一种中心线定位装置的校准器及使用方法与流程
[0001]
本发明涉及中心线定位技术领域,尤其涉及一种中心线定位装置的校准器及使用方法。
背景技术:
[0002]
在石门(井巷)揭煤掘进工作面或钻场内施工瓦斯抽采钻孔时,钻孔的方位角给定是至关重要的,正确给定转孔方位角是衡量钻孔控制范围的一个重要因素。现有技术中,通常采用罗盘直接给定钻孔与中心线的水平夹角,再通过坡度规给定钻孔与中心线的竖直夹角,水平夹角与竖直夹角给定以后就得到了钻孔的方位角。
[0003]
但现有技术在使用过程中发现,由于掘进工作面往往铁器很多,铁器带有磁性,会严重影响罗盘的准确性,导致钻孔与中心线的水平夹角给定不准确,使得钻孔的方位角最终给定不准确。
[0004]
为了解决上述问题,发明人研制了一种快速给钻孔定方位角装置,这种装置包括:孔口定位装置,所述孔口定位装置可拆卸安装在工作面上,孔口定位装置上设有6行7列的圆孔矩形阵列;中心线定位装置,所述中心线定位装置包括固定板和第一激光器,第一激光器设置在固定板上,第一激光器的中轴线与固定板前表面垂直;交点定位装置,所述交点定位装置包括测距仪、第一架体和交点定位孔,交点定位孔设置在第一架体上,测距仪设置在第一架体上;钻杆导向装置,所述钻杆导向装置包括第二激光器和万向机构,第二激光器通过万向机构活动连接在第一架体上,第二激光器的中轴线通过交点定位孔的中心。
[0005]
在实际使用中,申请人发现在使用中心线定位装置时,如果直接将第一激光器固定在工作面上部弧形的中心点处,光凭肉眼并不容易判断第一激光器所发出的激光是否与中心线重合。
技术实现要素:
[0006]
为了解决以上现有技术的缺点和不足之处,本发明的目的是提供一种中心线定位装置的校准器及使用方法。
[0007]
本发明的技术方案是:一种中心线定位装置的校准器,包括:第二架体和中心指示点,所述第二架体与巷道断面相匹配,所述中心指示点设置在第二架体上部圆弧的中心点处。
[0008]
进一步地,还包括:第一控制器;光电传感器,所述光电传感器设置在中心指示点处,光电传感器与第一控制器电连接;第一信号灯,所述第一信号灯与第一控制器电连接。
[0009]
进一步地,还包括:垂直度检验机构,所述垂直度检验机构包括3个以上,垂直度检验机构设置在第二架体上的左侧、右侧和上侧。
[0010]
进一步地,所述垂直度检验机构包括:导槽,所述导槽固定连接在第二架体的左侧、右侧和上侧,导槽长度方向通过第二架体上部圆弧的中心点,导槽与第二架体所在的平面平行;l形检验杆,所述l形检验杆包括导杆和测量杆,导杆一端与测量杆一端固定连接,导杆和测量杆相互垂直,导杆与导槽相匹配,导杆滑动安装在导槽上,测量杆连接的导杆端部位于远离第二架体上部圆弧的中心点的一端。
[0011]
进一步地,所述垂直度检验机构还包括:压簧,所述压簧一端连接导槽靠近第二架体上部圆弧的中心点的一端,压簧另一端连接导杆。
[0012]
一种中心线定位装置的校准器的使用方法,所述方法包括以下步骤:s01、将第二架体安装在巷道内,并且第二架体与工作面的距离大于交点距离,第二架体所在的平面与工作面平行;s02、将第一激光器发出的激光照射到光电传感器上使得第一信号灯亮,最终使得中心线与拱形巷道上部圆弧中心线重合。
[0013]
本发明的有益效果是:与现有技术相比,1)本发明通过校准器检验第一激光器发出的激光是否照射在中心指示点上,以检验第一激光器发出的激光是否与中心线重合,由于中心指示点与第一激光器距离较远,因此检验精度高,误差更小;2)本发明通过光电传感器检验第一激光器发出的激光是否照射在中心指示点上,如果照射到了中心指示点上,那么控制器接收光电传感器检测的信号,控制器控制第一信号灯亮,指示第一激光器发出的激光与中心线重合;3)本发明通过垂直度校验机构检验第二架体所在的平面是否与工作面平行;4)本发明通过将l形检验杆的导杆滑动安装在导槽上,然后通过测量杆检测第二架体左侧、右侧和上侧与巷道内壁的平行度,从而达到整体检测第二架体所在的平面是否与工作面平行的目的;5)本发明通过压簧将l形检验杆推向巷道内壁,人手只需负责调节第二架体方位,然后眼观测量杆即可,无需操作l形检验杆,操作更方便;6)本发明先将第二架体安装在巷道内,并且第二架体与工作面的距离大于交点距离,第二架体所在的平面与工作面平行,使得中心指示点位于巷道的上部圆弧中心点上,当第一激光器发出的激光照射到光电传感器上使得第一信号灯亮时,则中心线穿过拱形巷道上部圆弧中心点,本发明可检验第一激光器发出的激光是否与拱形巷道上部圆弧中心线重合,避免钻孔位置出错。
