香烟在线扫描检测系统的制作方法
[0001]
本实用新型涉及香烟生产技术领域,特别是涉及一种香烟在线扫描检测系统。
背景技术:
[0002]
目前,烟厂生产的某些香烟在过滤嘴部分嵌入爆珠用来提高品吸的感受。这些爆珠很小,其直径约为2mm,而且容易在生产过程中发生缺失和干瘪,造成用户体验度差。当前还没有行之有效地对已经包装好的香烟进行爆珠缺失检测的设备。当前的扫描检测设备难以适用于香烟爆珠在线检测,因为香烟爆珠的输送具备以下特点:1、输送速度高,即使在中速状态下,每分钟输送300~800包香烟;2、输送带速度约80~100米/分钟,当前的在线扫描探测器的扫描速度只能做到40米/分钟的皮带速度,难以匹配香烟爆珠的输送;3、每包一般装有20 支烟,有三层,如按常规垂直皮带运行方向的射线照射和成像,则会导致三层爆珠图像叠加成像,造成图像自动识别爆珠很困难;5、香烟种类繁多,有苏烟,有云烟,有超长过滤嘴烟,有短过滤嘴烟,有细支烟;这些烟的爆珠位置距离烟丝的距离也不同,比如苏烟,爆珠距离烟丝的位置非常近,当前的在线扫描探测器所呈图像受烟丝干扰大,图中的爆珠部分很容易与烟丝部分混淆在一起,造成识别困难。
[0003]
因此,需要一种可检测烟包是否合格的检测系统。
技术实现要素:
[0004]
鉴于以上所述现有技术的缺点,本实用新型的目的在于提供一种香烟在线扫描检测系统,用于解决现有技术中无法准确判断烟支中是否有爆珠的问题。
[0005]
为实现上述目的及其他相关目的,本实用新型提供一种在香烟在线扫描检测系统,其包括:
[0006]
香烟生产线,包括传送烟包的输送线;
[0007]
在线扫描检测装置,包括探测器组件和射线源组件,探测器组件中的探测器与射线源组件中的光子射线源相对设置,且所述输送线从所述探测器和光子射线源间穿过,且所述光子射线源射出的检测光线方向与输送线的输送方向呈第一夹角,所述第一夹角为锐角,所述检测光线在所述烟包上形成与烟包的横断面呈第二夹角的斜切面,第二夹角与第一夹角互为余角,所述探测器获取所述检测光线形成将烟包中的各烟支分离的图像;
[0008]
控制器以及分拣机构,沿所述烟包的传送方向,所述分拣机构置于所述在线扫描检测装置的前方,所述在线扫描检测装置与所述控制器相连,并且将扫描采集的图像数据传输给控制器,控制器对所述图像数据进行处理判断所述烟包中是否合格,若不合格则控制所述分拣机构动作将不合格的烟包取走;若合格则控制所述分拣机构不动作。
[0009]
优选的,所述射线源组件固定在主机箱中,所述探测器组件安装在可拆箱中,所述可拆箱通过连接件与所述主机箱固定相连,且可拆箱和主机箱相连后形成供所述输送线穿过的检测通道。
[0010]
优选的,还包括调节所述第一夹角大小的角度微调机构,所述角度微调机构包括
第一安装板、第二安装板、固定板和转动芯,第一安装板与所述第二安装板通过连接件相连,转动芯转动置于固定板上,所述固定板上设有紧固件,所述第二安装板与所述转动芯相连,所述第二安装板上设有调节孔,所述紧固件将第二安装板和固定板紧固且紧固件在调节孔中的位置可变,所述探测器组件固定在第一安装板上,所述射线源组件固定在第二安装板,调节所述夹角大小时,调节紧固件、转动转动芯以带动第二安装板相对固定板转动。
[0011]
优选的,所述第二安装板上设有多个所述调节孔,所有调节孔分布在同一圆周上。
[0012]
优选的,所述第一安装板滑动设于一支撑架上。
[0013]
优选的,所述主机箱底部设有支撑架,所述支撑架设有四根支撑腿,每根支撑腿上设有一高度调节机构。
[0014]
优选的,所述支撑腿的底部设有滚轮。
[0015]
优选的,所述探测器组件还包括置于所述探测器的前方的光处理机构,所述光处理机构将所述检测光线转换成平行光线,使所述探测器获取所述平行光线。
[0016]
优选的,所述探测器为线阵探测器,所述光处理机构为带有光孔的遮光片,所述遮光片固定在所述线阵探测器的前方,且光孔与所述线阵探测器上的像元一一正对。
[0017]
优选的,所述第一夹角为大于60
°
的锐角。
[0018]
优选的,还包括置于所述在线扫描检测装置两侧将所述输送线包围的屏蔽罩,所述分拣机构置于所述屏蔽罩中。
[0019]
优选的,所述分拣机构包括气源、与气源相连的吹气管以及收集箱,所述吹气管的管口与所述收集箱相对设置且分别位于所述输送线的两侧。
[0020]
