一种多功能汽车ECU下线检测装置的制作方法
一种多功能汽车ecu下线检测装置
技术领域
[0001]
本实用新型涉及汽车电子产品测试技术领域,特别是涉及一种多功能汽车ecu下线检测装置。
背景技术:
[0002]
电子控制单元(ecu)是汽车电子系统的核心元件,ecu根据控制策略处理驾驶员指令、路况和车辆状态等信息,发送控制指令驱动相应元件实现对应操作,保障汽车能够安全平稳地运行。为了确保 ecu产品质量,在出厂前,必须通过专门的检测装置对ecu的功能和性能进行检测,确保ecu工作正常,达到出厂标准。
[0003]
现有ecu下线检测装置大多针对特定型号的ecu进行开发,由于不同ecu的外形尺寸、控制对象、引脚定义差异较大,所以这类下线检测装置存在通用性低、扩展性差的问题。专利(申请号 cn200820095413.2,公开日2009年3月25日)公开了一种针对汽车发动机ecu的检测装置,使用专用检测板卡对ecu输出信号进行检测,且部分被控对象采用特定阻值的电阻进行替代,这种检测方法不能对汽车电子系统实现较高程度的模拟,专用程度较高。专利(申请号 cn201710754659.x,公开日2018年1月26日)公开了一种针对汽车升降器及电动天窗ecu的测试烧录设备,为了提高效率,该设备专门针对ecu中的四拼pcb裸板进行检测,但无法对装盒后的总成进行检测,也存在专用性高、拓展性不足的问题。
[0004]
通过分析表明:目前的ecu下线检测装置专用程度高,不适用于产品线丰富、产品更新迭代较快的汽车电子产品生产商。为了适应汽车电子产品多样性的检测需求,亟需提出一种多功能ecu下线检测装置以实现多型号、多规格控制器检测,确保产品质量。
技术实现要素:
[0005]
为了克服上述现有技术的不足,本实用新型提供了一种多功能汽车ecu下线检测装置。
[0006]
本实用新型所采用的技术方案是:
[0007]
一种多功能汽车ecu下线检测装置,包括机身和ecu工装模块,机身包括操作信息指示板、废品存放区、键鼠抽屉、蓄电池仓、电柜、气动元件柜、操作面板;操作信息指示板设置于机身上部,装有状态指示灯、电压切换开关和电脑;废品存放区位于机身右侧中部;键鼠抽屉位于机身中部;蓄电池仓位于机身右下部,仓内置放蓄电池模拟车载电源;电柜位于机身中下部,配有上位机、保险装置、蓄电池充电器和接线端子;气动元件柜位于机身左侧;操作面板为斜面,固定于机身的中上部,设有总开关、操作按钮、安全光栅、标签打印机和扫码枪;工装模块通过快速气动接头和航空插头与所述机身连接。机身的框架结构采用铝型材,工装模块配有硬质外壳、提手及橡胶脚垫。
[0008]
工装模块的工装为已装盒ecu总成进行下线检测的带盒检测工装时,工装模块包括横向平推机构、纵向夹紧机构和检测接口;横向平推机构将ecu推向检测接口,实现ecu和检测接口的连接;工装的纵向夹紧机构提供纵向的夹紧力,保证ecu横向运动与烧录检测接
口连接时运动稳定、定位精确;操作面板两边设有安全光栅,在工装进行ecu的夹紧和平推运动时,用于检测操作工人的位置。
[0009]
工装模块的工装为对pcb裸板进行检测的裸板检测工装时,工装模块包括立柱、横梁、导轨、气缸、压板、底板,压板连接在气缸的输出轴末端,在导轨的导向作用下做直线运动,实现对pcb板的夹紧;压紧后,压板和底板上的弹性探针与pcb板上对应的测试点接触。
[0010]
与现有技术相比,本实用新型的有益效果是:
[0011]
(1)可适用于不同规格、不同型号ecu产品的检测,且基于模块化设计的快拆结构有助于检测设备在不同生产线中进行快速布置及扩展;
[0012]
(2)结合机身供电模块采用12v/24v自适应电压设计并配备电压切换开关,对12v及24v车载ecu系统均可进行检测;
[0013]
