一种气溶胶发生制品发烟段装填量定量分析的灯检装置的制作方法
[0001]
本实用新型专利涉及低温加热不燃烧制品生产技术领域,具体涉及一种气溶胶发生制品发烟段装填量定量分析的灯检装置。
背景技术:
[0002]
目前市面上的气溶胶发生制品的发烟段主要有颗粒式、烟丝或薄片式和膏状发烟材料。气溶胶发生制品属于新型烟草制品,其外观结构、成型工艺、发烟机理等均不同于传统卷烟,由于产品的特殊性目前尚没有明确的标准要求,导致市面上的气溶胶发生制品质量参差不齐,尤其是对颗粒式、膏状发烟材料气溶胶发生制品的填充量缺乏相应的检验手段。气溶胶发生源物质装填量的多少会严重影响气溶胶发生制品的发烟效果,影响感官抽吸品质。现有技术中主要通过称重对气溶胶发生制品的填充量进行评价,但由于气溶胶发生制品结构复杂,所用材料较多,重量波动很大,且人工称重的方式劳动强度大、效率低。
[0003]
灯检是一种质量检验的重要手段,目前主要用于药品、食品、化工、农药等行业针对安瓿瓶、西林瓶、口服液的检测。
[0004]
cn 208969019 u公开了一种灯检机,包括减震支脚、设置在减震支脚上的灯检室、设置在灯检内的承载装置,所述承载装置包括电机、登记安胎、连接杆和夹盘,所述电机设置在灯检室内并安装于灯检室的底部,该电机的传动轴与灯检台的几何中心相连接,所述灯检台上表面的中心位置设置有第一检验等,该检验台外侧设置有环绕着第一检验灯的置瓶槽,所述置瓶槽底部设置有第二检验灯和警示灯,所述连接杆设置在灯检台上,该连接杆设置有贯穿整个杆体的空腔,链接杆空腔内设置有第一弹簧,所述第一弹簧一端与灯检台相连接一端与夹盘相连接。该灯检机主要解决人工夹盘、夹瓶不稳定、灯光存在检验阴影盲区的问题。
[0005]
cn 208537445 u公布了一种卧式灯检箱,包括与输送链电机电连接的与桶输送链呈纵向设置的纵向灯检箱及与桶输送链呈平行设置的横向灯检箱,所述横向灯检箱与纵向灯检箱固定连接,所述横向灯检箱下方设有固定支架,所述固定支架通过传动连接的转动摇轮和伸缩螺杆及紧锁螺杆与桶传送链连接,所述纵向及横向灯检箱均设有led平行背光源,所述纵向及横向灯检箱的led平行背光源上均设有至少两条滚桶支架。
[0006]
cn 203299141u公开了一种灯检机,包括灯检箱,所述灯检箱内设有光源,所述灯检箱的顶部设有透明的灯检工作台,所述灯检箱的一侧还设有挡光板,所述挡光板分别与灯检工作台和灯检箱的侧板链接,所述光源位于挡光板的下方。
[0007]
综上,现在的灯检装置主要是用于检查安瓿瓶、西林瓶、口服液中液体中是否有悬浮液,所以其灯检装置的光源都位于检测样品的正下方,光源穿过检测样品,检测者观察检测样品瓶中是否有悬浮杂质。
[0008]
然而,现有技术的灯检装置复杂、成本高、样品量少、无法满足工业化生产需要。更主要的是现有的这种灯检装置并不适用于气溶胶发生制品发烟段装填量的检测,如图1所示,气溶胶发生制品水平躺于检测板上,光源位于检测板下方,并朝向气溶胶发生制品,检
测者从气溶胶发生制品上方观察其发烟段是否全部装填发烟材料,以装填发烟颗粒为例,由于发烟颗粒是不透光的,当发烟段中发烟颗粒装填量在50%以上时,检测者从气溶胶发生制品的发烟段中均看不到透过的发烟颗粒的光,甚至是说,到装填量仅为25%时,检测者也仅能在气溶胶发生制品的发烟段边缘看到非常少量的光。如果采用上述方法检测气溶胶发生制品中发烟段的装填量,直接导致以下问题:1、检测结果不准确,仅能将装填量在50%以下的发烟段检测出来,当装填量等于或大于50%时,在检测者眼中均是装填完全的;2、针对装填量在50%以下的发烟段检测也仅是定性检测,没办法等量准确的确定装填量是多少;3、检测者劳动强度大、检测效率低。
[0009]
除此之外,气溶胶发生制品直径较小,长度又较长,且形状为圆柱体,导致其平躺检测时容易滚动,直立检验易滑倒,需要人工手持被检物,劳动强度大、效率低。因此,需要针对气溶胶发生制品形状,以及装填发烟材料的特殊性,设计一种适用于气溶胶发生制品发烟段装填量的灯检装置。
