一种测量转子叶尖径向尺寸的测具及测量方法与流程
[0001]
本发明属于航空发动机制造领域,具体涉及一种测量转子叶尖径向尺寸的测具及测量方法。
背景技术:
[0002]
转子是航空发动机的重要组成部分,根据组成转子的叶盘数量可分为单级转子和多级转子。在航空发动转子叶尖径向尺寸加工过程中,由于转子叶片具有叶尖实面较窄、叶片与叶片间存在空隙属非连续面、部分叶盘的叶片呈非对称结构、叶尖带锥角等特点,导致常规的量仪方法无法对其进行测量,只能采用坐标测量机等设备进行测量。坐标测量机等设备建设成本高,检测效率低,对检测环境、人员等也有较高要求且不便于实现在转子加工过程中在线测量,故如何设计一款测量精准、高效、稳定、低成本且适于现场在线测量的专用测具是行业始终探索的课题之一。
技术实现要素:
[0003]
本发明的目的是:
[0004]
提出一种测量转子叶尖直径尺寸的测具及测量方法,以便解决转子组件叶尖径向尺寸在加工过程中的检测难题,减少转子叶尖尺寸测量对大型精密设备的依赖,实现转子叶尖在加工过程中精准、高效、稳定、低成本测量,以实现提高检测效率,降低检测成本。
[0005]
本发明的技术方案是:
[0006]
本发明提供一种测量转子叶尖径向尺寸的测具,包括一个指示表,还包括:测量架和标准对比件;
[0007]
测量架包括:左支板1和右支板2、上横梁3和下横梁4、左v型块7和右v型块8、多个测量位置调整架11、安装在测量位置调整架11的指示表安装架固定段12;测量位置调整架11的个数与标准对比件的模拟叶尖级数相同。
[0008]
其中,左支板1和右支板2之间通过上横梁3和下横梁4固连,上横梁3和下横梁4平行;左v型块7安装在左支板1底部,右v型块8安装在右支板2底部;左v型块7和右v型块8上的v型角角度相等或不等;测量位置调整架11套接在下横梁4,测量位置调整架11未锁紧时,能在下横梁4上滑动和绕下横梁4旋转,以便于将测量位置调整架移动到被测转子组件的待测叶尖正上方,并使指示表15测量线指向被测叶盘圆心;指示表安装架固定段12与指示表安装架旋转段13之间间隙配合,指示表安装架旋转段13未锁紧时,绕固定段轴线旋转,使得指示表测量线与被测叶尖的端面垂直;指示表位于下横梁4的侧面,用于指示表轴线与被测叶尖的端面垂直时,测量待测叶尖的径向尺寸;
[0009]
标准对比件具有与被测转子组件相似结构,对比件至少有一级叶盘模拟盘20,叶盘模拟盘20为圆盘或扇形结构,叶盘模拟盘20左右两侧至少有一个基准外圆,叶盘模拟盘20的左侧或右侧至少有一处轴向基准,叶盘模拟盘20的模拟叶尖与被测叶尖具有一致的理论角度;标准对比件用于在测量被测转子组件之前,对指示表进行校对。
[0010]
进一步,装置还包括:弧形的角度刻线盘19和角度指针18;
[0011]
角度刻线盘垂直设置在指示表安装架固定段12上靠近指示表安装架旋转段13的位置;角度指针与指示表安装架旋转段13同步旋转,角度指针指向角度刻线盘的刻度。
[0012]
进一步,装置还包括:固定段锁紧螺钉14;
[0013]
固定段锁紧螺钉14用于将测量位置调整架11下端与指示表安装架固定段12连接并锁紧,当固定段锁紧螺钉14未锁紧时,调节指示表安装架固定段12高度,进一步使指示表15测量线指向被测叶盘圆心。
