110中多个点的第一跳动值在该定义的第一坐标系中表达为该多个点的第一坐标值。可以理解的是,对于内环端面110中每个点,在第一坐标系的xy平面中都具有对应的x、y坐标值,而每个点的跳动值,则对应成为该点的z坐标值。
[0084]
之后,根据内环端面110中多个点的第一坐标值计算该多个点所在平面的第一平面方程。可以理解的是,第一平面方程可以通过在一控制器中进行拟合运算获得,该控制器包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,处理器执行计算机程序时可实现前述计算过程。
[0085]
随后,根据计算获得的第一平面方程计算得到第一平面方程的法向量n01,可以理解的是,法向量n01也可以通过在一控制器中进行拟合运算获得,该控制器包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,处理器执行计算机程序时可实现前述计算过程。
[0086]
最后,对该n01进行修正,得到法向量n1,从而完成根据第一跳动值得到内环端面110中多个点所在平面的法向量n1的步骤。
[0087]
另一方面,将外环端面120中多个点的第二跳动值在该定义的第一坐标系中表达为该多个点的第二坐标值。可以理解的是,对于外环端面120中每个点,在第一坐标系的xy平面中都具有对应的x、y坐标值,而每个点的跳动值,则对应成为该点的z坐标值。
[0088]
之后,根据外环端面120中多个点的第二坐标值计算该多个点所在平面的第二平面方程。可以理解的是,第二平面方程可以通过在一控制器中进行拟合运算获得,该控制器包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,处理器执行计算机程序时可实现前述计算过程。
[0089]
随后,根据计算获得的第二平面方程计算得到第二平面方程的法向量n02,可以理解的是,法向量n02也可以通过在一控制器中进行拟合运算获得,该控制器包括存储器、处理器以及存储在存储器上并可在处理器上运行的计算机程序,处理器执行计算机程序时可实现前述计算过程。
[0090]
最后,对该n02进行修正,得到法向量n2,从而完成根据第二跳动值得到外环端面120中多个点所在平面的法向量n2的步骤。
[0091]
在一个其他实施方式中,对于第一平面方程、第二平面方程、法向量n1以及法向量n2的计算可以均采用仿真软件获得。
[0092]
在轴承偏斜角测量方法的一个实施方式中,轴承内外环偏斜角测量方法还包括如下步骤:
[0093]
在内环端面110中选取第一位置点,该第一位置点可以是在内环端面110上的任意点,并在该第一位置点测量内环端面110与轴承内环外周面111之间的垂直度p1。在测量的同时,记录第一位置点在第一坐标系中的角相p1a,该角相p1a记录了第一位置点在第一坐
标系中相对坐标原点的距离以及角度。
[0094]
在外环端面120中选取第二位置点,该第二位置点可以是在外环端面120上的任意点,并在该第二位置点测量外环端面120与轴承内环外周面121之间的垂直度p2。在测量的同时,记录第二位置点在第一坐标系中的角相p2a,该角相p2a记录了第二位置点在第一坐标系中相对坐标原点的距离以及角度。
[0095]
随后,根据垂直度p1以及角相p1a对法向量n01进行修正得到修正后的法向量n1,具体地,通过垂直度p1以及角相p1a得到修正矩阵t1(p1,p1a),采用如下修正公式(2)得到修正后的法向量n1:
[0096]
n1=t1
·
n01 (2)
[0097]
根据垂直度p2以及角相p2a对法向量n02进行修正得到修正后的法向量n2,具体地,通过垂直度p2以及角相p2a得到修正矩阵t2(p2,p2a),采用如下修正公式(3)得到修正后的法向量n2:
[0098]
n2=t2
·
n02 (3)
[0099]