[0010]
为了解决以上问题,提出本实用新型。
技术实现要素:
[0011]
为解决以上问题,本实用新型提供成本低、操作简单、辨识度高、可批量检验的一种气溶胶发生制品发烟段装填量的灯检装置,可准确辨别气溶胶发生源物质是否填满腔体,便于产品检验。
[0012]
本实用新型第一方面提供一种气溶胶发生制品发烟段装填量定量分析的灯检装置,其包括面光源1、灯检箱2;
[0013]
所述灯检箱2包括外壳21、所述外壳21内部的多个挡片22和由多个所述挡片22划分的多个样品容纳槽23,所述样品容纳槽23内容纳气溶胶发生制品,所述气溶胶发生制品的发烟段内装填发烟颗粒或者发烟膏;
[0014]
所述面光源1可提供水平光束,且穿过所述灯检箱2中容纳的气溶胶发生制品;
[0015]
所述气溶胶发生制品的轴线与水平面的线面夹角为0-90
°
;所述气溶胶发生制品的轴线与所述面光源1提供的水平光束垂直。
[0016]
其中,所述灯检箱2还包括一个外盖,其位于样品容纳槽23外侧,目的是防止样品容纳槽23容纳的气溶胶发生制品掉落。其中外盖为透光材料,选自透明玻璃或透明塑料,以保证所述灯检箱2在关闭外盖后还可以观测到里面的气溶胶发生制品。
[0017]
优选地,所述外壳21为透光材料,选自透明玻璃或透明塑料,以保证光束可以穿过其透到气溶胶发生制品上。
[0018]
优选地,所述挡片22为不透光材料,选自棕色玻璃或深色塑料或金属或陶瓷等,也就是说,灯检箱2不容纳气溶胶发生制品的地方是不透光的,以防止面光源1发出的水平光束刺激检测者的眼睛。
[0019]
优选地,样品容纳槽23尺寸与单个气溶胶发生制品尺寸匹配或者与多个并排的气溶胶发生制品尺寸匹配,以固定气溶胶发生制品。也就是说,样品容纳槽 23的长度、宽度、深度以刚好容纳被测试的气溶胶发生制品为主,或者是样品容纳槽23的长度、宽度、深度以刚好容纳多个依次排列的被测试的气溶胶发生制品为主,其中形成样品容纳槽23的挡片22也分为横向排列和纵向排列的挡片。
[0020]
优选地,所述面光源1为led漫射板灯,该光源广度分布均匀、无频闪、色温稳定,通过外接的调节器随意调节亮度,减低了检测者的疲劳感,提高检验效率。
[0021]
优选地,所述外壳21上具有刻度。
[0022]
采用本实用新型所述的灯检装置对气溶胶发生制品发烟段装填量定量分析的灯检方法,包括以下步骤:
[0023]
(1)将待检测的气溶胶发生制品装填到样品容纳槽23中,然后将所述灯检箱2放置于所述面光源1前方,所述气溶胶发生制品的轴线与水平面的线面夹角为0-90
°
,且所述气溶胶发生制品的轴线与所述面光源1提供的水平光束垂直;
[0024]
(2)打开面光源1,使所述面光源1发出的光束可穿过所述灯检箱2中容纳的气溶胶发生制品,根据气溶胶发生制品的发烟段中不透光区域的阴影面积与发烟段的阴影面积比值计算发烟段装填量;
[0025]
装填量=发烟段中不透光区域的阴影面积/发烟段的阴影面积*100%。
[0026]
其中,检测者朝向面光源且位于灯检箱前方,灯检箱中不容纳气溶胶发生制品的地方是不透光的,以防止面光源1发出的水平光束刺激检测者的眼睛。此外,也可以采用相机拍照后针对照片再分析的方法计算装填量。
[0027]
优选地,所述外壳21上具有刻度,不同刻度与发烟段的不同装填量匹配,通过发烟段中不透光区域水平面所对应的刻度,以及所述气溶胶发生制品的轴线与水平面的线面夹角确定发烟段的装填量。
[0028]
其中,本实用新型中适用于气溶胶发生制品发烟段装填量定量分析的灯检方法为,提供可以固定所述气溶胶发生制品的灯检装置,以及可提供水平光束的面光源;
[0029]
所述灯检装置固定的所述气溶胶发生制品的轴线与水平面的线面夹角为 0-90
°
;所述灯检装置固定的所述气溶胶发生制品的轴线与所述面光源提供的水平光束垂直。
[0030]