如上所述,本实用新型的香烟在线扫描检测系统,具有以下有益效果:通过设置探测器和光子射线源的对射位置,使光子射线源射出的检测光线方向与输送线的输送方向呈一锐角,以此实现检测光线在烟包上形成的切面为斜切面,而不是垂直烟包的横断面,因此,其可实现对烟包中各叠层(即烟支)的清晰成像,提高成像质量;控制器获取高质量的图像可以判断烟包是否合格,即若烟包中各烟支均含有爆珠则为合格品,反之若有缺爆珠的烟支则为不合格品,以此控制分拣机构动作,将不合格的烟包取走,以此提高烟包质量。
附图说明
[0021]
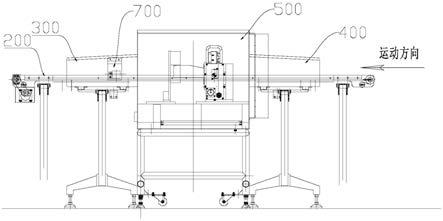
图1显示为本实用新型的香烟在线扫描检测系统的示意图。
[0022]
图2显示为探测器组件和射线源组件的扫描检测状态图。
[0023]
图3显示为本实用新型的在线扫描检测装置示意图。
[0024]
图4显示为本实用新型的射线源组件的安装示意图。
[0025]
图5显示为沿图4中bb线的剖面示意图。
[0026]
图6显示为本实用新型的在线扫描检测装置的分拆示意图。
[0027]
图7显示为本实用新型的在线扫描检测装置的跨线示意图。
[0028]
图8显示为本实用新型的探测器组件的一实施例图。
[0029]
图9显示为现有技术所成图像与本实用新型所成图像的对比图,其中9a为现有的扫面设备检测香烟爆珠所成图像,9b为本实用新型所成图像。
[0030]
元件标号说明
[0031]1ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
主机箱
[0032]2ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
射线源组件
[0033]
21
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
光子射线源
[0034]
22
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
球管架
[0035]3ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
探测器组件
[0036]
31
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
探测器安装架
[0037]
32
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
探测器
[0038]
33
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
光栅
[0039]
34
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
准直器
[0040]4ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
可拆箱
[0041]
41
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接件
[0042]5ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
支撑架
[0043]
51
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
高度调节机构
[0044]
61
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第二安装板
[0045]
62
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
紧固件
[0046]
63
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
槽钢
[0047]
64
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
转动芯
[0048]
65
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
固定板
[0049]
71
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
第一安装板
[0050]
72
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
