航空发动机转子盘鼓装配检测装置及装配方法与流程
1.本公开涉及航空发动机装配技术领域,尤其涉及一种航空发动机转子盘鼓装配检测装置及装配方法。
背景技术:
2.高压压气机转子是航空发动机的重要组成部分,发动机工作时,高压转子高速旋转,对高压转子的装配稳定要求较高。
3.高压压气机转子由多级盘鼓组成,为保证高压转子的连接稳定性,通常采用多螺栓短止口连接,相邻盘鼓的连接止口采用较大的过盈配合,较大的过盈量导致相邻盘鼓装配到位的难度大幅加大。
4.为保证盘鼓装配到位,装配后需要检查转子相邻盘鼓的连接面是否贴合。但是,由于压气机转子相邻盘鼓连接止口处于盘腔内部,不可视,难以检查相邻盘鼓的连接面是否贴合,使得装配难度增大。
技术实现要素:
5.本公开的实施例提供了一种航空发动机转子盘鼓装配检测装置及装配方法,能够降低航空发动机转子盘鼓的装配难度。
6.根据本公开的一方面,提供了一种航空发动机转子盘鼓装配检测装置,其中,转子盘鼓包括沿轴向设置的至少两级盘鼓,每级盘鼓均包括叶盘和鼓筒,鼓筒沿轴向的至少一端与连接的叶盘之间通过止口连接,叶盘上沿周向设有多个第一孔,鼓筒上沿周向设有多个第二孔,第一孔和第二孔均沿轴向延伸,叶盘与鼓筒通过紧固件穿过第一孔和第二孔固定,检测装置包括:
7.操作杆;
8.安装部,设在操作杆的一端;和
9.塞片,连接于安装部,塞片与操作杆成角度设置;
10.其中,操作杆被配置为在需要检测时使安装部所在的一端伸入第一孔和第二孔,塞片被配置为插入盘鼓与叶盘的止口在轴向上的间隙内。
11.在一些实施例中,塞片相对于安装部可拆卸地设置。
12.在一些实施例中,操作杆包括杆部和连接在杆部一端的限位部,杆部具有螺纹段;
13.安装部包括:螺母和两个夹块,两个夹块和螺母依次套设于杆部,其中一个夹块抵靠在限位部上,塞片位于两个夹块之间,螺母与螺纹段配合且压住另一个夹块以将塞片夹住。
14.在一些实施例中,塞片垂直于操作杆。
15.在一些实施例中,塞片的厚度为盘鼓与叶盘的止口在轴向上允许的最大间隙。
16.根据本公开的另一方面,提供了一种基于上述实施例航空发动机转子盘鼓装配检测装置的装配方法,包括:
17.将相邻盘鼓中其中一个盘鼓的鼓筒沿轴向的端部与另一个盘鼓的叶盘之间通过止口连接;
18.将相邻盘鼓先通过一部分紧固件固定,紧固件穿过相应位置的第一孔和第二孔;
19.将装配检测装置从安装部所在的一端伸入未安装紧固件的第一孔和第二孔内;
20.调整装配检测装置伸入的位置,并检查塞片是否能插入盘鼓与叶盘的止口的间隙内,并在能插入的情况下判定相邻盘鼓未装配到位,在不能插入的情况下判断相邻盘鼓已装配到位。
21.在一些实施例中,在判定出相邻盘鼓未装配到位的情况下,还包括:
22.将相邻盘鼓上已安装的紧固件拆除;
23.对盘鼓存在间隙的位置施加局部压紧力,再将相邻盘鼓通过部分紧固件固定;
24.之后通过装配检测装置重新伸入未安装紧固件的第一孔和第二孔内进行检测。
25.在一些实施例中,在判定出相邻盘鼓未装配到位的情况下,还包括:
26.将相邻盘鼓上已安装的紧固件拆除;
27.将相邻盘鼓拆开重新安装。
28.在一些实施例中,在判定出相邻盘鼓已装配到位的情况下,还包括:
29.将相邻盘鼓上剩余的紧固件安装完毕。
30.在一些实施例中,将相邻盘鼓先通过部分紧固件固定时,使部分紧固件沿周向均布,且对称拧紧的方式安装。
