一种激光切割孔检测检具的制作方法
[0001]
本实用新型涉及检具技术领域,尤其涉及一种激光切割孔检测检具。
背景技术:
[0002]
热成型零件在汽车白车身零件中运用广泛。因零件制作时特殊工艺,整个制作过程在较高温度环境中,制作零件也自带较高温度;同时采用自动化生产,严格按照产能节拍制作。按照传统在线人工抽检存在很大安全隐患,同时人工识别检测众多孔效率低下,人具有很多的不稳定因素,极易造成不合格品漏到下道工序,造成总成的返修甚至报废,严重浪费生产成本,有的零件就直接交付到客户处,引起顾客抱怨,甚至处罚等,所以必须保证检测孔位置正确,因此设计一种快速、准确、直观的检测检具,解决上述问题就显得十分必要。
技术实现要素:
[0003]
针对上述现有技术的不足,本专利申请所要解决的技术问题是:如何提供一种激光切割孔检测检具,能够满足快速、准确、直观的检测孔数量众多是否遗漏和位置度是否正确。
[0004]
为了实现上述目的,本实用新型采用了如下技术方案:
[0005]
一种激光切割孔检测检具,包括检具底板,所述检具底板上安装有若干支撑板,所述支撑板上固定安装有定位座,所述定位座上固定安装有用于对零件进行定位的定位销,所述检具底板两侧还设置有用于对零件进行压紧的气动压紧机构,所述检具底板上还安装有用于对零件进行支撑的支撑座和仿形板;还包括检测机构,所述检测机构包括固定安装在所述检具底板上的操控检测面板,所述操控检测面板上对应安装有红绿双色灯,所述检测机构还包括固定安装在所述检具底板上的检测支架,所述检测支架上对应零件的孔位安装有光电感应开关和磁感应开关,所述光电感应开关和磁感应开关分别连接有红绿双色灯。
[0006]
这样,将零件放置在支撑座上进行支撑,利用仿形板与零件的侧壁接触进行定位,然后定位销插入零件上的孔内,定位销插入零件内,可以对零件底部的孔位进行检测;之后,通过光电感应开关和磁感应开关对零件侧壁的孔是否遗漏和位置进行检测,将检测信号传递给操控检测面板,如果孔正确,则绿色灯亮,否则红色灯亮,可以更好的对操作人员进行提示。每个光电感应开关和磁感应开关均分别连接有红绿双色灯,可以针对红色灯亮直接找到孔位不对或遗漏的位置。
[0007]
进一步的,所述操控检测面板连接有plc控制器。可以更好的实现对光电感应开关和磁感应开关以及红绿双色灯的控制。
[0008]
进一步的,所述检具底板上还安装有带蜂鸣声的三色灯,所述三色灯与操控检测面板电连接。在其中至少一个红色灯亮起时,带蜂鸣声的三色灯亮起并发出蜂鸣声,提醒操作人员注意。
[0009]
进一步的,所述气动压紧机构包括气动压钳,所述气动压钳包括气缸和连杆机构,
所述气缸的缸体铰接在气缸支架上,所述气缸支架安装在检具底板上,所述气缸的活塞杆通过连杆机构连接压板,所述压板向下固定安装有压杆,所述压杆的下端固定安装有压头。
[0010]
这样,气缸的活塞杆动作,通过连杆机构带动压杆向下运动,利用压头对零件进行压紧。在需要取下零件时,通过气缸和连杆机构带动压头向上运动与零件脱离,然后再将零件取下即可。
[0011]
进一步的,所述检具底板固定安装在检具存放推车上。方便移动。
[0012]
综上,本激光切割孔检测检具能够快速、准确、直观的检测孔数量众多是否遗漏和位置度是否正确。
附图说明
[0013]
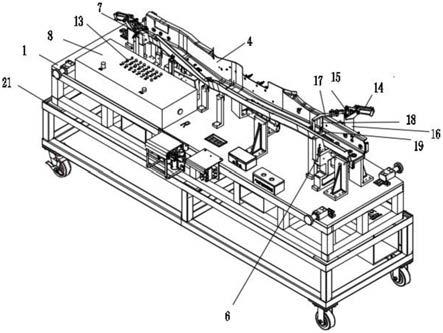
图1为本实用新型公开的激光切割孔检测检具的结构示意图。
[0014]
图2为图1去掉工件的结构示意图。
[0015]
图3为图2中a处局部放大示意图。
[0016]
图4为图3中气缸与连杆机构的连接示意图。
具体实施方式
[0017]
下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。