[0014]
进一步,下横梁4穿过测量位置调整架11上的大孔,呈间隙配合,测量位置调整架11可沿下横梁4滑动和绕下横梁旋转,并在任意位置可通过测量位置调整架锁紧螺钉17锁紧定位。
[0015]
进一步,固定段锁紧螺钉14穿过测量位置调整架11上的腰形槽与指示表安装架固定段12上的螺纹孔连接,螺钉用于在腰形槽内沿腰形槽中心线方向滑动和沿固定段锁紧螺钉14周向转动,固定段锁紧螺钉14将指示表安装架固定段12锁定于测量位置调整架11上腰形孔任意位置。
[0016]
进一步,指示表15安装在指示表安装架旋转段13前段的小孔内,并利用指示表锁紧螺钉16锁紧。
[0017]
本发明提供一种测量转子叶尖径向尺寸的测量方法,应用于测量转子叶尖径向尺寸的测具,包括:
[0018]
将校对好的测具置于被测转子上,使测量架左v型块7和右v型块8分别置于转子左右两侧的基准外圆上,同时使有轴向基准一侧的v型块内侧与轴向基准贴紧,放置状态与测量架在对比件上的放置状态保持一致;
[0019]
沿周向调整测具,使指示表的测头与被测叶盘叶尖的外圆面接触,并通过指示表寻找反转点,此时指示表上的示值即是被测尺寸与标准对比件尺寸的差值,从而得出被测叶尖径向尺寸的实际值。
[0020]
进一步,所述方法还包括:
[0021]
取下指示表;
[0022]
将测具置于被测转子上,使测量架左v型块7和右v型块8分别置于转子左右两侧的基准外圆上,同时使有轴向基准一侧的v型块内侧与轴向基准贴紧;
[0023]
调整指示表安装架旋转段13,使指示表安装架旋转段13下底面与被测叶尖贴平,此时指示表安装架旋转段13上的角度指针18在角度刻线盘19指向的角度刻线读数即为该叶尖与轴线的倾角。
[0024]
进一步,测具的校对方法包括:
[0025]
a)安装指示表15:将指示表15安装在指示表安装架旋转段13安装孔内,并用指示表锁紧螺钉16锁紧;
[0026]
b)调节测量位置:将测量架置于对比件上,使测量架左v型块7和右v型块8分别置于对比件左右两侧的基准外圆上,同时使有轴向基准一侧的v型块内侧与轴向基准贴紧。沿下横梁4左右调整测量位置调整架11,使指示表15的测头位于被测外圆截面上,旋转测量位置调整架11,使指示表15测量线指向被测叶盘圆心,利用测量位置调整架锁紧螺钉17锁紧;
[0027]
c)调整指示表径向位置:通过指示表安装架固定段12调整指示表,使指示表15测
头与对比件的叶盘模拟盘20外圆接触,并进一步使指示表15测量线指向被测叶盘圆心,同时让指示表15指针产生一定范围的旋转,利用固定段锁紧螺钉14锁紧。
[0028]
d)调整指示表周向位置:当被测转子叶尖端面与被测转子轴线方向角度不为零时,需旋转指示表安装架旋转段13,使指示表15绕指示表安装架固定段12旋转与叶尖相对转子轴线相同的角度,指示表15旋转的角度通过角度指针18和角度刻线盘19确认;
[0029]
e)调零指示表:调整指示表15读数盘,使读数指针置于读数起始位置。
[0030]
