防护服视窗与头套连接处预处理方法及撕裂牢度测试方法与流程
[0001]
本发明属于防护服技术领域,更具体的涉及一种防护服视窗与头套连接处材料预处理及撕裂牢度测试方法。
背景技术:
[0002]
随着疫情的出现,防护服成为一线医护工作者的必备品。防护服的出现对医护工作者的保护大大降低了感染新冠病毒的概率,对医护工作者具有重要的意义。
[0003]
随着疫情工作的持续,研究者们为了减轻医护工作者的工作难度,降低感染概率,将防护服设置为一体式防护服。一体式防护服的出现,防护服视窗与头套连接处材料承受外界应力的作用能力决定了防护服的使用寿命。
[0004]
现阶段的研究中,开发一种一体式防护服视窗与头套连接处材料的撕裂牢度测试方法成为一项重要研究内容。
技术实现要素:
[0005]
为了解决上述技术问题,本发明的第一方面提供了一种防护服视窗与头套连接处预处理方法,包括以下步骤:
[0006]
(1)从防护服上取样得到防护服头套展开部位和与头套衔接的眼罩部位;
[0007]
(2)选择一块经向20-30cm,纬向5-10cm的布条,以一定的针距将布条的纬向一端缝合在步骤(1)所得的样品上,布条缝合上下端各打2道来回针;
[0008]
(3)控制步骤(2)所述的缝合宽度为0.5-2.0cm,即可完成预处理。
[0009]
作为一种优选的技术方案,步骤(1)中的取样方法,包括以下步骤:
[0010]
将防护服头套从防护服上剪下来,再剪取整个和头套衔接的眼罩部位,剪掉头套上的全部的拉链,得到防护服头套展开部位和与头套衔接的眼罩部位;
[0011]
所述的和头套衔接的眼罩部位包含防护服视窗。
[0012]
作为一种优选的技术方案,步骤(2)所述的针距为每英寸10-15针。
[0013]
作为一种优选的技术方案,所述的布条选自涤棉平布布条、纯棉平布布条中的一种。
[0014]
作为一种优选的技术方案,所述的涤棉平布布条的纱线支数要求为 (32-80)s/2*(32-80)s/2,胚布密度要求为120-150*70-90。
[0015]
作为一种优选的技术方案,所述的涤棉平布布条的纱线支数要求为 80s/2*80s/2,胚布密度要求为130*70。
[0016]
本发明的第二方面,提供了一种防护服视窗与头套连接处撕裂牢度的测试方法,包括以下步骤:
[0017]
将气夹分别夹持在经过上述预处理的布条处和防护服头套展开部位,然后采用电子织物强力机进行撕裂牢度测试。
[0018]
作为一种优选的技术方案,所述的电子织物强力机选自yg026h型多功能电子织物
强力机、yg(b)026hc-250型多功能电子织物强力机、yg(b)026g-250 型多功能电子织物强力机、hd026ns型多功能电子织物强力机、hd026pc型多功能电子织物强力机中的一种。
[0019]
作为一种优选的技术方案,所述的电子织物强力机的量程选自50型、100 型、250型、500型中的一种。
[0020]
作为一种优选的技术方案,所述的yg026h型多功能电子织物强力机的拉伸速度为10-120mm/min。
[0021]
有益效果:经本申请发明的防护服视窗与头套连接处预处理方法,可以保证一体式防护服中视窗材料和头套连接处材料的断裂强力。可以进一步确定连接处的断裂强力进而保证防护服使用的环境和承受的外界作用力。并且本申请的预处理方法和测试方法解决了当前一体化防护服中头套连接处因边界狭窄不能进行力学性能测试的问题。
附图说明
[0022][0023]
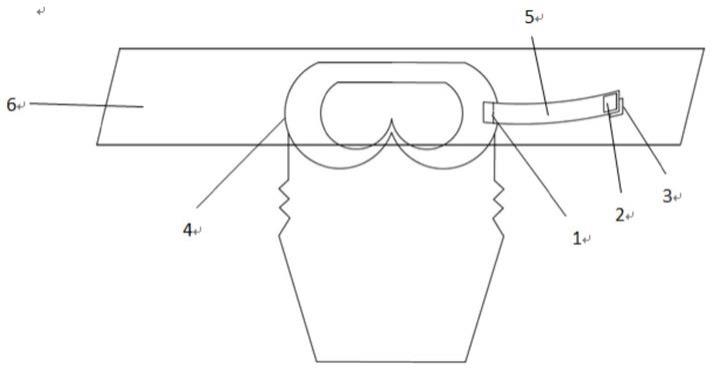
图1为本发明防护服视窗与头套连接处预处理方法示意图;
[0024]
图2为本发明的电子织物强力机的示意图;
[0025]
图中:
[0026]
1-布条缝合位置;2-布条夹持位置;3-头套夹持位置;4-防护服视窗;5-涤棉平布布条;6-防护服头套展开部位;7-电子织物强力机。
具体实施方式
[0027]
结合以下本发明的优选实施方法的详述以及包括的实施例可进一步地理解本发明的内容。除非另有说明,本文中使用的所有技术及科学术语均具有与本申请所属领域普通技术人员的通常理解相同的含义。如果现有技术中披露的具体术语的定义与本申请中提供的任何定义不一致,则以本申请中提供的术语定义为准。
[0028]
在本文中使用的,除非上下文中明确地另有指示,否则没有限定单复数形式的特征也意在包括复数形式的特征。还应理解的是,如本文所用术语“由