附图说明
[0014]
图1为本发明巷道的前视图;图2为图1中a-a剖面线的剖视图;图3为本发明孔口定位装置的前视图;图4为图3中b处的局部视图;图5为图4中c-c剖面线的剖视图;
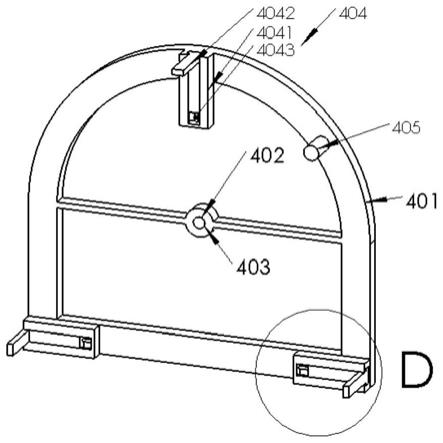
图6为本发明孔口定位装置的立体图;图7为图6中h处的局部视图;图8为本发明中心线定位装置的立体图;图9为本发明校准器的立体图;图10为图9中d处的局部视图;图11为本发明交点定位装置的立体图;图12为图11中g处的局部视图;图13为本发明钻机的立体图;图14为图13中f处的局部视图;图15为本发明的第一控制器处的电路连接框图;图16为本发明的第二控制器处的电路连接框图。
具体实施方式
[0015]
下面结合附图及具体的实施例对发明进行进一步介绍:实施实例1:一种中心线定位装置的校准器,包括:第二架体401和中心指示点402,所述第二架体401与巷道1断面相匹配,所述中心指示点402设置在第二架体401上部圆弧的中心点处。
[0016]
进一步地,还包括:第一控制器406;光电传感器403,所述光电传感器403设置在中心指示点402处,光电传感器403与第一控制器406导线连接;第一信号灯405,所述第一信号灯405与第一控制器406导线连接。这里的第一控制器406可以是plc、arduino或树莓派等带外围电路的控制器。
[0017]
进一步地,还包括:垂直度检验机构404,所述垂直度检验机构404包括3个以上,垂直度检验机构404设置在第二架体401上的左侧、右侧和上侧。
[0018]
进一步地,所述垂直度检验机构404包括:导槽4041,所述导槽4041焊接连接在第二架体401的左侧、右侧和上侧,导槽4041长度方向通过第二架体401上部圆弧的中心点,导槽4041与第二架体401所在的平面平行;l形检验杆4042,所述l形检验杆4042包括导杆40422和测量杆40421,导杆40422一端与测量杆40421一端焊接连接,导杆40422和测量杆40421相互垂直,导杆40422与导槽4041相匹配,导杆40422滑动安装在导槽4041上,测量杆40421连接的导杆40422端部位于远离第二架体401上部圆弧的中心点的一端。
[0019]
进一步地,所述垂直度检验机构404还包括:压簧4043,所述压簧4043一端连接导槽4041靠近第二架体401上部圆弧的中心点的一端,压簧4043另一端连接导杆40422。
[0020]
一种中心线定位装置的校准器的使用方法,所述方法包括以下步骤:s01、将第二架体401安装在巷道1内,并且第二架体401与工作面的距离大于交点距离,第二架体401所在的平面与工作面平行;s02、将第一激光器202发出的激光照射到光电传感器403上使得第一信号灯405亮,最终使得中心线与拱形巷道1上部圆弧中心线重合。
[0021]
实施实例2:本实施例一种快速给定钻孔方位角的装置,所述装置包括:孔口定位装置3,所述孔口定位装置3可拆卸安装在工作面上,孔口定位装置3上设有6行7列的圆孔矩形阵列303;中心线定位装置304,所述中心线定位装置304包括固定板201和第一激光器
202,第一激光器202设置在固定板201上,第一激光器202的中轴线与固定板201前表面垂直;交点定位装置5,所述交点定位装置5包括测距仪507、第一架体和交点定位孔506,交点定位孔506设置在第一架体上,测距仪507设置在第一架体上;钻杆导向装置,所述钻杆导向装置包括第二激光器510和万向机构,第二激光器510通过万向机构活动连接在第一架体上,第二激光器510的中轴线通过交点定位孔506的中心。
[0022]
进一步地,所述孔口定位装置3包括:骨架气囊301,所述骨架气囊301为带充气口的圆柱形气囊,骨架气囊301充满气后为圆拱形,骨架气囊301与工作面边缘相匹配;孔口定位面302,所述孔口定位面302设有6行7列的圆孔矩形阵列303,孔口定位面302与骨架气囊301下表面粘接连接,骨架气囊301充满气后孔口定位面302完全展开;中心孔304,所述中心孔304开设在孔口定位面302上的圆弧形中心处;充气装置,所述充气装置与骨架气囊301的充气口连通。