31.在一些实施例中,在将相邻盘鼓连接之前,还包括:
32.对相邻盘鼓中其中一个盘鼓的止口加热。
33.在一些实施例中,在通过装配检测装置进行检测之前,使相邻盘鼓位于止口处的连接部位恢复至室温。
34.在一些实施例中,还包括装配形成检测装置,装配形成检测装置包括:
35.将两个夹块和螺母依次套设于操作杆的杆部上;
36.将塞片插入两个夹块之间;
37.将螺母沿杆部上的螺纹段旋拧,使螺母推动其中一个夹块运动,直至另一个夹块抵靠于操作杆中连接在杆部一端的限位部上,且两个夹块将塞片夹住。
38.在一些实施例中,在塞片发生损坏时,将螺母拧松更换塞片。
39.本公开实施例的航空发动机转子盘鼓装配检测装置,通过相邻盘鼓的紧固件安装孔判定相邻盘鼓连接止口是否贴合的方式来判断高压压气机转子盘鼓是否装配到位,利用操作杆夹持薄塞片伸入到紧固件安装孔内,再通过塞片在第一孔和第二孔的交界检查相邻盘鼓的鼓筒与止口是否贴合,塞片不能通过相邻盘鼓的鼓筒与止口的缝隙插入则视为转子盘鼓装配到位,大幅降低了多级转子盘鼓装配到位检查时间,且提高了检查准确性,大幅降低了工艺成本。
附图说明
40.此处所说明的附图用来提供对本公开的进一步理解,构成本技术的一部分,本公开的示意性实施例及其说明用于解释本公开,并不构成对本公开的不当限定。在附图中:
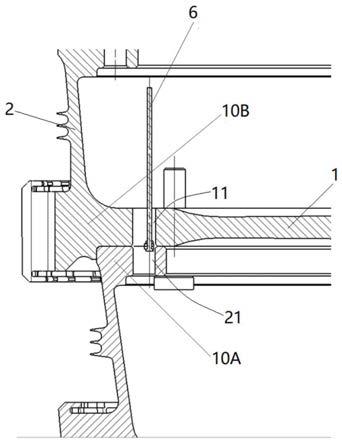
41.图1为本公开航空发动机转子盘鼓的连接结构示意图;
42.图2为通过本公开航空发动机转子盘鼓装配检测装置判定装配到位的示意图;
43.图3为通过本公开航空发动机转子盘鼓装配检测装置判定装配到位的剖视图;
44.图4为本公开航空发动机转子盘鼓装配检测装置的一些实施例的结构示意图;
45.图5为本公开航空发动机转子盘鼓装配检测装置的一些实施例的剖视图。
46.附图标记说明
47.10、盘鼓;10a、第一盘鼓;10b、第二盘鼓;10c、第三盘鼓;1、叶盘;11、第一孔;2、鼓筒;21、第二孔;22、法兰;3、叶片;4、止口;51、紧固件;52、螺母;6、检测装置;61、操作杆;611、杆部;612、限位部;62、夹块;63、塞片;64、螺母。
具体实施方式
48.以下详细说明本公开。在以下段落中,更为详细地限定了实施例的不同方面。如此限定的各方面可与任何其他的一个方面或多个方面组合,除非明确指出不可组合。尤其是,被认为是优选的或有利的任何特征可与其他一个或多个被认为是优选的或有利的特征组合。
49.本公开中出现的“第一”、“第二”等用语仅是为了方便描述,以区分具有相同名称的不同组成部件,并不表示先后或主次关系。
50.在本发明的描述中,需要理解的是,术语“内”、“外”、“上”、“下”、“左”、“右”、“前”和“后”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明保护范围的限制。而且,下文中提到的“轴向”、“径向”和“周向”都是以发动机为基准。
51.如图1所示,为保证航空发动机高压转子的连接稳定性,通常采用多螺栓短止口连接,相邻级盘鼓的连接止口采用较大的过盈配合,过盈量大于0.15mm,较大的过盈量导致相邻级盘鼓10装配到位的难度大幅加大。为保证盘鼓装配到位,装配后需要检查转子相邻盘鼓的连接面是否贴合。