由于内环端面110与轴承内环外周面111之间的垂直度,以及外环端面120与轴承内环外周面121之间的垂直度在实际状态下并非完全垂直,通过修正矩阵t1(p1,p1a)以及修正矩阵t2(p2,p2a)对测量得到的法向量n01以及法向量n02进行修正,能够将所计算得到的第一平面方程以及第二平面方程的法向量转换为实际轴承内环11以及轴承外环12所在轴线,从而进一步保证了所测量得到的偏斜角θ能够更加接近装配状态下的实际值,提升了测量准确度。
[0100]
在一个与前述实施方式不同的实施例中,对于偏斜角θ的修正也可以在计算完成后进行修正。
[0101]
在轴承偏斜角测量方法的一个实施方式中,还包括在第一位置点以及第二位置点进行标记,如采用记号笔进行标记。并在测量前将第一位置点与第二位置点在轴承的径向方向上对齐,使其在第一坐标系中与x轴正方向之间的夹角相同,从而简化了计算过程。
[0102]
为进一步阐述本轴承偏斜角测量方法,如下为一个示例性实施例进一步阐述了本轴承偏斜角测量方法的具体步骤。
[0103]
如图4所示,点qn1~qn12为在内环端面110中测量得到的12个点所在第一坐标系中对应的第一坐标值。通过拟合算法得到点qn1~qn12的拟合平面qn,并得到qn的第一平面方程。随后计算得到第一平面方程的法向量n01',通过对法向量n01'进行修正后得到法向量n1'。
[0104]
如图5所示,点qw1~qw12为在外环端面120中测量得到的12个点所在第一坐标系中对应的第二坐标值。通过拟合算法得到点qw1~qw12的拟合平面qw,并得到qw的第二平面方程。随后计算得到第二平面方程的法向量n02',通过对法向量n02'进行修正后得到法向量n2'。
[0105]
最后,通过公式得到轴承的内外环偏斜角θ'。
[0106]
可以理解的是,如上实施例仅为示例性示出,在具体测量中,可以存在许多合理的变化,如在一个实施方式中,可以在内环端面110以及外环端面120中测量其他数量的点。
[0107]
本方面的另一个方面提供了一种轴承偏斜角测量工具,其用于测量如图1所示的安装状态下轴承内环的轴线与轴承外环的轴线之间的偏斜角。
[0108]
轴承偏斜角测量工具2包括座体20、支撑件21以及测量单元22。如图6示出了座体20一个实施方式下的立体示意图,图7示出了支撑件21一个实施方式下的立体示意图。
[0109]
其中,座体20具有测量基准面200,在测量基准面200中开设有多个第一测量孔201以及多个第二测量孔202。在如图1所示的测量状态下,第一测量孔201对应轴承内环端面110设置,第二测量孔202对应轴承外环端面120设置。
[0110]
支撑件21是如图所示地设置于座体20上,具有与测量基准面200相配合的下端面210,其中开设有导向孔211,导向孔211的数量可以是如图7中所示的一个也可以是其他数量的如两个或多个。导向孔211在如图1所示的测量状态下与任一第一测量孔201和/或第二测量孔202对准。
[0111]
测量单元22具有测量头221,其中测量头221的数量可以是如图中所示、呈一个,对应地导向孔211的数量也为一个。在一个与图示不同的实施方式中,测量头221的数量可以是多个,而对应地,导向孔211也开设有相同的数量,在另一实施方式中,导向孔211的数量为多个,测量头221的数量为一个,通过设置多个测量单元22实现对多个点的同步测量。
[0112]
请继续参见图1,测量状态下,测量头221穿过导向孔211以及导向孔所对准的第一测量孔201和/或第二测量孔202后,与对应位置的轴承内环端面110和/或轴承外环端面120相抵,从而测量轴承内环端面110中多个点和/或轴承外环端面120中多个点相对测量基准面200的跳动值。
[0113]
具体而言,使用时,根据所需测量的位置,对应将测量头伸入至相对准的第一测量孔201和/或第二测量孔202以及导向孔211中,从而使得测量头沿一周对轴承内环端面110中多个点以及轴承外环端面120中多个点进行测量。在一个与图示不同的实施方式中,可以采用多个测量单元22或采用具有多个测量头221的测量单元对轴承内环端面110中多个点以及轴承外环端面120中多个点进行同时测量。