本发明的优点是:提出一种测量转子叶尖直径尺寸的测具及测量方法,以便解决转子组件叶尖径向尺寸在加工过程中的检测难题,减少转子叶尖尺寸测量对大型精密设备的依赖,实现转子叶尖在加工过程中精准、高效、稳定、低成本测量。
[0031]
符图说明
[0032]
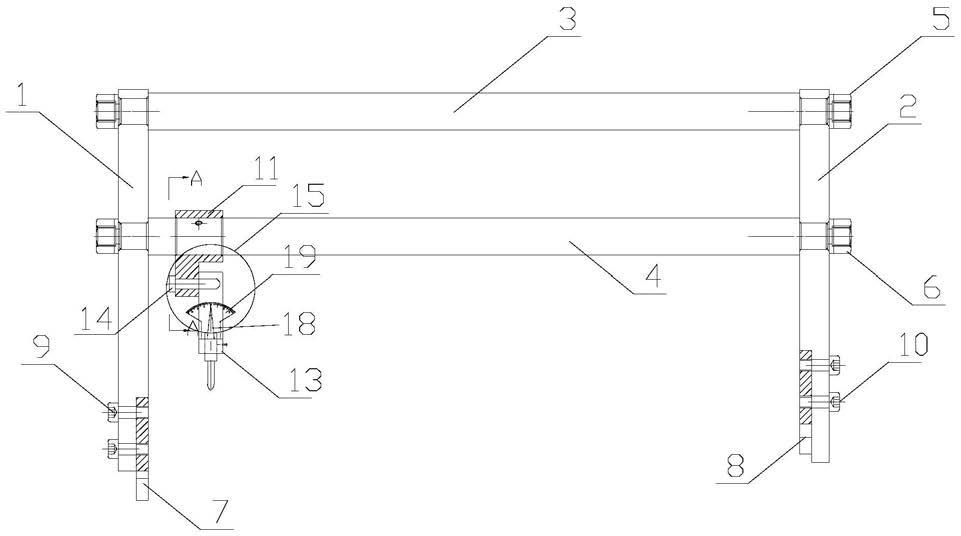
图1是本发明的测量架结构示意图。图中,上下左右方向不变,纸内方向为后方,纸外方向为前方;
[0033]
其中,左支板1、右支板2、上横梁3、下横梁4、上横梁紧固螺帽5、下横梁紧固螺帽6、左v型块7、右v型块8、左精密连接螺钉9、右精密连接螺钉10、测量位置调整架11、指示表安装架旋转段13、固定段锁紧螺钉14、指示表15、角度指针18、角度刻线盘19。
[0034]
图2是图1中的a-a视图放大图;
[0035]
其中,指示表安装架固定段12、指示表15、指示表锁紧螺钉16、测量位置调整架锁紧螺钉17、角度指针18、角度刻线盘19。
[0036]
图3是本发明叶盘模拟盘的结构示意图。
[0037]
图4是校对示意图。
[0038]
图5是测量示意图;其中,被测转子示意图21、被测叶盘示意图22。
具体实施方式
[0039]
下面结合说明书附图对本发明作进一步详细描述,请参阅图1至图5,一种检测转子叶尖直径尺寸的测具,包括一个指示表15,其特征在于:包括测量架和标准对比件;
[0040]
所述的测量架由左支板1和右支板2、上横梁3和下横梁4、左v型块7和右v型块8、测量位置调整架11、指示表安装架12、左精密连接螺钉9和右精密连接螺钉10、上横梁紧固螺帽5和下横梁紧固螺帽6、测量位置调整架锁紧螺钉13、固定段锁紧螺钉14以及指示表锁紧螺钉16组成。
[0041]
左支板1和右支板2的前端和中部各有一处大孔,后端内侧有一处凹台,凹台上各有至少2个精密连接螺钉过孔;上横梁3和下横梁4是两根圆棒,圆棒两端有外螺纹;左v型块7和右v型块8上有角度相等或不等的v型角;测量位置调整架11左视图呈三角形结构,三角形的顶端呈圆弧形,圆弧内侧有一处大孔,孔贯穿测量位置调整架左右两侧,三角形底端有一腰形槽,腰形槽贯穿量位置调整架左右两侧;指示表安装架固定段12左视图呈l形结构,l形长边上至少有一处螺纹孔,螺纹孔贯穿指示表安装架固定段12左右两侧,指示表安装架固定段12后端与指示表安装架旋转段13间隙连接;指示表安装架旋转段13未锁紧时,可绕指示表安装架固定段12轴线旋转,指示表安装架旋转段13上有一下孔,小孔贯穿指示表安装架旋转段13上下,用于安装指示表,指示表安装架旋转段13左右两侧至少有一螺纹小孔,用于锁紧指示表。
[0042]
上横梁3的左右两端分别穿过左支板1和右支板2前端大孔,利用上横梁紧固螺帽5锁紧;下横梁4的左右两端分别穿过左支板1和右支板2中部大孔,利用下横梁紧固螺帽6锁紧;左v型块7安装于左支板1后端内侧凹台内,利用左精密连接螺钉9锁紧;右v型块8安装于右支板2后端内侧凹台内,利用右精密连接螺钉10锁紧;下横梁4穿过测量位置调整架11上的大孔,呈间隙配合,测量位置调整架11可沿下横梁4滑动和绕下横梁旋转,并在任意位置可通过测量位置调整架锁紧螺钉13锁紧定位;固定段锁紧螺钉14穿过测量位置调整架11上的腰形槽与指示表安装架固定段12上的螺纹