52.由于图1所示的压气机转子相邻级盘鼓10连接止口处于盘腔内部,不可视,且盘心直径较小(φ值较小),止口连接位置距离盘心较深(a值较大,a》φ),相邻盘鼓10轴向距离较小(h值较小),徒手无法将标准塞尺(塞片)送入相邻盘腔内,检查相邻盘鼓10的连接面是否贴合。
53.常规工艺下,转子盘鼓的所有紧固件均已完成装配后,才考虑判断相邻盘鼓是否装配到位,受此工艺思维束缚,解决方式都是如何通过狭小盘腔将标准塞尺塞入连接法兰边的缝隙内,盘腔狭小,且不可视,塞尺极软,实现难度极大,目前的装配工艺只能通过尺寸链检查的方式来判断盘鼓10是否装配到位,因涉及多个参数测量及测量误差的影响,导致盘鼓装配到位的判定周期较长。
54.如图1所示,装配前测量第一盘鼓10a的后端面距离安装基准的轴向高度l1,相邻的第二盘鼓10b的叶盘厚度l3,第一盘鼓10a与第二盘鼓10b装配后再测量第二盘鼓10b后端面与安装基准面的轴向距离l2,通过计算l2-l1-l3值来判断第一盘鼓10a与第二盘鼓10b是否装配到位。例如,尺寸链条件满足l2-l1-l3≤0.03,则视为装配到位,采用这种方式需要沿圆周方向选择多个测量点,测量大量的数据来判断盘鼓10是否装配到位,测量数据多,周
期较长,且整个尺寸链需要三个参数,测量过程不可避免存在测量误差,上述尺寸链条件往往很难满足,但是无法判断是由于测量误差引起尺寸链条件不满足要求,还是由于盘鼓10未装配到位导致尺寸链条件不满足要求。这些弊端导致高压转子装配周期较长,需要花费较长的时间验证转子盘鼓是否装配到位。
55.为了提高转子盘鼓的装配效率,本公开提供了一种航空发动机转子盘鼓装配检测装置,该检测装置可用于航空发动机高压压气机转子。在一些实施例中,如图1所示,转子盘鼓包括沿轴向设置的至少两级盘鼓10,例如图1中示意出三级盘鼓10,包括沿轴向依次连接的第一盘鼓10a、第二盘鼓10b和第三盘鼓10c。每级盘鼓10均包括叶盘1和鼓筒2,叶盘1的外侧壁上沿周向间隔设有多个叶片3,鼓筒2连接在相邻盘鼓10的叶盘1之间,且鼓筒2位于叶盘1靠近外周的位置。
56.鼓筒2沿轴向的至少一端与连接的叶盘1之间通过止口4连接,叶盘1上沿周向设有多个第一孔11,鼓筒2上沿周向设有多个第二孔21,第一孔11和第二孔21均沿轴向延伸,叶盘1与鼓筒2通过紧固件51穿过第一孔11和第二孔21,紧固件51可以是螺栓、螺钉等,例如规格为m8,并通过螺母52固定,或者也可采用销钉。
57.例如,第一盘鼓10a的鼓筒2的一端与叶盘1一体固定,第一盘鼓10a的鼓筒2的另一端通过止口4与相邻的第二盘鼓10b的叶盘1连接,紧固件51穿过第一孔11和第二孔21实现第一盘鼓10a和第二盘鼓10b的固定,为了便于鼓筒2与叶盘1的连接,鼓筒2的端部设有沿径向朝内延伸的法兰22,并通过法兰22与叶盘1连接固定,具体地,在相邻盘鼓10装配到位时鼓筒2通过法兰22与止口4接触定位;第二盘鼓10b的鼓筒2的一端与叶盘1一体固定,第二盘鼓10b的鼓筒2的另一端通过止口4与相邻的第三盘鼓10c的叶盘1连接;第三盘鼓10c的鼓筒2的一端与叶盘1也通过止口4连接,紧固件51依次穿过第二孔21、第一孔11和第二孔21实现第二盘鼓10b和第三盘鼓10c的固定。
58.基于此种转子盘鼓,如图2至图5,检测装置6包括:操作杆61、安装部和塞片63。其中,安装部设在操作杆61的一端,例如可设在操作杆61的末端。塞片63连接于安装部,塞片63与操作杆61成角度设置。较优地,塞片63可垂直于操作杆61设置,形成l形结构。