线面夹角是指过不平行于平面的直线上一点作平面的垂线,这条直线与平面的交点与原直线与平面的交点的连线与原直线构成的锐角或直角。
[0031]
本申请中所述的气溶胶发生源就是指的装填到气溶胶发生制品发烟段的发烟颗粒或者发烟膏。
[0032]
相对于现有技术,本实用新型具有以下有益效果:
[0033]
1、本实用新型针对气溶胶发生制品形状,以及装填发烟材料的特殊性,首次设计了一种气溶胶发生制品发烟段装填量的灯检装置,可准确辨别气溶胶发生源是否填满腔体,定量确定装填量,便于产品检验,解决了目前行业对气溶胶发生源少填或空填的检验问题。
[0034]
2、本实用新型灯检装置中,灯检箱2可根据实际需求灵活设计检验数量,灯检箱2尺寸可定制,可实现批量产品检验,外壳21、挡片22可拆卸方便操作。此外,样品容纳槽23尺寸与气溶胶发生制品尺寸匹配或者与多个排列的气溶胶发生制品尺寸匹配,以固定气溶胶发生制品。也就是说,样品容纳槽23的长度、宽度、深度以刚好容纳被测试的气溶胶发生制品为主,或者是样品容纳槽23的长度、宽度、深度以刚好容纳多个依次排列的被测试的气溶胶发生制品为主,这样可以保证不管灯检箱2是水平放置还是竖直放置,气溶胶发生制品都可以整齐的放置于样品容纳槽23内,避免人工手持被检测物,节约了人工、提高了检测效率。
[0035]
3、本实用新型灯检装置完美解决了将现有灯检装置用于气溶胶发生制品检测时,当装填量等于或大于50%时,无法准确被检测出的问题。采用本实用新型所述的灯检装置,无论气溶胶发生制品发烟段装填量是多少,都可以准确的被检测出,操作简单、大大提高检验效率,灯检准确率可达100%。
[0036]
4、在本实用新型优选地实施方案中,所述灯检箱2的外壳21上具有刻度,不同刻度与发烟段的不同装填量匹配,通过发烟段中不透光区域水平面所对应的刻度确定发烟段的装填量,即便当所述灯检箱2与水平方向呈一定角度放置时,通过发烟段中不透光区域水平面所对应的刻度以及该角度确定发烟段的装填量。也就是说,本实用新型灯检方法不仅可以定性辨别气溶胶发生源物质是否填满腔体,更关键的是简单快捷定量确定气溶胶发生源的装填量。
[0037]
5、本实用新型灯检装置中,所述挡片22为不透光材料,挡片22不仅可以阻隔形成样品容纳槽23,固定待测试的气溶胶发生制品,其还可以防止面光源1 发出的水平光束刺激检测者的眼睛,减低了检测者的疲劳感,。
[0038]
6、相较与目前通过称重对气溶胶发生制品的填充量进行评价而言,采用本实用新型中的灯检装置,人工强度小、准确率高、效率高。
[0039]
7、本实用新型灯检装置中所述面光源1为led漫射板灯,该光源广度分布均匀、无频闪、色温稳定,通过外接的调节器随意调节亮度,减低了检测者的疲劳感,提高检验效率。
附图说明
[0040]
图1为现有技术灯检装置用于检测气溶胶发生制品时示意图;
[0041]
图2为本实用新型实施例1中灯检装置用于检测气溶胶发生制品时示意图;
[0042]
图3为本实用新型实施例2中灯检装置用于检测气溶胶发生制品时示意图;
[0043]
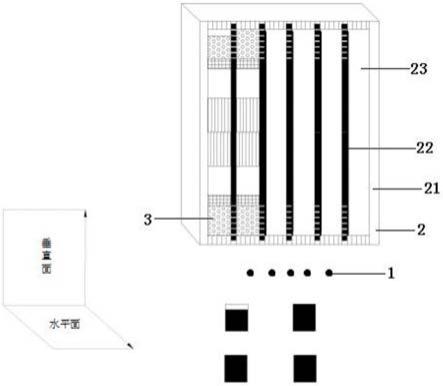
图4为本实用新型实施例1中检测时灯检箱2的结构示意图;
[0044]
图5为本实用新型实施例2中检测时灯检箱2的结构示意图;
[0045]
图6为本实用新型实施例3中检测时灯检箱2的结构示意图;
[0046]
附图标记在附图说明中的名称:1-面光源,2-灯检箱,3-气溶胶发生制品, 21-外壳,22-挡片,23-样品容纳槽,31-发烟段,32-阻隔部件,33-过滤段,34
-ꢀ
空管段。
具体实施方式
[0047]
以下结合实施例和附图对本实用新型做进一步详细说明,实施例仅限于说明本实用新型,而非对本实用新型的限定。
[0048]
以下实施例气溶胶发生源就以发烟颗粒为例,其检测装置和方法同样适用于或者发烟膏。
[0049]
气溶胶发生制品3包括发烟段31、阻隔部件32、空管段34和过滤段33。