连接件
[0051]
100
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
检测通道
[0052]
200
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
输送线
[0053]
300
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
左屏蔽罩
[0054]
400
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
右屏蔽罩
[0055]
500
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
在线扫描检测装置
[0056]
600
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
烟包
[0057]
601
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
爆珠
[0058]
611、711
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
调节孔
[0059]
700
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
分拣机构
具体实施方式
[0060]
以下由特定的具体实施例说明本实用新型的实施方式,熟悉此技术的人士可由本说明书所揭露的内容轻易地了解本实用新型的其他优点及功效。
[0061]
请参阅图1至图9。须知,本说明书所附图中所绘示的结构、比例、大小等,均仅用以配合说明书所揭示的内容,以供熟悉此技术的人士了解与阅读,并非用以限定本实用新型可实施的限定条件,故不具技术上的实质意义,任何结构的修饰、比例关系的改变或大小的调整,在不影响本实用新型所能产生的功效及所能达成的目的下,均应仍落在本实用新型所揭示的技术内容所能涵盖的范围内。同时,本说明书中所引用的如“上”、“下”、“左”、“右”、“中间”及“一”等的用语,亦仅为便于叙述的明了,而非用以限定本实用新型可实施的范围,其相对关系的改变或调整,在无实质变更技术内容下,当亦视为本实用新型可实施的
范畴。
[0062]
如图1至图8所示,本实用新型提供一种香烟在线扫描检测系统,其包括:
[0063]
香烟生产线,包括传送烟包600的输送线200;
[0064]
在线扫描检测装置500,包括探测器组件3和射线源组件2,探测器组件3包括探测器32,射线源组件2包括发出检测光线的光子射线源21,探测器32和光子射线源21相对设置且分别位于输送线200的两侧,即输送线200从探测器32和光子射线源21间穿过,见图 2所示,且光子射线源21射出的检测光线方向与输送线200的输送方向呈第一夹角θ,第一夹角θ为锐角,检测光线在烟包600形成与烟包600的横断面呈第二夹角的斜切面,第二夹角与第一夹角互为余角,探测器32获取检测光线形成将烟包600中的各烟支分离的图像;
[0065]
控制器以及分拣机构700,沿所述烟包600的传送方向,所述分拣机构700置于在线扫描检测装置500的前方,在线扫描检测装置500与控制器相连,并且将扫描采集的图像数据传输给控制器,控制器对图像数据进行处理判断烟包600中是否合格,若不合格则控制分拣机构700动作将不合格的烟包取走;若合格则控制分拣机构700不动作。
[0066]
本实施例通过利用香烟生产线中的输送线作为检测线,即使输送线200直接从探测器32 和光子射线源21间穿过,且使光子射线源21射出的检测光线方向与输送线200的输送方向呈一锐角,以此实现检测光线在烟包600上形成的切面为斜切面,而不是垂直烟包的横断面,因此,其可实现对烟包600中各叠层(即各烟支)的清晰成像,提高成像质量;如对烟包中是否有爆珠进行检测,其可以最大可能在所成图像上分离每包香烟中的各层爆珠图像,分离爆珠和烟丝的粘连区域,提高成像质量;控制器获取高质量的图像可以判断烟包是否合格,即若烟包中各烟支均含有爆珠则为合格品,反之若有缺爆珠的烟支则为不合格品,以此控制分拣机构动作,将不合格的烟包取走,以此提高烟包质量。
[0067]
本实施例的实施过程为:
[0068]