59.其中,如图1所示,操作杆61被配置为在需要进行装配检测时使安装部所在的一端伸入第一孔11和第二孔21,第一孔11和第二孔21形成紧固件51的安装孔,塞片63被配置为在盘鼓10与叶盘1的止口4在轴向上存在间隙的情况下插入间隙内。若塞片63能够插入间隙内,则判定相邻的盘鼓10未装配到位,盘鼓10端部与止口4在轴向上未紧密贴合;若塞片63不能插入间隙内,则判定相邻的盘鼓10已装配到位,盘鼓10端部与止口4在轴向上紧密贴合。
60.由于检测装置6在塞片63处的横向尺寸最大,横向尺寸为垂直于操作杆61长度方向的尺寸,检测装置6在塞片63处的横向尺寸应小于第一孔11和第二孔21的直径,以便检测装置6能够顺利伸入,并具有位置调整空间以准确地判断塞片63是否能够插入缝隙。
61.该实施例通过相邻盘鼓10的紧固件安装孔判定相邻盘鼓连接止口是否贴合的方式来判断高压压气机转子盘鼓是否装配到位,利用操作杆61夹持薄塞片63伸入到紧固件安装孔内,再通过塞片63在第一孔11和第二孔21的交界检查相邻盘鼓10的鼓筒2与止口4是否贴合,塞片63不能通过相邻盘鼓10的鼓筒2与止口4的缝隙插入则视为转子盘鼓装配到位,大幅降低了多级转子盘鼓装配到位检查时间,且提高了检查准确性,大幅降低了工艺成本。
62.由于紧固件51的安装孔较小,塞片63较软不易直接从安装孔内塞入相邻盘鼓10连接处的缝隙内,利用操作杆61夹持薄塞片63伸入紧固件51的安装孔内检测,可提高检测的可靠性和成功率。
63.在一些实施例中,塞片63相对于安装部可拆卸地设置。由于塞片63较薄较软,在检测过程中容易变形和损坏,设置为可拆卸的结构能够方便地实现作为损耗件的塞片63的更换,更换效率高,工艺成本低,可保证航空发动机转子盘鼓的装配顺利进行。
64.在一些实施例中,操作杆61包括杆部611和连接在杆部611一端的限位部612,杆部611具有螺纹段。安装部包括:螺母64和两个夹块62,夹块62可采用圆盘形、长方体状或水滴状结构。两个夹块62和螺母64依次套设于杆部611,其中一个夹块62抵靠在限位部612上,塞片63位于两个夹块62之间,螺母64与螺纹段配合且压住另一个夹块62以将塞片63夹住。
65.塞片63可直接通过两个夹块62的夹紧力固定,这样在塞片63损坏需要更换时,直接将螺母64拧松,就能方便地更换新的塞片63。或者,塞片63上也可设置孔,将塞片63也套设在杆部611上。
66.该实施例能够通过夹持的方式实现塞片63的固定,由于塞片63较薄较软,容易变形和损坏,松开螺母64即可实现塞片63的拆卸和更换,易于操作,使用便捷,更换效率低,工艺成本低。而且能够使相邻盘鼓10之间的连接间隙检测更加准确,提高转子盘鼓的装配性能,可提高航空发动机转子盘鼓装配的效率。
67.在一些实施例中,塞片63垂直于操作杆61。此种结构易于操作,便于检测。
68.在一些实施例中,塞片63的厚度为盘鼓10与叶盘1的止口4在轴向上允许的最大间隙。例如,允许的最大间隙为0.02mm,塞片63的厚度也设计为0.02mm,若在检测时塞片63能够插入盘鼓10与叶盘1的止口4在轴向上的间隙内,则说明实际间隙大于允许的最大间隙0.02mm,判定相邻盘鼓10未装配到位,若在检测时塞片63不能插入盘鼓10与叶盘1的止口4在轴向上的间隙内,则说明实际间隙小于允许的最大间隙0.02mm,可以在整个周向上选取多点进行检测,如果塞片63都不能插入间隙,则判定相邻盘鼓10已经装配到位。
