一种工件在线扫描系统及其使用方法与流程
1.本发明涉及一种工件在线检测扫描系统,具体为一种采用超声方式进行工件在线检测的扫描系统。
背景技术:
2.采用超声探伤方式对工件内部缺陷或工件质量进行检测扫描时,需要超声探头紧贴工件,降低超声衰减,才能够顺利完成超声探伤工作。然而在流水线操作中,超声探头并不能紧贴工件设置,否则运行中的工件会损坏超声探头,同时如果在运行中对工件进行超声扫描,则会使扫描结果不准确。一旦在工件停止的情况下进行超声探伤扫描,则会导致后续工件停滞,影响检测扫描速度,降低检测效率。现有技术专利cn211051953u公开了一种用于陶瓷砖生产的在线监测分拣装置,可以采用超声扫描检测仪进行分拣监测,但该装置中超声扫描检测仪与待测陶瓷之间具有过大空隙,超声发射经过空气再进入陶瓷会大量衰减,最终进入陶瓷的超声波信号所剩无几,并不能准确检测;另外待测陶瓷在运行中进行超声扫描,也会导致检测不准确。因此有必要提出一种既能够保证扫描准确性,又不影响流水线正常作业的扫描系统。
技术实现要素:
3.为提高检测质量,增加检测效率。本发明提供了一种在扫描时不影响工件运输的在线检测扫描系统。
4.一种工件在线扫描系统,包括传送带,扫描工位,支撑板,处理器,数据处理系统;所述扫描工位和传送带设置为多个,且所述扫描工位与传送带相间设置;
5.所述扫描工位包括检测架和控制器;
6.所述检测架包括支撑框架、上层检测台、下层摆渡输送带、伸缩套筒、固定轴、超声探头,其中所述上层监测台和下层摆渡输送带上下固定于所述支撑框架上,所述支撑框架的上表面为一个设置有孔的面板,所述孔与伸缩套筒的形状相同,所述伸缩套筒穿设并固定于孔中,实现伸缩套筒和支撑框架的固定;固定轴活动设置于伸缩套筒中,伸缩套筒在伸缩气缸的作用下沿着固定轴上下运动;固定轴上方固定于支撑板上,下方设置有超声探头;
7.在固定板上方设置有控制器,所述控制器连接处理器和数据处理系统;当传送带将工件传送至所述检测台上时,所述控制器根据处理器的指令控制伸缩气缸运动,伸缩气缸用于对伸缩套筒提供动力,带动检测架向上运动,从而所述检测台和所述摆渡输送带同时上移,所述工件上表面与超声探头留有一定距离时停止,到达检测位,用超声探头对工件进行扫描检测。
8.所述数据处理系统接收扫描数据并处理后得到工件质量情况。
9.在进行超声探头扫描之前,还包括在工件表面涂覆耦合剂。
10.根据本发明所述的在线扫描系统,在进行工件扫描时,所述摆渡输送带与所述传送带上表面齐平。
11.根据本发明所述的在线扫描系统,所述工件随所述检测台进入检测位时,第二工件进入所述摆渡输送带,然后随下一传送带进入下一扫描工位。
12.根据本发明所述的在线扫描系统,所述第二工件在所述摆渡输送带上的时间不大于扫描时间。
13.根据本发明所述的工件在线扫描系统,扫描完成后,所述控制器控制所述检测架下降,最终检测台与所述传送带上表面齐平。
14.根据本发明所述的工件在线扫描系统,在所述扫描工位两侧还设置两个收集输送带,在支撑框架上设置有机械手臂,用于根据检测工件质量情况将工件推至哪一侧。
15.根据本发明所述的在线扫描系统,所述传送带长度与所述摆渡输送带长度相同且运行速度相同。
16.根据本发明所述的在线扫描系统的一个实施方式,所述扫描工位为2个;控制所述传送带运行速度使得工件在传送带上的运行时间与所述检测台上移时间、所述检测台下移时间以及所述扫描时间相同。
17.根据本发明所述的在线扫描系统的另一个实施方式,所述扫描工位为3个;控制所述传送带运行速度使得工件在传送带上的运行时间与所述检测台上移时间、所述检测台下移时间为所述扫描时间的一半。
18.根据本发明所述的在线扫描系统的其他实施方式,所述扫描工位为n个;控制所述传送带运行速度使得工件在传送带上的运行时间与所述检测台上移时间、所述检测台下移时间为所述扫描时间的1/(n
