用于支架类钣金件的检测夹具的制作方法
[0001]
本实用新型涉及钣金件检测技术领域,尤其涉及一种用于支架类钣金件的检测夹具。
背景技术:
[0002]
如今在航空、航天飞行器及航空、航天器发动机中、机械设备中使用的钣金件产品较多,部份产品为异型钣金件,本实用新型涉及的支架类钣金件结构如图1所示,钣金件存在两个平面在空间中互为90度,如图1中d所示,若需要检测钣金件尺寸是否合格,则需要利用方箱、平台等检测装置,同时对检验人员的技能水平要求较高,无法快速地进行钣金件的检测,导致该类产品的检验周期较长。
技术实现要素:
[0003]
本实用新型的目的就在于为了解决上述问题而提供一种用于支架类钣金件的检测夹具。
[0004]
为了实现上述目的,本公开提供一种用于支架类钣金件的检测夹具,包括第一板和第二板,第一板安装于第二板的上侧面,且第一板与第二板相互垂直设置,第一板上设置有第一定位孔,第二板上设置有第二定位孔,第一板的下板面与第二定位孔的垂直距离为c,第一定位孔与第二板的上板面的垂直距离为 b,第二定位孔与第一定位孔的水平距离为a,钣金件的第一孔与第一定位孔同轴定位,钣金件的第二孔与第二定位孔同轴定位。
[0005]
本实用新型的有益效果在于:
[0006]
本实用新型涉及的检测夹具,通过先使钣金件的第一孔与第一定位孔同轴定位或第二孔与第二定位孔同轴定位,若钣金件的第二孔能够与第二定位孔或第一孔能够与第一定位孔同轴定位,则说明钣金件尺寸合格,否则钣金件尺寸不合格,该检测夹具的应用,能够快速检测钣金件的尺寸,缩短该类产品的检验周期。
[0007]
在上述技术方案的基础上,本实用新型还可以做如下改进:
[0008]
第一板的下板面上设置有条形通槽,通槽底设置有第一安装孔,第二板的上侧面上设置有向下延伸设置有凹槽,凹槽底设置有第二安装孔,第一安装孔与第二安装孔同轴固定,通槽的长度与凹槽的长度适配设置。
附图说明
[0009]
附图是用来提供对本公开的进一步理解,并且构成说明书的一部分,与下面的具体实施方式一起用于解释本公开,但并不构成对本公开的限制。在附图中:
[0010]
图1为本实用新型所述的钣金件的第一视图;
[0011]
图2为本实用新型所述的钣金件的第二视图;
[0012]
图3为图1中示出的a向视图;
[0013]
图4为图1中示出的b向视图;
[0014]
图5为本实用新型所述的用于支架类钣金件的检测夹具的正视图;
[0015]
图6为图5中示出的a-a剖视图;
[0016]
图7为本实用新型所述的用于支架类钣金件的检测夹具的侧视图;
[0017]
图8为本实用新型所述的第一板的正视图;
[0018]
图9为本实用新型所述的第一板的侧视图;
[0019]
图10为本实用新型所述的第二板的正视图;
[0020]
图11为本实用新型所述的第二板的侧视图;
[0021]
图12为钣金件与检测夹具作用的结构示意图;
[0022]
图13为图12中示出的b-b剖视图。
[0023]
附图标记说明
[0024]
1-第一孔,2-第二面,3-第二孔,4-第一面,5-第一板,6-第二板,7-第二定位孔,8-第一定位孔,9-第一安装孔,10-通槽,11-凹槽,12-第二安装孔。
具体实施方式
[0025]
以下结合附图对本公开的具体实施方式进行详细说明。应当理解的是,此处所描述的具体实施方式仅用于说明和解释本公开,并不用于限制本公开。
[0026]
在本公开中,在未作相反说明的情况下,使用的方位词如“上、下”通常是基于附图所示的方位或位置关系进行定义的,具体地可参考图1所示的图面方向并结合相应零部件在其他附图中的位置关系。此外,本公开中使用的术语“第一”、“第二”等是为了区别一个要素和另一个要素,不具有顺序性和重要性。下面的描述涉及附图时,除非另有表示,不同附图中的相同数字表示相同或相似的要素。
[0027]
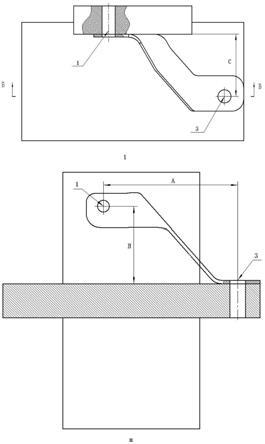
本实用新型涉及的检测夹具,应用于支架类钣金件的尺寸检测,该钣金件的结构如图1、2、3、4所示,第一孔1与第二面2的垂直距离为b,第一孔1 与第二孔3的水平距离为a,第一面4与第二孔3的垂直距离为c。
[0028]
如图5、6、7所示,检测夹具包括第一板5和第二板6,第一板5安装于第二板6的上侧面,且第一板5与第二板6相互垂直设置,如图3所示,第一板5 上设置有第一定位孔8,如图4所示,第二板6上设置有第二定位孔7,第一板 5的下板面与第二定位孔7的垂直距离为c,第一定位孔8与第二板6的上板面的垂直距离为b,第二定位孔7与第一定位孔8的水平距离为a,钣金件的第一孔1与第一定位孔8同轴定位,钣金件的第二孔3与第二定位孔7同轴定位。
[0029]
如图12、13所示,本实用新型涉及的检测夹具,通过先使钣金件的第一孔1与第一定位孔8同轴定位或第二孔3与第二定位孔7同轴定位,若钣金件的第二孔3能够与第二定位孔7或第一孔1能够与第一定位孔8同轴定位,则说明钣金件尺寸合格,否则钣金件尺寸不合格,该检测夹具的应用,能够快速检测钣金件的尺寸,缩短该类产品的检验周期。
[0030]
在上述技术方案的基础上,本实用新型还可以做如下改进:第一板5的下板面上设置有条形通槽10,通槽10底设置有第一安装孔9,第二板6的上侧面上设置有向下延伸设置有凹槽11,凹槽11底设置有第二安装孔12,第一安装孔9与第二安装孔12同轴固定,通槽10的长度与凹槽11的长度适配设置,便于第一板5与第二板6的定位安装。
[0031]
本实用新型的工作原理如下:
[0032]
将钣金件放入夹具的90度夹角内,将钣金件第一孔1与夹具的第一定位孔 8对齐,
插入检测用销棒,将钣金件第一面4贴紧第一板5的下板面;准备与钣金件第二孔3对应的销棒,使钣金件第二面2靠近第二板6的上板面,再将准备好的销棒通过钣金件第二孔3,若销棒能插入第二定位孔7中,则钣金件符合设计要求,若销棒不能通过钣金件第二孔3插入第二定位孔7中,则钣金件不合格。
[0033]
以上结合附图详细描述了本公开的优选实施方式,但是,本公开并不限于上述实施方式中的具体细节,在本公开的技术构思范围内,可以对本公开的技术方案进行多种简单变型,这些简单变型均属于本公开的保护范围。
[0034]
另外需要说明的是,在上述具体实施方式中所描述的各个具体技术特征,在不矛盾的情况下,可以通过任何合适的方式进行组合,为了避免不必要的重复,本公开对各种可能的组合方式不再另行说明。
[0035]
此外,本公开的各种不同的实施方式之间也可以进行任意组合,只要其不违背本公开的思想,其同样应当视为本公开所公开的内容。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1