一种捆绑式工装的制作方法
1.本实用新型涉及压痕分析仪工装技术领域,具体地,涉及一种捆绑式工装。
背景技术:
2.捆绑工装是配合实时压痕分析仪应用于柱形管道上原位检测材料力学性能的一种工装。如,韩国frontics开发的压痕仪器能够在现场验收原始材料质量,在役检测设备及结构件的力学性能,定量分析在役设备的疲劳老化程度,有效评估设备的安全性能和使用寿命,与其压痕仪器配套的有链条夹具(适用于6
‑
22英寸管道及无磁力的大型管道)。这种链条夹具存在的一些不足,如:链条较为笨重,不能够实现无级调速,在小管道切换到大管道测试时就需要换上更长的链条或者是在一开始就需要拖着很长的链条在工作,且需要比较大的空间才能够施展拳脚,有部分机型加上工装超过半米高、甚至接近1 米,所需要带的适配工装的工具就会变得很多。另外,在实践的过程中,无论采用链条还是钢丝绳对管道进行捆绑,在对这个整体施加预紧力的过程中,链条或者钢丝绳会与管道表面产生一个较大的摩擦力,并且管道越大这样的情况表现得就更加的突出,然后还会导致测试仪器左右受力不均,最终测试机器的加载力方向与被测面不垂直,不满足实验的基本要求。
技术实现要素:
3.本实用新型的目的在于提供一种捆绑式工装,以解决上述背景技术中提出的问题。
4.为实现上述目的,本实用新型提供如下技术方案:
5.一种捆绑式工装,包括钢丝绳、用于收紧或放松钢丝绳的收线器、用于固定测试仪器的滑轮扣组件;所述滑轮扣组件包括分别设有滚轮的后滑轮扣组、前滑轮扣组,所述钢丝绳一端固定连接于所述前滑轮扣组上,另一端绕过受测管道、穿过后滑轮扣的滚轮、从受测管道绕回、穿过前滑轮扣组的滚轮,再穿过所述收线器;所述钢丝绳与滑轮扣组件配合,将测试仪器捆绑固定于受测管道外侧,并可均匀加力,所述收线器包括转座、夹线头、钢丝绳、弹簧、收线座、顶套,所述转座、收线座中间设有供钢丝绳穿过的通孔;所述转座右端内侧设有内螺纹;所述收线座右端设有长外牙距、左端外侧设有外螺纹,所述收线座左端与转座右端螺纹连接;所述夹线头由若干个夹片体组成一个朝前的锥形体,夹片之间用于夹固钢丝绳,夹线头设于所述转座和收线座螺纹连接后配合形成的锥形中空位置内;所述弹簧左端与夹线头右端面弹性接触、右端与收线座左端内侧右端面弹性接触;所述顶套左端内侧设有与所述收线座前端相配合的长内牙距。
6.优选的,所述捆绑式工装还包括若干均匀分布受测管道外侧的滑座体组合,所述滑座体组合由连接杆与设于其两端的轴承轮组成,所述连接杆中间设有供钢丝绳穿过的穿绳孔。让钢丝绳穿过可滚动的滑座体组合,这样,在对测试仪器施加预紧力的过程中,钢丝绳不直接与管道表面接触,变成了滚动摩擦,从而大大减小了工装整体与管道表面的摩擦力,从而使得测试仪器左右两边的的受力情况更加均衡,得到的结果更精确。
7.优选的,所述后滑轮扣组、前滑轮扣组分别包括扣板、滚轮,所述扣板上端设有l型挂扣、下端设有u型槽,所述滚轮设于所述u型槽内、通过销轴与所述扣板下端设置的轴孔轴连接;所述前滑轮扣组的扣板下端还开设有定位加力孔、钢丝固定孔位,所述钢丝绳一端固定连接于所述钢丝固定孔位上,另一端穿过所述定位加力孔与所述收线器连接。
8.优选的,所述夹线头由3个夹片体组成一个朝前的锥形体,3个夹片体大小相同,夹线头由3块相同的夹片体组成,由轴用钢丝挡圈26卡在夹片体测面上的u槽内,使得3块夹片体一直保持在一起;为增加与钢丝绳表面的摩擦力,夹线头右端开有小槽,槽的大小和弹簧的线径和直径一般大;夹线头用于夹钢丝孔、设有非圆滑的孔,体现在每个夹片体上的应该为1/3圆的长条劣弧,且有若干条防滑槽。这样,夹线头在使用过程中位置不会发生太大的偏移,在需要送钢丝的时候,只需要把转座逆时针旋转,弹簧通过弹力即可将夹线头推离锥面,则3块夹片体形成的孔会变大,达到送钢丝的目的。