[0114]
在轴承偏斜角测量工具的一个实施方式中,测量单元22为千分表,在一些其他实施方式中,测量单元22也可以是百分表。
[0115]
在轴承偏斜角测量工具的一个实施方式中,轴承偏斜角测量工具是应用于如图1所示的用于检测航空发动机中的轴承偏斜角中,其中,轴承1在如图1所示的装配状态下与涡轮后轴6进行装配。座体20通过如紧固件等方式安装于机匣7的端面。
[0116]
本方面的又一个方面提供了一种轴承安装质量检测方法,如图8示出了轴承安装质量检测方法一个实施方式下的流程示意图。
[0117]
轴承安装质量检测方法包括:
[0118]
s101:接收轴承;
[0119]
s102:测量轴承内环11的垂直度p1,并记录所测位置的角相p1a;
[0120]
s103:测量轴承外环12的垂直度p2,并记录所测位置的角相p2a;
[0121]
s104:将轴承装配至装配状态下;
[0122]
s106:测量轴承外环12端面多处跳动值;
[0123]
s107:测量轴承内环11端面多处跳动值:
[0124]
s111:根据计算的轴承偏斜角判断轴承的安装质量。
[0125]
要说明的是,上述步骤101-111的执行次序并非一定是顺序执行,而是根据不同的实施样态会有不同执行次序。例如,步骤102可以是最先执行,也可以是在执行了步骤103之后执行,这两个步骤可能会交叉执行。例如,步骤106可以是最先执行,也可以是在执行了步骤107之后执行,这两个步骤可能会交叉执行。
[0126]
在轴承安装质量检测方法的一个实施方式中,还包括:
[0127]
s105对涡轮后轴施加侧向力,具体地,采用如图1所示的施力件5在涡轮后轴内侧沿径向向外施力;
[0128]
随后继续执行步骤s106~s107:分别测量轴承外环12端面多处跳动值,以及测量轴承内环11端面多处跳动值。
[0129]
随后执行步骤s108:判断施力次数是否达到预设值n次,若否则更换施力位置,再次对涡轮后轴内侧沿径向向外施力,随后,对继续执行步骤s106~s107分别对轴承外环12端面、轴承内环11端面进行第二次测量。重复上述操作,直至施力次数达到预设值n次,并得到多组跳动值数据。
[0130]
随后执行步骤s109,根据所测得的多组跳动值数据分别计算多次侧向力作用下的所述轴承偏斜角。
[0131]
随后执行步骤s110,求解得到多次侧向力作用下的轴承偏斜角θ
1~n
中的最大值θ
max
。
[0132]
最后根据步骤s111,根据多个轴承偏斜角θ
1~n
中的最大值θ
max
判断轴承的安装质量。
[0133]
其中,施力件5中设置有压力传感器,以控制施加的侧向力大小。
[0134]
在轴承安装质量检测方法的一个实施方式中,施力次数的预设值n为8次,分别均布地对涡轮后轴内侧进行8次施力。在一些其他实施方式中,施力次数也可以根据实际测量需求而定。
[0135]
在一个实施方式中,前述一个或多个轴承偏斜角测量方法优选用于测量轴承端面与轴承外环面具有较高垂直度的轴承。
[0136]
本发明的增益效果包括如下至少一个方面:
[0137]
通过将对轴承的内外环偏斜角θ测量转化为对轴承内环端面以及外环端面的测量,并通过公式转换后得到对偏斜角θ的计算值,实现了对于装配状态下轴承的偏斜角测量,同时为实现对装配状态下轴承安装质量的检测提供基础。
[0138]
本发明虽然以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以做出可能的变动和修改。因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何修改、等同变化及修饰,均落入本发明权利要求所界定的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1