(3)针对未装盒pcb裸板和已装盒的ecu总成开发了对应的检测工装,可实现待测ecu的精确定位与夹紧,保证数据、动力、电力的可靠传输,有利于提高检测速度并确保检测质量;
[0014]
(4)自动化程度高,可实现一键自动检测、故障报警、信息存储等功能,降低操作人员的劳动强度,提高下线检测效率及检测质量;
[0015]
(5)装置可对产品进行标签打印和检测结果存储,提高了生产数据的信息化程度,能在售后实现故障追踪,便于品质管理和产品问题溯源。
附图说明
[0016]
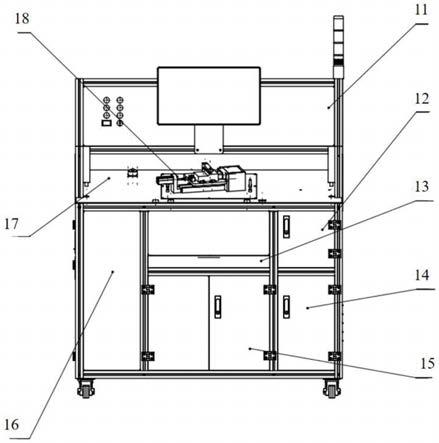
图1是一种多功能汽车电子控制单元下线检测装置的正视图;
[0017]
图2是一种多功能汽车电子控制单元下线检测装置的左视图;
[0018]
图3是针对已装盒ecu总成的检测工装的正视图;
[0019]
图4是针对已装盒ecu总成的检测工装的俯视图;
[0020]
图5是针对ecu中pcb裸板的检测工装的正视图;
[0021]
图6是本实用新型提供的检测装置进行ecu下线检测的工作流程图;
[0022]
11操作信息指示板,12废品存放区,13键鼠抽屉,14蓄电池仓,15电柜,16气动元件柜,17操作面板,18工装模块;
[0023]
31横向平推气缸,32气缸法兰,33浮动接头,34连接块,35 夹紧摆臂,36定位销,37检测接口,38拉手,39总成工装外壳, 310ecu承载板,311滑块,312导轨,313总成工装脚垫,314总成工装-机身连接板,315旋转夹紧气缸;
[0024]
51立柱,52横梁,53气缸,54光轴,55压板,56底板,57 裸板工装脚垫,58裸板工装外壳,59裸板工装-机身连接板,510支座。
具体实施方式
[0025]
下面结合附图对本实用新型进一步说明。
[0026]
本实用新型提出了一种多功能汽车ecu下线检测装置,该装置由机身和配套的若干ecu检测工装模块构成。
[0027]
如图1所示,机身的框架由铝型材通过螺钉和角槽链接件相互连接构成,可划分为操作信息指示板11、废品存放区12、键鼠抽屉13、蓄电池仓14、电柜15、气动元件柜16、操作
面板17等功能区。其中,操作信息指示板11通过螺钉固定于机身上部,装有状态指示灯、电压切换开关和控制、记录检测过程的一体式电脑,用于实时显示被测ecu和下线检测装置的工作状态;废品存放区12位于机身右侧中部,用于存放无法通过检测的不合格ecu;键鼠抽屉13位于机身中部,用于放置、收纳键盘和鼠标;蓄电池仓14位于机身右下部,设有模拟车载电源,对ecu进行供电,且在车间断电时仍能进行状态指示,可避免突然断电导致的系统故障;电柜15位于机身中下部,配有上位机、保险装置、蓄电池充电器和接线端子等,负责直接控制 ecu的检测,并分配电力给各个电子元件;气动元件柜16位于机身左侧,该功能区中的气动元件主要是三联件和电磁阀,前者用于处理气源,后者用于控制工装中的气缸。操作面板17通过螺钉固定于机身的中上部,设有总开关、操作按钮、安全光栅、标签打印机和扫码枪,是主要的指令输入区域,且操作面板采用斜面设计,适用于部分需要模拟坡道的控制器检测。此外,根据检测的需求,可以将特定 ecu的气动执行元件安装至电柜15和气动元件柜16中预留的安装孔位上,以执行不同类型ecu的下线检测工序,提高设备的通用性和测试的可靠性。操作面板17两边的安全光栅用于在工装进行ecu的夹紧和平推运动时检测操作人员的位置,若检测到有人员违规进入检测区域,将发送信号使上位机停止工装中的所有运动机构,并发出警告提醒,保证人员不被夹伤,确保安全生产。
[0028]