将在线扫描检测装置500跨设在香烟生产线的输送线200上,安装时使探测器组件3和射线源组件2相对且位于输送线200的两侧,且光子射线源21射出的检测光线方向与输送线 200的输送方向呈第一夹角θ;沿烟包输送方向,在线扫描检测装置500的前方设置分拣机构700;
[0069]
检测时,启动在线扫描检测装置500,其实时扫描输送线上的烟包,形成图像数据并传输给控制器,控制器根据图像数据进行判断,由于光子射线源21射出的检测光线方向与输送线200的输送方向呈第一夹角θ,其获取图像为根据每个烟包600斜切面的成像,见图9b 所示,其能将叠置的三层烟支中爆珠进行分离成像,可从图像中清晰获取该烟包中是否有未含爆珠的烟支,即可判断该烟包是否合格,若不合格则控制分拣机构700动作,将不合格烟包从输送线200上取走。
[0070]
为更好的检测,避免受环境影响,本实施例还包括包围输送线200用的屏蔽罩,屏蔽罩与在线扫描检测装置500相连且位于在线扫描检测装置500的两侧。具体为:见图1所示,沿输送线200的输送方向,在在线扫描检测装置500的两侧设置左屏蔽罩300、右屏蔽罩400,输送线200穿过左屏蔽罩300、在线扫描检测装置500中的检测通道100、右屏蔽罩400,上述在线扫描检测装置500中的探测器32和光子射线源21分别位于输送线200的两侧,输送线200的输送方向(图1中箭头方向)从右向左,探测器32和光子射线源21分布在输送线 200的前后两侧,本实施例中使光子射线源21射出的检测线以与输送线200呈72
°
角的方式,进
行射出检测,以此最大可能在图像上分离每包香烟中的各层爆珠图像,分离爆珠和烟丝的粘连区域;其也可检测烟包中香烟的支数。
[0071]
本实施例中探测器32和光子射线源21分别位于输送线200的两侧,见图5所示,其可将光子射线源21更靠近输送线200设置,便于接近待检测的烟包,提高成像质量。
[0072]
为便于分拣不合格烟包,本实施例的分拣机构700可以包括气源、与气源相连的吹气管以及收集箱,吹气管的管口与收集箱相对设置且分别位于输送线200的两侧,在吹气管或者气源上设置与上述控制器相连的控制阀,当检测到有不合格的烟包时,控制器控制吹气管吹气,使烟包被吹离输送线,进入收集箱中,以此收集不合格烟包。
[0073]
上述分拣机构可以为其他抓取机构或者拨动机构,只需能在控制器的控制下将不合格的烟包脱离输送线即可。
[0074]
为更好的适应不同规格待检测物的检测,本实施例中光子射线源21射出的检测光线方向与输送线200的输送方向所呈第一夹角θ可调,具体调节方式可为:本实施例还包括调节第一夹角θ大小的角度微调机构,见图4及图5所示,角度微调机构包括第一安装板71、第二安装板61、固定板65和转动芯64,第一安装板71与所述第二安装板61通过连接件72相连,转动芯64转动置于固定板65上,所述固定板65上设有紧固件62,所述第二安装板61与所述转动芯64相连,所述第二安装板61上设有调节孔611,所述紧固件62将第二安装板61 和固定板65紧固且紧固件62在调节孔611中的位置可变,所述探测器组件3固定在第一安装板71上,所述射线源组件2固定在第二安装板61,调节所述第一夹角θ大小时,调节紧固件62、转动转动芯64以带动第二安装板61相对固定板65转动,而第一安装板71与所述第二安装板61固定相连,因此第一安装板71与所述第二安装板61同步转动,即实现了射线源组件2中光子射线源所射出的检测光线也随之转动,即改变了上述第一夹角θ的大小。具体的,本实施例中上述固定板65通过槽钢63焊接定位,上述转动芯64转动置于固定板65 上,其可实现平面转动,在固定板65上焊接多个螺栓(螺栓作为上述紧固件62),在上述第二安装板61设有多个上述调节孔611,所有调节孔611分布在同一圆周上,螺栓穿设在调节孔611中,紧固时拧紧螺栓上的螺母使第二安装板61与固定板65固定,需要转动时拧松螺母,通过转动转动芯64即可使第二安装板61相对固定板65转动,另外,所有调节孔611分布在同一圆周上,其可起到导向作用,实现调节的稳定性。
[0075]
本实施例中射线源组件包括射出x光线的x光球管(即光子射线源21)以及球管架22,球管架22固定在上述第二安装板61上;上述探测器组件包括探测器32以及探测器安装架 31,探测器安装架31固定在上述第一安装板71上,本实施例的第一安装板71支撑在一槽钢 63(其可作成支撑架)上,且槽钢63上设有紧固螺栓,第一安装板71上设有调节孔711,紧固螺栓穿设在调节孔711上,当上述第二安装板61转动时,带动第二安装板71转动,使紧固螺栓在调节孔711的位置改变。本实施例中的光子射线源为玻璃射线源,其主要为一种微剂量、低辐射的x射线源,本实施例选用铍窗射线源,上述探测器可选用分辨率为0.2mm 的高分辨率探测器。