孔连接,螺钉在腰形槽内可沿腰形槽中心线方向滑动和沿固定段锁紧螺钉14周向转动,固定段锁紧螺钉14可将指示表安装架固定段12锁定于测量位置调整架11上腰形孔任意位置;指示表15安装在指示表安装架旋转段13的小孔内,并利用指示表锁紧螺钉16锁紧;指示表安装架旋转段13与指示表安装架固定段12为间隙配合,未锁紧时指示表安装架旋转段13可绕指示表安装架固定段12轴线旋转;指示表安装架固定段12设置有固定弧形角度盘19,指示表安装架旋转段13上设置有与指示表安装架旋转段13同步旋转的角度指针18,并指向弧形角度盘19。
[0043]
所述的标准对比件具有与被测转子组件相似结构,对比件至少有一级叶盘模拟盘20,叶盘模拟盘20为圆盘或扇形结构,叶盘模拟盘20左右两侧至少有一个基准外圆,叶盘模拟盘20的左侧或右侧至少有一处轴向基准,叶盘模拟盘20外圆面有与被测叶尖一致的理论角度。
[0044]
使用上面所述的测具进行转子叶尖径向尺寸测量的方法,其特征在于测量的步骤如下:
[0045]
1.径向尺寸测量校对
[0046]
a)安装指示表15:将指示表15安装在指示表安装架旋转段13安装孔内,并用指示表锁紧螺钉16锁紧;
[0047]
b)调节测量位置:将测量架置于对比件上,使测量架左v型块7和右v型块8分别置于对比件左右两侧的基准外圆上,同时使有轴向基准一侧的v型块内侧与轴向基准贴紧。沿下横梁4左右调整测量位置调整架11,使指示表15的测头位于被测外圆截面上,旋转测量位置调整架11,使指示表15测量线指向被测叶盘圆心,利用测量位置调整架锁紧螺钉17锁紧;
[0048]
c)调整指示表径向位置:通过指示表安装架固定段12调整指示表,使指示表15测头与对比件的叶盘模拟盘20外圆接触,并进一步使指示表15测量线指向被测叶盘圆心,同时让指示表15指针产生一定范围的旋转,利用指示表安装架固定段锁紧螺钉14锁紧。
[0049]
d)调整指示表周向位置:当被测转子叶尖端面与被测转子轴线方向角度不为零时,需旋转指示表安装架旋转段13,使指示表15绕指示表安装架固定段12旋转与叶尖相对转子轴线相同的角度,指示表15旋转的角度通过角度指针18和角度刻线盘19确认;
[0050]
e)调零指示表:调整指示表15读数盘,使读数指针置于读数起始位置。
[0051]
f)将校对好的测具置于被测转子上,使测量架左v型块7和右v型块8分别置于转子左右两侧的基准外圆上,同时使有轴向基准一侧的v型块内侧与轴向基准贴紧,放置状态与测量架在对比件上的放置状态保持一致;
[0052]
g)沿周向调整测具,使指示表的测头与被测叶盘叶尖的外圆面接触,并通过指示表寻找反转点,此时指示表上的示值即是被测尺寸与标准对比件尺寸的差值,从而得出被测叶尖径向尺寸的实际值。
[0053]
2.角度测量:
[0054]
a)取下指示表15,将测具置于被测转子上,调整指示表安装架旋转段13,使指示表安装架旋转段13下底面与被测叶尖贴平,此时指示表安装架旋转段13上的角度指针18在角度刻线盘19指向的角度刻线读数即为该叶尖与轴线的倾角。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1