如图3和图4所示,针对已装盒ecu总成的检测工装主要由横向平推机构、纵向夹紧机构和检测接口37构成。横向平推机构由横向平推气缸31、气缸法兰32、浮动接头33、连接块34、定位销36、 ecu承载板310、滑块311和导轨312等部件构成。其中,气缸法兰 32和导轨312固定于总成工装-机身连接板314上;横向平推气缸31 固定于气缸法兰32;连接块34固定于ecu承载板310;ecu承载板固定于滑块311;而各组件之间均通过螺钉进行连接。横向平推气缸 31的动力由浮动接头33传递,能减小横向平推气缸31和连接块34 二者的轴线不共线时产生的偏心载荷给系统带来的损害,还能通过双螺母调整ecu的最终运动位置,减小加工和装配误差产生的影响。这三者之间通过螺纹进行连接。ecu运动时的方向稳定性则由导轨312 和滑块311保证。纵向夹紧机构的作用在于提供纵向的夹紧力,进一步保证ecu横向运动与烧录检测接口连接的过程中运动稳定、定位精确。夹紧摆臂前端贴有聚甲醛材质垫片,能减小夹紧时的冲击力。纵向夹紧机构由夹紧摆臂35、旋转夹紧气缸315和ecu承载板310构成。其中,旋转夹紧气缸315先通过螺钉与夹紧摆臂35进行连接,再通过螺钉固定于ecu承载板310。检测接口37通过螺钉固定在横向平推机构中的导轨的末端。设备和台架之间的电力、信号传输由检测接口37上的检测探针实现。在ecu与检测探针接触时,检测探针头部向内收缩,压缩内部的弹簧,产生一定的反力,保证探针和ecu 接口中各插针的稳定连接。同时,检测探针内部的弹簧还能有效减小 ecu和探针接触瞬间产生的冲击,对ecu的接口起到保护作用,保证产品质量。
[0029]
在开始对ecu进行下线检测时,上位机控制气动元件柜中的相关气动阀,驱动旋转夹紧气缸315的活塞,使得夹紧摆臂35旋转至ecu 正上方,再向下移至ecu上表面,实现对ecu的夹紧;横向平推气缸 31的活塞再推动ecu向右运动,使ecu与检测接口37连接。结束检测时,横向平推气缸31的活塞先带动ecu向左运动回原位,旋转夹紧气缸315的活塞再带动夹紧摆臂35上升、旋转,离开ecu正上方,方便操作人员取下和安装ecu。
[0030]
如图5所示,针对ecu中pcb裸板的下线检测工装由立柱51、横梁52、气缸53、光轴54、压板55和底板56等零部件构成。其中,气缸53和支座510通过螺钉固定至横梁52。横梁52
与立柱51固定后再一同固定至裸板工装-机身连接板59。光轴54一端通过螺钉固定于裸板工装-机身连接板59,另一端固定于支座510。pcb的夹紧由压板55和底板56实现。而压板55通过螺钉固定于气缸53输出轴,随输出轴一起运动,其运动方向稳定性由光轴54保证。底板56固定于裸板工装-机身连接板59。压板55和底板56中固定有检测探针。开始检测时,气缸53的输出轴驱动压板55向下运动,使得探针与 pcb上的特定测试点连接,实现电力和数据的传输;结束检测后,气缸53的输出轴带动压板55返回原位,操作人员即可取下ecu。
[0031]
图6为使用本实用新型提出的下线检测装置进行下线检测工作时的工作流程。操作人员先将待测ecu放置到工装上,按下启动按钮,工装随后对待测ecu进行夹紧和烧录检测接口的连接。若待测ecu通过烧录检测,操作人员则在工装回位后进行条码扫描,将零件的编号存储至数据库,同时取下ecu,进行下一个产品的检测;若待测ecu 不能通过检测,操作指示板采用声光形式提醒操作人员检测不合格,操作人员将不合格ecu取下并放入废品回收区,然后重复上述操作进行下一个产品的检测。
[0032]
对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其他各种适应性的调整和改变,而所有的这些调整及改变都应该属于本实用新型权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1