69.通过上述实施例,本公开的检测装置6能够快速判断转子盘鼓是否装配到位,提高了检查准确性,缩减了检查时间,大幅降低了工艺成本;而且工具结构简单,易于操作,生产成本低,测量效率高。
70.其次,本公开提供了一种基于上述实施例航空发动机转子盘鼓装配检测装置的装配方法,在一些实施例中,该装配方法包括:
71.步骤101、将相邻盘鼓10中其中一个盘鼓10的鼓筒2沿轴向的端部与另一个盘鼓10的叶盘1之间通过止口4连接,即鼓筒2的端部插入止口4内,鼓筒2与止口4可通过紧配合连接;
72.步骤102、将相邻盘鼓10先通过一部分紧固件51固定,紧固件51穿过相应位置的第一孔11和第二孔21;
73.步骤103、将装配检测装置6从安装部所在的一端伸入未安装紧固件51的第一孔11和第二孔21内;
74.步骤104、调整装配检测装置6伸入的位置,并检查塞片63是否能插入盘鼓10与叶盘1的止口4的间隙内,并在能插入的情况下判定相邻盘鼓10未装配到位;其中,只要检测装置6在其中一组未安装紧固件51的第一孔11和第二孔21内检测到塞片63可以插入间隙,则
判定相邻盘鼓10未装配到位。
75.其中,步骤102至104顺序执行。该实施例先将相邻盘鼓10通过部分紧固件51固定,能够使相邻盘鼓10的叶盘1与止口4位置相对稳定,不会在外力作用下发生相对错动,随后再将检测装置6伸入到紧固件51的安装孔内进行检测,可提高装配过程中检测的准确性。
76.而且,通过相邻盘鼓10的紧固件安装孔判定相邻盘鼓连接止口是否贴合的方式来判断高压压气机转子盘鼓是否装配到位,利用操作杆61夹持薄塞片63伸入到紧固件安装孔内,再通过塞片63在第一孔11和第二孔21的交界检查相邻盘鼓10的鼓筒2与止口4是否贴合,塞片63不能通过相邻盘鼓10的鼓筒2与止口4的缝隙插入则视为转子盘鼓装配到位,大幅降低了多级转子盘鼓装配到位检查时间,且提高了检查准确性,大幅降低了工艺成本。
77.在一些实施例中,在通过步骤104判定出相邻盘鼓10未装配到位的情况下,本公开的装配方法还包括:
78.步骤105、将相邻盘鼓10上已安装的紧固件51拆除;
79.步骤106、对盘鼓10存在间隙的位置施加局部压紧力调整;;
80.步骤107、重新将相邻盘鼓10通过部分紧固件51固定,并通过装配检测装置6重新伸入未安装紧固件51的第一孔11和第二孔21内进行检测。
81.其中,步骤105-107顺序执行。该实施例能够在相邻盘鼓10未安装到位时,通过局部施加压紧力的方式将相邻盘鼓10调整至安装到位,此种方式适合于调整量较小的情况,可提高装配效率。
82.在一些实施例中,在通过步骤104判定出相邻盘鼓10未装配到位的情况下,本公开的装配方法还包括:
83.步骤108、将相邻盘鼓10上已安装的紧固件51拆除;
84.步骤109、将相邻盘鼓10拆开重新安装;
85.步骤107、重新将相邻盘鼓10通过部分紧固件51固定,并通过装配检测装置6重新伸入未安装紧固件51的第一孔11和第二孔21内进行检测。
86.其中,步骤108、109和107顺序执行。该实施例能够在相邻盘鼓10未安装到位时,通过将相邻盘鼓10拆下重新安装的方式进行调整,此种方式适合于调整量较大无法通过局部施加压紧力调整的情况。