[0023]
进一步地,所述充气装置包括:第一反应瓶305,所述第一反应瓶305内放置柠檬酸溶液;第二反应瓶306,所述第二反应瓶306内放置小苏打溶液;第一连通管307,所述第一连通管307两端分别连通第一反应瓶305与第二反应瓶306底部;第一阀门309,所述第一阀门309设置在第一连通管307中间;出气口310,所述出气口310设置在第二反应瓶306上部,出气口310与骨架气囊301的充气口连通。
[0024]
进一步地,还包括:消泡海绵313,所述消泡海绵313设置在第二反应瓶306内的小苏打液面上部。
[0025]
进一步地,还包括:第二单向逆止阀311,所述第二单向逆止阀311设置在出气口310上,第二单向逆止阀311的导通方向为从第二反应瓶306内到第二反应瓶306外方向。
[0026]
进一步地,还包括:第二阀门312,所述第二阀门312设置在出气口310上。
[0027]
进一步地,所述中心线定位装置304还包括:校准台204,所述校准台204焊接连接在固定板201上部,校准台204上表面与固定板201前表面垂直;第一水平仪205,所述第一水平仪205设置在校准台204上表面。
[0028]
进一步地,所述中心线定位装置304还包括:支撑脚203,所述支撑脚203包括3根,支撑脚203连接在固定板201上,支撑脚203绕第一激光器202中轴线均匀分布。
[0029]
进一步地,所述支撑脚203包括:固定钉2032,所述固定钉2032一端为尖状;调节杆2031,所述调节杆2031一端与固定钉2032转动连接,固定钉2032与调节杆2031连接的端部与固定钉2032尖状的一端相对,调节杆2031外表面设置外螺纹,调节杆2031与固定板201螺纹连接。
[0030]
进一步地,所述中心线定位装置304还包括:校准器4,所述校准器4包括第二架体401和中心指示点402,所述第二架体401与巷道1断面相匹配,所述中心指示点402设置在第二架体401上部圆弧的中心点处。
[0031]
进一步地,所述校准器4还包括:第一控制器406;光电传感器403,所述光电传感器403设置在中心指示点402处,光电传感器403与第一控制器406导线连接;第一信号灯405,所述第一信号灯405与第一控制器406导线连接。这里的第一控制器406可以是plc、arduino或树莓派等带外围电路的控制器。
[0032]
进一步地,所述校准器4还包括:垂直度检验机构404,所述垂直度检验机构404包括3个以上,垂直度检验机构404设置在第二架体401上的左侧、右侧和上侧。
[0033]
进一步地,所述垂直度检验机构404包括:导槽4041,所述导槽4041焊接连接在第二架体401的左侧、右侧和上侧,导槽4041长度方向通过第二架体401上部圆弧的中心点,导槽4041与第二架体401所在的平面平行;l形检验杆4042,所述l形检验杆4042包括导杆40422和测量杆40421,导杆40422一端与测量杆40421一端焊接连接,导杆40422和测量杆40421相互垂直,导杆40422与导槽4041相匹配,导杆40422滑动安装在导槽4041上,测量杆40421连接的导杆40422端部位于远离第二架体401上部圆弧的中心点的一端。
[0034]
进一步地,所述垂直度检验机构404还包括:压簧4043,所述压簧4043一端连接导槽4041靠近第二架体401上部圆弧的中心点的一端,压簧4043另一端连接导杆40422。
[0035]
进一步地,所述第一架体包括:三角支撑架,所述三角支撑架包括支脚501和操作台502,三角支撑架的三只支脚501为伸缩杆,三只支脚501通过铰链连接在操作台502下表面,三只支脚501绕操作台502中轴线均匀分布;升降杆503,所述升降杆503下端焊接连接在操作台502上表面,所述升降杆503中轴线与操作台502上表面垂直;摩擦式旋转轴504,所述摩擦式旋转轴504安装在升降杆503上端,交点定位孔506焊接连接在摩擦式旋转轴504上端,交点定位孔506中轴线与摩擦式旋转轴504中轴线垂直。
[0036]
进一步地,所述交点定位装置5还包括:u形架506,所述u形架506一端连接在摩擦式旋转轴504上,u形架506另一端连接测距仪507,测距仪507位于交点定位孔506正上方。
[0037]