‑
1)。
19.工件在传送带上的运行时间即为相邻两个工件进入扫描系统的间隔时间,以上各阶段时间的控制可以使得前一个工件扫描时,后一个工件通过摆渡输送带进入下一扫描工位。
20.根据本发明所述的在线扫描系统在进行工件内部缺陷以及工件分拣中的应用。本发明所述的在线扫描系统可以用于工件内部探伤,也可以用于工件分类,一举多得。
21.本发明的有益效果如下:
22.本发明将工件固定于检测位固定检测,避免了工件在移动中扫描的不准确。
23.本发明所提供技术方案将工件移动至靠近超声探头区域,使得超声检测更准确。同时工件与超声探头之间留有一定间隙,一方面防止坚硬的工件损坏超声探头,另一方面留有空隙以涂覆耦合剂。
24.本发明经过严格的控制扫描时间、传送带运行速度、工件进料的间隔时间,可以使得前一扫描工位进行超声扫描的同时,下层的摆渡输送带可将其他工件输送至后续扫描工位。上层检测台和下层摆渡输送带交替接收工件,而不必等扫描完成后才继续流水线的进行,提高了扫描速度,增加了生产效率。
25.本发明所述的在线扫描系统可以用于工件内部探伤,也可以用于工件分类,一举多得。
附图说明
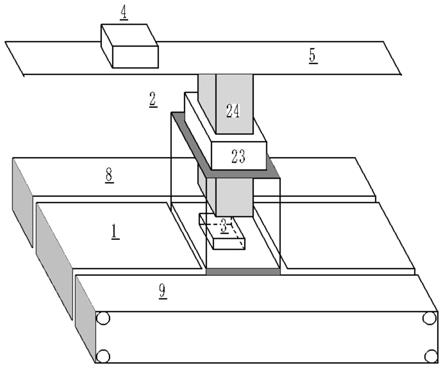
26.图1示出了本发明在线扫描系统的一种实施方式的结构示意图;图1(i)为工件运输到检测台时的状态;图1(ii)为工件检测扫描状态;
27.图2示出了本发明在线扫描系统的一种实施方式的结构左视图;图2(i)为工件运输到检测台时的状态;图1(ii)为工件检测扫描状态;
28.图3示出了本发明在线扫描系统的另一种实施方式的立体结构示意图;
29.图4示出了本发明在线扫描系统的多个检测扫描工位的结构示意图。
30.附图标记:1、传送带,2、检测架,21、检测台,22、摆渡输送带,23、伸缩套筒,24、固定轴,25、超声探头,26、支撑框架,3、工件,4、控制器,5、支撑板,6、处理器,7、数据处理系统,8、收集输送带一,9、收集输送带二。
具体实施方式
31.现结合附图对本发明的具体实施方式做出详细的描述。本实施例仅用于本发明的具体实现方式进行说明,以利于本领域技术人员更好的理解本发明,并不是本发明保护范围的限制。针对本发明所做出的任何修改或同等替换,都应涵盖在本发明保护范围中。
32.一种工件在线扫描系统,如图1
‑
4所示,包括传送带1,扫描工位,支撑板5,处理器6,数据处理系统7;所述扫描工位和传送带1设置为多个,且所述扫描工位与传送带1相间设置;
33.所述扫描工位包括检测架2和控制器4;
34.所述检测架2包括支撑框架26、上层检测台21、下层摆渡输送带22、伸缩套筒23、固定轴24、超声探头25,其中所述检测架2通过四根支撑柱从下往上依次固定连接下层摆渡输送带22、上层检测台21和设置有孔的上表面面板,所述孔与伸缩套筒23的外形相同,所述伸缩套筒23穿设并固定于孔中,实现伸缩套筒23和支撑框架26的固定;固定轴24活动设置于伸缩套筒23中,伸缩套筒23在伸缩气缸的作用下沿着固定轴上下运动;固定轴24上方固定于支撑板5上,下方设置有超声探头25;
35.在固定板上方设置有控制器4,所述控制器4连接处理器6和数据处理系统7;当传送带1将工件3传送至所述检测台21上时,所述控制器4根据处理器6的指令控制伸缩气缸运动,伸缩气缸用于对伸缩套筒23提供动力,带动检测架向上运动,从而所述检测台21和所述摆渡输送带22同时上移,所述工件3上表面与超声探头25留有一定距离时停止,到达检测位,用超声探头对工件进行扫描检测。
36.所述数据处理系统7接收扫描数据并处理后得到工件质量情况。
37.在进行超声探头25扫描之前,在工件3表面涂覆耦合剂。