87.在一些实施例中,本公开的装配方法还包括:
88.步骤201、在塞片63不能插入盘鼓10与叶盘1的止口4的间隙内时,使检测装置6伸入下一组未安装紧固件51的第一孔11和第二孔21内,若各组未安装紧固件51的位置均不能使塞片63插入盘鼓10与叶盘1的止口4的间隙,则判定相邻盘鼓10已装配到位。
89.该实施例能够全面考虑相邻盘鼓10沿周向多个位置的装配间隙情况,可更准确客观地反映相邻盘鼓10的装配情况,可提高航空发动机转子盘鼓的装配性能。
90.在一些实施例中,在判定出相邻盘鼓10已装配到位的情况下,本公开的装配方法还包括:
91.步骤202、将相邻盘鼓10上剩余的紧固件51安装完毕,以完成相邻盘鼓10的装配。
92.在相邻盘鼓10连接安装完毕后,则可以依次进行下一个盘鼓10的安装。
93.在一些实施例中,将相邻盘鼓10先通过部分紧固件51固定时,使部分紧固件51沿周向均布,且对称拧紧的方式安装。例如,可采用6点、8点、12点、16点等。该实施例能够使相
邻盘鼓10在周向各处连接后受力均匀,防止产生不平衡力影响相邻盘鼓10之间的间隙,以使间隙检测更能反映相邻盘鼓10实际的装配情况。
94.在一些实施例中,在将相邻盘鼓10连接之前,本公开的装配方法还包括:
95.对相邻盘鼓10中的其中一个盘鼓10的止口4加热。
96.该实施例采用热装的方式实现相邻盘鼓10的连接,由此在实现盘鼓10的叶盘1和鼓筒2采用紧配合时,也能顺利实现装配。
97.在一些实施例中,在通过装配检测装置6进行检测之前,使相邻盘鼓10位于止口4处的连接部位恢复至室温。
98.该实施例在恢复至室温时进行检测,能够使装配间隙的检测更加准确,以更加准确地判断出相邻盘鼓10是否装配到位,从而提高装配性能。
99.在一些实施例中,本公开的装配方法还包括装配形成检测装置6,装配形成检测装置6包括:
100.步骤301、将两个夹块62和螺母64依次套设于操作杆61的杆部611上;
101.步骤302、将塞片63插入两个夹块62之间;
102.步骤303、将螺母64沿杆部611上的螺纹段旋拧,使螺母64推动其中一个夹块62运动,直至另一个夹块62抵靠于操作杆61中连接在杆部611一端的限位部612上,且两个夹块62将塞片63夹住。
103.其中,步骤301至303顺序执行。该实施例能够通过夹持的方式实现塞片63的固定,安装方便,可提高转子盘鼓的装配效率。
104.在一些实施例中,在塞片63发生损坏时,将螺母64拧松更换塞片63。
105.由于塞片63较薄较软,容易变形和损坏,松开螺母64即可实现塞片63的拆卸和更换,易于操作,使用便捷,更换效率低,工艺成本低。
106.以上对本公开所提供的一种航空发动机转子盘鼓装配检测装置和航空发动机进行了详细介绍。本文中应用了具体的实施例对本公开的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本公开的方法及其核心思想。应当指出,对于本技术领域的普通技术人员来说,在不脱离本公开原理的前提下,还可以对本公开进行若干改进和修饰,这些改进和修饰也落入本公开权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1