进一步地,所述万向机构包括:交点定位球508,所述交点定位孔506开设在交点定位球508上,交点定位孔506穿过铁磁性圆球球心,交点定位球508为铁磁性材料;磁性底座509,所述磁性底座509一端为与交点定位球508外表面相匹配的凹球面,磁性底座509通过凹球面磁吸在交点定位球508外表面,磁吸底座另一端焊接连接第二激光器510底端,磁性底座509中轴线穿过交点定位球508的球心,第二激光器510中轴线与磁性底座509中轴线重合。
[0038]
进一步地,所述钻杆导向装置还包括:方位矫正孔511,所述方位矫正孔511设置在钻机6上,方位矫正孔511的中轴线与钻机6钻杆601的中轴线重合;第二控制器513;光电开关514,所述光电开关514设置在方位矫正孔511靠近钻杆601一端的孔底,所述光电开关514与第二控制器513导线连接;第二信号灯512,所述第二信号灯512与第二控制器513导线连接。这里的第二控制器513可以是plc、arduino或树莓派等带外围电路的控制器。
[0039]
一种快速给定钻孔方位角的方法,所述方法包括以下步骤:s01、将校准器4安装在巷道1内,并且校准器4与工作面的距离大于交点距离,第二架体401所在的平面与工作面平行;s02、将固定钉2032打入工作面上圆弧形的中心点,旋转调节杆2031使得校准台204上的第一水平仪205处于水平状态,并且第一激光器202发出的激光照射到光电传感器403上使得第一信号灯405亮,最终使得中心线穿过拱形巷道1上部圆弧中心点;s03、打开第一阀门309,使骨架气囊301充气,使孔口定位装置3固定在巷道1内,使孔口定位面302紧贴工作面并平行于工作面,根据孔口定位面302上的圆孔矩形阵列303在工作面上标记出6行7列的圆孔矩形阵列303得到钻孔的孔口;s04、计算每个钻孔的孔底位置;s05、将钻孔的孔底位置与工作面上钻孔的孔口位置连线,连线的延长线与中心线在水平面上投影的交点,计算交点到工作面的距离d;
s06、在距离工作面d处设置交点定位装置5,并使第一激光器202发出的激光穿过交点定位孔506;s07、调节第二激光器510方位使第二激光器510发出的激光指向其中孔口;s08、调节钻机6使第二激光器510发出的激光穿过方位矫正孔511照射到光电开关514上,当第二信号亮,固定钻机6角度,使钻机6钻杆601对准孔口沿钻杆导向装置的指向方向钻孔。
[0040]
本发明的优点是,1)本发明通过校准器4检验第一激光器202发出的激光是否照射在中心指示点402上,以检验第一激光器202发出的激光是否与中心线重合;本发明通过校准器4检验第一激光器202发出的激光是否照射在中心指示点402上,以检验第一激光器202发出的激光是否与中心线重合,由于中心指示点与第一激光器202距离较远,因此检验精度高,误差更小;2)本发明通过光电传感器403检验第一激光器202发出的激光是否照射在中心指示点402上,如果照射到了中心指示点402上,那么控制器接收光电传感器403检测的信号,控制器控制第一信号灯405亮,指示第一激光器202发出的激光与中心线重合;3)本发明通过垂直度校验机构检验第二架体401所在的平面是否与工作面平行;4)本发明通过将l形检验杆4042的导杆40422滑动安装在导槽4041上,然后通过测量杆40421检测第二架体401左侧、右侧和上侧与巷道1内壁的平行度,从而达到整体检测第二架体401所在的平面是否与工作面平行的目的;5)本发明通过压簧4043将l形检验杆4042推向巷道1内壁,人手只需负责调节第二架体401方位,然后眼观测量杆40421即可,无需操作l形检验杆4042,操作更方便;6)本发明先将第二架体401安装在巷道1内,并且第二架体401与工作面的距离大于交点距离,第二架体401所在的平面与工作面平行,使得中心指示点402位于巷道的上部圆弧中心点上,当第一激光器202发出的激光照射到光电传感器403上使得第一信号灯405亮时,则中心线穿过拱形巷道1上部圆弧中心点,本发明可检验第一激光器202发出的激光是否与拱形巷道1上部圆弧中心线重合,避免钻孔位置出错。
[0041]
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明。对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1