38.根据本发明所述的在线扫描系统,在进行工件扫描时,所述摆渡输送带22与所述传送带1上表面齐平。
39.根据本发明所述的在线扫描系统,所述前一个工件随所述检测台21进入检测位时,下一个工件进入所述摆渡输送带22,然后由摆渡输送带22传输至下一扫描工位。
40.根据本发明所述的在线扫描系统,所述工件在所述摆渡输送带22上的停留时间不大于扫描时间。
41.根据本发明所述的工件在线扫描系统,扫描完成后,所述控制器控制所述检测架下移,最终检测台21与所述传送带1上表面齐平。
42.根据本发明所述的工件在线扫描系统,在所述扫描工位两侧还设置收集输送带一8和收集输送带二9。收集输送带一8和收集输送带二9用于将不同品质的工件进行分类。在
支撑框架26上设置有机械手臂,用于根据检测工件质量情况将工件推至收集输送带一8或收集输送带二9,收集输送带一8或收集输送带二9将工件输送至相应工位进行后续操作。
43.根据本发明所述的在线扫描系统,所述传送带1的长度与所述摆渡输送带22的长度相同且运行速度相同。
44.根据本发明所述的在线扫描系统的一个实施方式,所述扫描工位为2个;控制所述传送带1运行速度使得工件2在传送带1上的运行时间与所述检测台21上移时间、所述检测台21下移时间以及所述扫描时间相同。
45.根据本发明所述的在线扫描系统的另一个实施方式,所述扫描工位为3个;控制所述传送带运行速度使得工件在传送带上的运行时间与所述检测台上移时间、所述检测台下移时间为所述扫描时间的一半。
46.根据本发明所述的在线扫描系统的其他实施方式,所述扫描工位为n个;控制所述传送带运行速度使得工件在传送带上的运行时间与所述检测台上移时间、所述检测台下移时间为所述扫描时间的1/(n
‑
1)。
47.所述在线扫描系统还包括进样控制器,将工件在传送带上的运行时间设置为相邻两个工件进入扫描系统的间隔时间,以上各阶段时间的控制可以使得前一个工件扫描时,后一个工件通过摆渡输送带进入下一扫描工位。其中检测台21上移时间包含工件传输至检测台21中间的时间,检测台21下移时间包括将工件推送至收集输送带一8或收集输送带二9的时间。
48.采用本发明在线扫描系统进行工件内部缺陷的检测,包括如下步骤:
49.1)将所述扫描工位设置为2个,利用控制器将传送带、摆渡输送带运行时间设置与扫描时间t相同;
50.2)利用进样控制器进行进样,设置相邻两个工件进入扫描系统的间隔时间为t;
51.3)当前一个工件进入检测台21时,控制器4控制伸缩套筒23带动检测架2上移,当所述摆渡输送带22与所述传送带1上表面齐平时停止;
52.4)控制器控制超声探头25对工件进行超声扫描;同时后一个工件进入摆渡输送带22;在超声扫描完成时,后一个工件通过摆渡输送带22;
53.5)控制器4控制伸缩套筒23带动检测架下移,当检测台21上表面与所述传送带1上表面齐平时停止;同时超声探头25将检测结果传送至数据处理系统7,经数据处理分析后得到工件是否包含缺陷;此时后一个工件通过后一个传送带进入第二个检测架的检测台;
54.6)控制器4根据数据处理结果控制机械手臂将工件推送至收集输送带一8或收集输送带二9;此时后续工件进入检测台;
55.7)重复步骤3)
‑
6)。
56.8)通过收集输送带一8或收集输送带二9将质量合格产品与缺陷产品或分类后的产品输送至后续工位,供后续操作。
57.如此可以使得检测平台和摆渡输送带交替接纳工件,提高了检测效率。
58.以上检测方式可用于工件内部缺陷或者工件质量等级分类,一举多得。
59.以上实施例为本发明的一种较佳实施方式,并非是对本发明的任何限制,任何不脱离本发明实质的修改、替代、组合等,均应包含在本发明的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1