[0050]
实施例1
[0051]
本实施例说明一种用于气溶胶发生制品发烟段装填量的灯检方法,定量分析的灯检方法,包括以下步骤:
[0052]
(1)将待检测的气溶胶发生制品装填到样品容纳槽23中,然后将所述灯检箱2放置于所述面光源1前方,所述气溶胶发生制品的轴线与水平面的线面夹角为90
°
,且所述气溶
胶发生制品的轴线与所述面光源1提供的水平光束垂直;如图2和图4所示。
[0053]
(2)打开面光源1,使所述面光源1发出的光束可穿过所述灯检箱2中容纳的气溶胶发生制品,根据气溶胶发生制品的发烟段中不透光区域的阴影面积与发烟段的阴影面积比值计算发烟段装填量;
[0054]
装填量=发烟段中不透光区域的阴影面积/发烟段的阴影面积*100%。
[0055]
进一步的,所述外壳21上具有刻度,不同刻度与发烟段的不同装填量匹配,通过发烟段中不透光区域水平面所对应的刻度确定发烟段的装填量。
[0056]
更直观的说,针对于图4,面光源1产生的水平光束是从纸面里面朝向纸面外的,而检测者即是从纸面外垂直于纸张观察灯检箱2中的气溶胶发生制品。
[0057]
采用上述装置对第一批12支气溶胶发生制品进行检测,为了可以更清楚的看清灯检箱2的结构,图4中仅是画出了样品1-1(第一列自上而下第一支,下同)、样品1-2(第一列自上而下第二支)、样品2-1(第二列自上而下第一支)、样品2-2(第二列自上而下第二支),从图4可以看出,第一批样品中除掉样品 1-1外,其他气溶胶发生制品发烟段31均是装填完整的,装填率在100%,而根据灯检箱2外壳21上的刻度线可以准确看出样品1-1的装填量为80%。
[0058]
实施例2
[0059]
本实施例采用的灯检方法与实施例1一致,区别是所述灯检箱2中容纳的气溶胶发生制品3的轴线与水平面的线面夹角为0
°
,所述面光源1发出的水平光束穿过气溶胶发生制品3,且所述气溶胶发生制品的轴线与所述面光源1提供的水平光束垂直;如图3所示。也就是在实施例1的基础上直接将灯检箱2旋转 90
°
,见图5所示。
[0060]
更直观的说,与图4相同,图5中面光源1产生的水平光束是从纸面里面朝向纸面外的,而检测者即是从纸面外垂直于纸张观察灯检箱2中的气溶胶发生制品。
[0061]
采用上述装置对第二批12支气溶胶发生制品进行检测,为了可以更清楚的看清灯检箱2的结构,图5中仅是画出了样品1-1(第一排左起第一支)、样品 1-2(第一排左起第二支)、样品2-1(第二排左起第一支)、样品2-2(第二排左起第二支),从图5可以看出,第二批样品中除掉样品1-1外,其他气溶胶发生制品发烟段31均是装填完整的,装填率在100%,而根据灯检箱2外壳21上的刻度线可以准确看出样品1-1的装填量为80%。
[0062]
实施例3
[0063]
本实施例采用的灯检方法与实施例1一致,区别是所述灯检箱2中容纳的气溶胶发生制品3的轴线与水平面的线面夹角为60
°
,所述面光源1发出的水平光束穿过气溶胶发生制品3,且所述气溶胶发生制品的轴线与所述面光源1提供的水平光束垂直。也就是在实施例1的基础上直接将灯检箱2旋转30
°
,见图6 所示。
[0064]
更直观的说,与图4相同,图6中面光源1产生的水平光束是从纸面里面朝向纸面外的,而检测者即是从纸面外垂直于纸张观察灯检箱2中的气溶胶发生制品。
[0065]
采用上述装置对第二批12支气溶胶发生制品进行检测,为了可以更清楚的看清灯检箱2的结构,图6中仅是画出了样品1-1(第一列自上而下第一支,下同)、样品1-2(第一列自上而下第二支)、样品2-1(第二列自上而下第一支)、样品2-2(第二列自上而下第二支),从图6可以看出,第三批样品中除掉样品 1-1外,其他气溶胶发生制品发烟段31均是装填完整的,装填率在100%,而根据阴影面积可以计算出出样品1-1的装填量为80%。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1