[0018]
参照图1-4,一种激光切割孔检测检具,包括检具底板1,所述检具底板1上安装有若干支撑板2,所述支撑板2上固定安装有定位座3,所述定位座3上固定安装有用于对零件4进行定位的定位销5,所述检具底板1两侧还设置有用于对零件4进行压紧的气动压紧机构,所述检具底板1上还安装有用于对零件4进行支撑的支撑座6和仿形板7;还包括检测机构,所述检测机构包括固定安装在所述检具底板1上的操控检测面板8,所述操控检测面板8上对应安装有红绿双色灯13,所述检测机构还包括固定安装在所述检具底板1上的检测支架9,所述检测支架9上对应零件4的孔位安装有光电感应开关11和磁感应开关12,所述光电感应开关11和磁感应开关12分别连接有红绿双色灯。
[0019]
这样,将零件放置在支撑座上进行支撑,利用仿形板与零件的侧壁接触进行定位,然后定位销插入零件上的孔内,定位销插入零件内,可以对零件底部的孔位进行检测;之后,通过光电感应开关和磁感应开关对零件侧壁的孔是否遗漏和位置进行检测,将检测信号传递给操控检测面板,如果孔正确,则绿色灯亮,否则红色灯亮,可以更好的对操作人员进行提示。每个光电感应开关和磁感应开关均分别连接有红绿双色灯,可以针对红色灯亮直接找到孔位不对或遗漏的位置。
[0020]
进一步的,所述操控检测面板8连接有plc控制器。可以更好的实现对光电感应开关和磁感应开关以及红绿双色灯的控制。
[0021]
进一步的,所述检具底板1上还安装有带蜂鸣声的三色灯(未画出),所述三色灯与操控检测面板8电连接。在其中至少一个红色灯亮起时,带蜂鸣声的三色灯亮起并发出蜂鸣声,提醒操作人员注意。
[0022]
进一步的,所述气动压紧机构包括气动压钳,所述气动压钳包括气缸14和连杆机
构15,所述气缸14的缸体铰接在气缸支架16上,所述气缸支架16安装在检具底板1上,所述气缸14的活塞杆通过连杆机构15连接压板17,所述压板17向下固定安装有压杆18,所述压杆18的下端固定安装有压头19。
[0023]
这样,气缸的活塞杆动作,通过连杆机构带动压杆向下运动,利用压头对零件进行压紧。在需要取下零件时,通过气缸和连杆机构带动压头向上运动与零件脱离,然后再将零件取下即可。
[0024]
其中,连杆机构15包括固定安装在所述气缸支架16上的第一支耳和第二支耳31,所述第一支耳和第二支耳31的外侧铰接有第三支耳和第四支耳32,所述第三支耳和第四支耳32上端与所述气缸14的活塞杆端部铰接,所述气缸14的活塞杆铰接有第一连杆33,所述第一连杆33下端铰接有第二连杆34,所述第二连杆34的后端与所述第一支耳和第二支耳31铰接,所述第二连杆34的端部固定安装有压板17,第一支耳和第二支耳上设置有对第一连杆转动过程的导向槽。
[0025]
具体的,第二连杆的端部可以直接连接有压杆。
[0026]
气缸的活塞杆收缩,通过第一连杆带动第二连杆向上转动,进而带动压板或压杆沿弧形向上移动。
[0027]
进一步的,所述检具底板1固定安装在检具存放推车21上。方便移动。
[0028]
具体的,plc控制器为现有控制器,具体控制原理不再重复描述。
[0029]
原理:
[0030]
将零件放置在支撑座上进行支撑,利用仿形板与零件的侧壁接触进行定位,然后定位销插入零件上的孔内,定位销插入零件内,可以对零件底部的孔位进行检测;之后,通过光电感应开关和磁感应开关对零件侧壁的孔是否遗漏和位置进行检测,将检测信号传递给操控检测面板,如果孔正确,则绿色灯亮,否则红色灯亮,可以更好的对操作人员进行提示。每个光电感应开关和磁感应开关均分别连接有红绿双色灯,可以针对红色灯亮直接找到孔位不对或遗漏的位置。
[0031]
以上所述,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1