一种多腔产品旋转多工位检测系统的制作方法
[0001]
本实用新型涉及塑件生产技术领域,特别涉及一种多腔产品旋转多工位检测系统。
背景技术:
[0002]
塑件又称注塑件,塑料在注塑机加热筒中塑化后由柱塞或往复螺杆注射到封闭模具中形成制品的塑料加工方法,此法能够加工外形复杂、尺寸精确或带嵌件的制品,塑件出厂前需要对外观和尺寸进行检测。常规的检验手法外观由质检员在线进行对照样品识别,对于尺寸的测量是在生产前进行一次送到测量室运用三坐标测量仪器等进行测量。
[0003]
如说明书附图1所示,为现有技术中生产的一种装配塑件产品,产品结构细小,孔位多,属于装配部件,常规技术检测方法难以高效准确的对不良品做出判断,导致产出大量不良品、发生报废,此问题亟待解决。
技术实现要素:
[0004]
针对现有技术存在的不足,本实用新型的目的在于提供一种多腔产品旋转多工位检测系统,具有高效检出不良品,有效避免产出大量不良品并导致报废的情况,降低生产损失的效果。
[0005]
一种多腔产品旋转多工位检测系统,包括转盘,所述转盘圆心处连接有步进电机,所述转盘上均匀分布有六个检测工位,所述检测工位包括驱动部和取件座,所述驱动部包括两个升降气缸和连接板,所述连接板底壁靠近两端处分别连接于两个升降气缸顶端,所述连接板与转盘上表面之间连接有支杆,所述支杆底端与转盘相连,所述支杆顶端与连接板下表面相连;
[0006]
所述取件座包括安装座和吸盘,两个所述升降气缸的活塞杆底端分别与安装座的上表面相连,所述吸盘安装于安装座下表面,所述升降气缸驱动安装座下降,所述吸盘与产品上表面吸合。
[0007]
本实用新型进一步设置为:所述安装座下表面开设有让位槽,所述让位槽内连接有定位件,所述安装座下表面位于定位件两侧均匀开设有两个与产品适配的定位槽,所述吸盘设置数量为四个并均匀安装于安装座下表面位于两个定位槽两侧,产品顶壁位于定位槽内,产品侧壁与定位件侧壁贴合。
[0008]
本实用新型进一步设置为:所述安装座内安装有两个剥离气缸,两个所述剥离气缸均为双活塞杆气缸,两个所述剥离气缸的活塞杆均竖直向下设置并由定位槽两侧穿出。
[0009]
本实用新型进一步设置为:所述转盘上表面均匀分布有六个连接槽,所述连接槽的横截面为t型,所述连接槽内嵌设有连接座,所述升降气缸底端穿过连接座并固定。
[0010]
本实用新型进一步设置为:所述升降气缸上固定连接有定位板,所述定位板上表面与连接座下表面贴合,所述连接座与连接槽之间、所述定位板与连接座之间均通过螺栓固定。
[0011]
本实用新型进一步设置为:所述安装座上表面与转盘下表面之间连接有弹簧,所述弹簧原长状态下所述升降气缸的活塞杆未伸出。
[0012]
本实用新型进一步设置为:所述转盘上表面对应每组驱动部均设置有标号。
[0013]
本实用新型进一步设置为:位于所述一个安装座正下方放置有收料箱。
[0014]
待检测工件放置于转盘下方,两个升降气缸的活塞杆一同伸出,驱使安装座向下运动,四个吸盘分别吸附两个待测产品。升降气缸的活塞杆回缩,带动待测工件转过60
°
至下一工位进行外观检测,再转过60
°
至下一工位进行孔径检测,当外观和孔径任意一项不符合检测要求时,转动至下一工位,剥离气缸的活塞杆伸出,将不良品剥离;当外观和孔径均满足检测要求时,到第四工位时剥离气缸的活塞杆不伸出,继续转动至第五工位,剥离气缸的活塞杆伸出,将合格品剥离;最后产品转动至第六工位,将少量的未能剥离产品取下。整个过程自动化和连续程度高,能够高效检出不良品,有效避免由于不良品大量产出带来的损失。
[0015]
综上所述,本实用新型具有以下有益效果:
[0016]
1.通过转盘以及连接于转盘上的六个工位,步进电机每转动一下带动产品进行一次检测,高效分离不良品;
[0017]
2.通过形成于安装座上的两个定位槽和四个吸盘的设置,同时吸附两个产品,进一步提高检测效率;
[0018]
3.通过设置于安装座内的剥离气缸,检测完毕后活塞杆伸出即可简便对产品简便剥离。
附图说明
[0019]
图1为本现有技术中用于体现待测产品的结构示意图;
[0020]
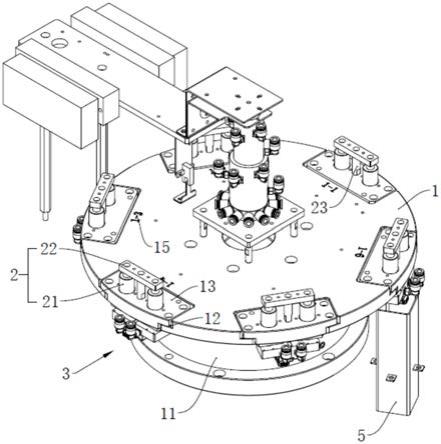