[0076]
为进一步提高成像质量,本实施例中探测器组件3还包括置于探测器32的前方的光处理机构,光处理机构将检测光线转换成平行光线,使探测器32获取所述平行光线,使光线与探测器32上的像元一对一,避免相邻光线被多个像元扫描到,以此影响成像质量。见图8所示,本实施例中采用三个探测器3,均为线阵探测器,上述光处理机构包括依次置于探测
器前方的光栅33和准直器34,本实施例中光栅33为带有光孔的遮光片,其可为一片薄薄的钨合金金属片,在上面形成与x光接收条上的像元尺寸一致、个数相同的光孔,遮光片固定在线阵探测器中x光接收条的前方,且光孔与线阵探测器中x光接收条上的像元一一正对,上述光子射线源穿过待检测物后经准直器34、光栅33呈平行光,被x光接收条上的像元一一捕捉,以此提高成像质量。
[0077]
如图9所示,其中图9a为现有的扫面设备检测香烟爆珠所成图像,其因烟包内具有三层烟支,则三层烟支中的爆珠层叠,图像中的爆珠601无法层次分离,难以判断三层中是否有损坏爆珠或没有爆珠的烟支。而本实施例中的在线扫描检测装置,其光子射线源所发出检测光线与烟包呈斜切面,本实施例中上述第一夹角为大于60
°
的锐角,最优可为65
°
、72
°
、 75
°
或者80
°
,以此照射至烟包600上,使其在烟包600上形成的斜切面与垂直烟包形成的横断面具备上述第二夹角,其形成的图像如图9b所示,其在图像中叠置的三层烟支其中的爆珠601被分离成像,即使其沿烟包输送方向也即烟支长度方向被前后分离,可清楚获知是否有损坏爆珠或没有爆珠的烟支。另外,本实施例还通过在探测器32的前方设置上述光处理机构,以此实现高频率探测器在获取x光射线时,不会因相邻光而影响成像,更进一步提高成像质量。本实施例的控制器对获取的高质量图像数据进行处理,可判断烟支中是否有爆珠,即可判断烟包是否为合格品,以此提高烟包的生产质量。
[0078]
本实施例的在线扫描检测装置其不仅可用于在线扫描检测香烟,其还可用于检测其他具有叠层的物品,其可对每层进行分离成像,以辨别每层的质量。
[0079]
为便于实施在线检测,不增加生产线的长度,本实施例的在线扫描检测装置可以直接跨接在输送线200上,具体可为:见图3及图6所示,上述射线源组件2固定在主机箱1中,所述探测器组件3安装在可拆箱4中,可拆箱4通过连接件41与所述主机箱1固定相连,且可拆箱4和主机箱1相连后形成上述检测通道100。本实施例中连接件41可为上述探测器安装架31,其与上述第一安装板71固定相连,以此实现射线源组件2和探测器组件3的同步旋转。为便于调节上述转动芯64,本实施例中在主机箱1的外部设置一旋转扭,旋转扭与转动芯64相连,转动旋转扭即可带动转动芯64转动。
[0080]
在进行跨线检测时,先将可拆箱4拆下,见图6所示,将主机箱1与输送线200配合,也就是将主机箱1移动至输送线200处,使输送线200位于检测通道中,再将可拆箱4与主机箱1固定相连,见图7所示,以此完成跨线装配,后续可实施在线检测,无需延长生产线,节省检测成本。为适应不同高度规格的待检测物检测,见图3所示,本实施例中主机箱1的底部设有支撑架5,所述支撑架5设有四根支撑腿,每根支撑腿上设有一高度调节机构51,如螺栓机构,通过调整支撑腿的高度,实现光子射线源与探测器的高度调节,也即实现了光子射线源所射出检测光线的水平仰角大小的,以适应不同高度的检测。
[0081]
为适应检测,本实施例中在上述支撑腿的底部设有滚轮,便于整个在线扫描检测装置的移动。本实施例中上述左屏蔽罩300、右屏蔽罩400均在带滚轮的支撑架上,其可便于移动,直接推移至输送线200处,即可与在线扫描检测装置对接,实现在线检测。
[0082]
所以,本实用新型有效克服了现有技术中的种种缺点而具高度产业利用价值。
[0083]
上述实施例仅例示性说明本实用新型的原理及其功效,而非用于限制本实用新型。任何熟悉此技术的人士皆可在不违背本实用新型的精神及范畴下,对上述实施例进行修饰或改变。因此,举凡所属技术领域中具有通常知识者在未脱离本实用新型所揭示的精
神与技术思想下所完成的一切等效修饰或改变,仍应由本实用新型的权利要求所涵盖。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1