…
制备”与“包含”同义,“包括”、“包括有”、“具有”、“包含”和/或“包含有”,当在本说明书中使用时表示所陈述的组合物、步骤、方法、制品或装置,但不排除存在或添加一个或多个其它组合物、步骤、方法、制品或装置。此外,当描述本申请的实施方式时,使用“优选的”、“优选地”、“更优选的”等是指,在某些情况下可提供某些有益效果的本发明实施方案。然而,在相同的情况下或其他情况下,其他实施方案也可能是优选的。除此之外,对一个或多个优选实施方案的表述并不暗示其他实施方案不可用,也并非旨在将其他实施方案排除在本发明的范围之外。
[0029]
为了解决上述技术问题,本发明的第一方面提供了一种防护服视窗与头套连接处预处理方法,包括以下步骤:
[0030]
(1)从防护服上取样得到防护服头套展开部位和与头套衔接的眼罩部位;
[0031]
(2)选择一块经向20-30cm,纬向5-10cm的布条,以一定的针距将布条的纬向一端缝合在步骤(1)所得的样品上,布条缝合上下端各打2道来回针;
[0032]
(3)控制步骤(2)所述的缝合宽度为0.5-2.0cm,即可完成预处理。
[0033]
在一些优选的实施方式中,步骤(1)中的取样方法,包括以下步骤:
[0034]
将防护服头套从防护服上剪下来,再剪取整个和头套衔接的眼罩部位,剪掉头套上的全部的拉链,得到防护服头套展开部位和与头套衔接的眼罩部位;
[0035]
所述的和头套衔接的眼罩部位包含防护服视窗。
[0036]
在一些优选的实施方式中,步骤(2)所述的针距为每英寸10-15针。
[0037]
优选的,步骤(2)所述的针距为每英寸缝11针。
[0038]
在一些优选的实施方式中,步骤(2)所述的布条经向20cm,纬向5cm。
[0039]
在一些优选的实施方式中,所述的布条选自涤棉平布布条、纯棉平布布条中的一种。
[0040]
优选的,所述的布条选自涤棉平布布条。
[0041]
在一些优选的实施方式中,所述的涤棉平布布条的纱线支数要求为 (32-80)s/2*(32-80)s/2,胚布密度要求为120-150*70-90。
[0042]
优选的,所述的涤棉平布布条的纱线支数要求为80s/2*80s/2,胚布密度要求为130*70。
[0043]
所述的80s/2*80s/2,130*70表示:经纬都是80英支的双股纱线,胚布密度为130*70。
[0044]
本申请中,涤棉平布购于东莞市虎门云帆纺织品经营部。
[0045]
在本申请中,申请人经过大量创造性实验探究选择了经纬都是80英支的双股纱线,胚布密度为130*70的涤棉平布。赋予了防护服视窗与头套连接处材料的链接的可能性。并且本申请中选择的涤棉平布布条是基于本申请中的一体式防护服作为参考标准,选择经纬都是80英支的双股纱线,胚布密度为130*70的布条为视窗较窄条件下缝合的可能,另一方面还保证了与视窗与头套连接处材料之间的结合能力,解决了布条在材料表面的滑落问题。
[0046]
本发明的第二方面,提供了一种防护服视窗与头套连接处撕裂牢度的测试方法,包括以下步骤:
[0047]
将气夹分别夹持在经过上述预处理的布条处和防护服头套展开部位,然后采用电子织物强力机进行撕裂牢度测试。
[0048]
所述的经预处理后的防护服与头套连接处的夹持处称为布条夹持位置;所述的防护服头套展开部位的夹持处称为头套夹持位置。
[0049]
在一些优选的实施方式中,所述的电子织物强力机选自yg026h型多功能电子织物强力机、yg(b)026hc-250型多功能电子织物强力机、yg(b)026g-250 型多功能电子织物强力机、hd026ns型多功能电子织物强力机、hd026pc型多功能电子织物强力机中的一种。
[0050]
在一些优选的实施方式中,所述的电子织物强力机的量程选自50型、100 型、250型、500型中的一种。
[0051]
在一些优选的实施方式中,所述的电子织物强力机选自yg026h型多功能电子织物强力机。
[0052]
但是,本申请不仅仅局限于yg026h型多功能电子织物强力机。
[0053]
在一些优选的实施方式中,所述的yg026h型多功能电子织物强力机的拉伸速度为10-120mm/min。
[0054]
优选的,所述的yg026h型多功能电子织物强力机的拉伸速度为 20-100mm/min。
[0055]
为了更准确理解本发明的防护服视窗与头套连接处预处理方法及撕裂牢度测试方法,结合以下结构作进一步说明:
[0056]
将涤棉平布布条5缝合在经取样得到的防护服视窗4上,缝合位置1的宽度为0.5cm,进行撕裂牢度测试时,将电子织物强力机7夹持在布条夹持位置2和头套夹持位置3处,头套夹持位置3设置在防护服头套展开部位6上。操作完成后即可进行撕裂牢度测试。
[0057]
在本申请中选择的高密度涤棉平布布条在撕裂牢度测试过程中,可以更切合 yg026h型多功能电子织物强力机的夹持,在本申请的体系中,如果选择其他涤纶布条、纯棉布条会导致在实验过程中因为纱线的受力不均导致的数据误差,影响测试的准确性。
[0058]
需要特别说明,本申请中布条种类的选择、纱线的密度、布条的缝合宽度和布条的测试方法、电子织物强力机的选择,电子织物强力机的测试条件都是申请人在大量创造性实验探究下得到的,并且申请人在实验过程中发现,布条的选择不仅影响防护服与头套连接处测试的可能性,还会影响电子织物强力机的型号选择、影响电子织物强力机的量程选择以及实验数据的准确性问题。拉伸速度的快慢也会对实验结果造成重要影响。拉伸速度大于120mm/min,测试布条受到瞬间撕裂的现象,影响实验进行,导致实验结果偏低;当拉伸速度低于10mm/min 时,涤棉纤维分子间会受到慢速持续的拉伸撕裂作用力,导致涤棉纤维内部出现缺陷,影响最终实验结果。而且这些变化都是不可量化的,都是需要申请人付出大量的精心实验才能得到。并且申请人探究得到的测试方法是现阶段没有被报道使用的方法。
[0059]
下面通过实施例对本发明进行具体描述。有必要在此指出的是,以下实施例只用于对本发明作进一步说明,不能理解为对本发明保护范围的限制,该领域的专业技术人员根据上述本发明的内容做出的一些非本质的改进和调整,仍属于本发明的保护范围。
[0060]
另外,如果没有其它说明,所用原料都是市售得到的。
[0061]
实施例
[0062]
实施例1
[0063]
防护服视窗与头套连接处预处理方法,包括以下步骤:
[0064]
(1)从防护服上取样得到防护服头套展开部位和与头套衔接的眼罩部位;
[0065]
(2)选择一块经向20cm,纬向5-10cm的布条,以每英寸11针的针距将布条的纬向一端缝合在步骤(1)所得的样品上,布条缝合上下端各打2道来回针;
[0066]
(3)控制步骤(2)所述的缝合宽度为0.5cm,即可完成预处理。
[0067]
所述的涤棉平布布条的纱线要求为80s/2*80s/2,130*70,购于东莞市虎门云帆纺织品经营部。
[0068]
防护服视窗与头套连接处撕裂牢度的测试方法,包括以下步骤:
[0069]
将气夹分别夹持在经过上述预处理的布条处和防护服头套展开部位,然后用 yg026h型多功能电子织物强力机,以50型量程,100mm/min的拉伸速度进行撕裂牢度测试。
[0070]
实施例2
[0071]
防护服视窗与头套连接处预处理方法,与实施例1的不同点在于布条选择涤纶针织布,购于广州市轩德纺织品有限公司。
[0072]
为了更准确理解本发明的防护服视窗与头套连接处预处理方法及撕裂牢度测试方法,结合以下结构作进一步说明:
[0073]
将涤棉平布布条5缝合在经取样得到的防护服视窗4上,缝合位置1的宽度为0.5cm,进行撕裂牢度测试时,将电子织物强力机7夹持在布条夹持位置2和头套夹持位置3处,头套夹持位置3设置在防护服头套展开部位6上。操作完成后即可进行撕裂牢度测试。
[0074]
性能测试:
[0075]
1.撕裂牢度测试:将实施例1-3经过预处理的防护服视窗与头套连接处进行撕裂牢度测试,测试标准参照astmd 1683,并将测试结果统计于下表。
[0076]
实验实施例1实施例2破裂负荷/n51.1241.16破裂伸长/mm33.8225.64破裂伸长率/%45.135.1破裂时间/s6.675.42破裂功/n.m1144.48987.65
[0077]
通过以上性能测试,证明了经本申请研究的防护服视窗与头套连接处预处理方法及撕裂牢度测试方法可以准确测量防护服视窗与头套连接处材料的力学性能,为防护服的制备提供生产依据,提高防护服的使用寿命。
[0078]
最后指出,以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的保护原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1