图2为本实用新型中用于体现整体的结构示意图;
[0021]
图3为本实用新型中用于体现检测工位的结构示意图;
[0022]
图4为图3中a部放大图。
[0023]
图中,1、转盘;11、步进电机;12、连接槽;13、连接座;14、弹簧; 15、标号;2、驱动部;21、升降气缸;211、定位板;22、连接板;23、支杆;3、取件座;31、安装座;32、让位槽;33、定位件;34、定位槽;35、吸盘;4、剥离气缸;41、接气口;5、收料箱;6、产品。
具体实施方式
[0024]
以下结合附图对本实用新型作进一步详细说明,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”等用语为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的范畴。
[0025]
实施例:
[0026]
如图2所示,为本实用新型中设计的一种多腔产品旋转多工位检测系统,包括转盘1,转盘1圆心处连接有步进电机11,转盘1上均匀分布有六个检测工位,转盘1上表面对应每组检测工位均刻有标号15,标号15包括 1-1、1-2、1-3、1-4、1-5、1-6。初始状态下待测工件
位于标号1-1的检测工位正下方,标号1-2工位为外观检测工位,标号1-3孔径检测工位,标号 1-4为不良品剥离工位,标号1-5为良品剥离工位,标号1-6为清理位。
[0027]
如图2至图4所示,检测工位包括驱动部2和取件座3,驱动部2包括两个升降气缸21和连接板22,连接板22底壁靠近两端处分别连接于两个升降气缸21顶端,连接板22与转盘1上表面之间连接有支杆23,支杆23底端与转盘1相连,支杆23顶端与连接板22下表面相连。取件座3包括安装座31和四个吸盘35,安装座31下表面开设有让位槽32,让位槽32内连接有定位件33,安装座31下表面位于定位件33两侧对称开设有两个与产品6 适配的定位槽34,四个吸盘35分别对称分布于两个定位槽34两侧,产品6 顶壁位于定位槽34内,产品6侧壁与定位件33侧壁贴合。
[0028]
如图2至图4所示,安装座31内安装有两个剥离气缸4,两个剥离气缸 4均为双活塞杆气缸,两个剥离气缸4的活塞杆均竖直向下设置并由定位槽 34两侧穿出,安装座31朝前一侧的侧壁上连接有剥离气缸4的气路接气口41。转盘1上表面均匀分布有六个连接槽12,连接槽12的横截面为t型,连接槽12内嵌设有连接座13,升降气缸21底端穿过连接座13并固定。升降气缸21上固定连接有定位板211,定位板211上表面与连接座13下表面贴合,连接座13与连接槽12之间、定位板211与连接座13之间均通过螺栓固定。
[0029]
如图2至图4所示,安装座31上表面与转盘1下表面之间连接有弹簧 14,弹簧14原长状态下升降气缸21的活塞杆未伸出,弹簧14长度最大值即为升降气缸21的升降高度范围。位于初始状态下1-6剥离工位下方正下方放置有收料箱5,由于在1-4不良品剥离工位和1-5良品剥离工位未能剥离,需要进行下一轮检测。
[0030]
上述实施例的实施原理为:待检测工件放置于转盘1下方,两个升降气缸21的活塞杆一同伸出,驱使安装座31向下运动,四个吸盘35分别吸附两个待测产品6。升降气缸21的活塞杆回缩,带动待测工件转过60
°
至下一工位进行外观检测,再转过60
°
至下一工位进行孔径检测,当外观和孔径任意一项不符合检测要求时,转动至下一工位,剥离气缸4的活塞杆伸出,将不良品剥离;当外观和孔径均满足检测要求时,到第四工位时剥离气缸4的活塞杆不伸出,继续转动至第五工位,剥离气缸4的活塞杆伸出,将合格品剥离;最后产品6转动至第六工位,将少量的未能剥离产品6取下并进行下一轮检测。整个过程自动化和连续程度高,能够高效检出不良品,有效避免由于不良品大量产出带来的损失。
[0031]
本具体实施例仅仅是对本实用新型的解释,其并不是对本实用新型的限制,本领域技术人员在阅读完本说明书后可以根据需要对本实施例做出没有创造性贡献的修改,但只要在本实用新型的权利要求范围内都受到专利法的保护。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1