9.优选的,每个夹片体左端有凹槽与万向珠轴孔配合,凸点盘座置于转座内螺纹底部。在转座旋扭的时候,会对夹线头有一个旋转的摩擦力,当摩擦力比较大时会使得整个夹线头旋转,夹紧的情况下会使得整根钢丝一起旋转,钢丝在某一段就会存在很大的内力,钢丝易受损。而凸点盘座的作用则是在转座顺时针旋扭时将夹线头往收线座锥面内推,从而达到夹紧钢丝的目的,故而凸点盘座应材质坚硬。
10.优选的,所述收线器还包括套盖、钢丝套管,所述套盖中通、内置推力轴承,通过紧定螺丝固定连接在所述顶套前端;所述钢丝套管中通、其后端顶设于所述套盖的推力轴承前侧、前端顶设于所述定位加力孔外侧。
11.优选的,所述扣板的l型挂扣的伸出端分别设有2个通孔,测试仪器的上端面设有对应的旋拧有4颗凸球螺丝,2块扣板各自的2个通孔分别与对应的凸球螺丝进行球孔配合。
12.优选的,所述滚轮与销轴之间设有深沟球轴承,所述销轴的伸出端通过垫圈、开口销进行销钉固定。
13.优选的,所述弹簧采用两头磨平的弹簧钢制品。
14.优选的,所述收线器还包括加力杆,所述加力杆前端设有外螺纹,所述转座、收线座的外侧面开设有与所述加力杆前端外螺纹相配合的螺纹孔。
15.优选的,所述测试仪器为枪式测头。
16.优选的,所述捆绑式工装配置有工具箱,工具箱内置有的打磨砂纸。
17.与现有技术相比,本实用新型的有益效果是:本实用新型所述的一种捆绑式工装,通过采用钢丝绳及系列配套的结构,使捆绑式工装在体积和装夹上更小,并可以无级调速,装夹过程简易,对测试仪器的平衡调整上更有优势,在现场复杂的环境或者狭小的一些空间都能够正常的测试,测试完成可以轻松地更换地点再次测试,具有工装体积小、轻巧便携、操作简单等特点。
附图说明
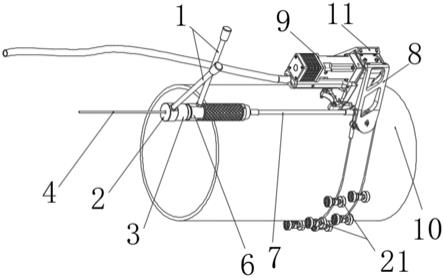
18.图1为本实用新型实施例的整体侧视结构图;
19.图2为本实用新型实施例的整体俯视结构图;
20.图3为本实用新型实施例的前滑轮扣组的侧视结构图;
21.图4为本实用新型实施例的后滑轮扣组的侧视结构图;
22.图5为本实用新型实施例的前滑轮扣组的左视结构图;
23.图6为本实用新型实施例的前滑轮扣组的俯面透视结构图;
24.图7为本实用新型实施例的收线器的正视结构图;
25.图8为图7的a
‑
a剖面结构图;
26.其中:1.加力杆,2.转座,3.夹线头,4.钢丝绳,5.弹簧,6.收线座,7. 钢丝套管,8.扣板,9.枪式测头,10.管道,11.挂扣,12.滚轮,13.深沟球轴承,14.销轴,15.垫圈,16.钢丝拉头,17.开口销,18.推力轴承,19.顶套,20.套盖,21.滑座体组合。
具体实施方式
27.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
28.参照图1至图7所示,一种捆绑式工装,包括钢丝绳4、用于收紧或放松钢丝绳4的收线器、用于固定枪式测头9的滑轮扣组件;所述滑轮扣组件包括分别设有滚轮12的后滑轮扣组、前滑轮扣组,所述钢丝绳4一端固定连接于所述前滑轮扣组上,另一端绕过受测管道10、穿过后滑轮扣组的滚轮12、从受测管道10绕回、穿过前滑轮扣组的滚轮12,再穿过所述收线器;所述钢丝绳4与滑轮扣组件配合,将测试仪器捆绑固定于受测管道10外侧,并可均匀加力。
29.所述捆绑式工装还包括若干均匀分布受测管道10外侧的滑座体组合21,所述滑座体组合21由连接杆与设于其两端的轴承轮组成,所述连接杆中间设有供钢丝绳4穿过的穿绳孔。这里的测试仪器以实时压痕分析仪枪式测头为例进行说明。
30.所述后滑轮扣组、前滑轮扣组分别包括扣板8、滚轮12,所述扣板8上端设有l型挂扣11、下端设有u型槽,所述滚轮12设于所述u型槽内、通过销轴14与所述扣板8下端设置的轴孔轴连接;所述前滑轮扣组的扣板8下端还开设有定位加力孔、钢丝固定孔位,所述钢丝绳4一端固定连接于所述钢丝固定孔位上,另一端穿过所述定位加力孔与所述收线器连接。
31.所述滚轮12与销轴14之间设有深沟球轴承13,所述销轴14的伸出端通过垫圈15、开口销17进行销钉固定。这里深沟球轴承13采用gb/t276
‑
94深沟球轴承634
‑
2z,销轴14采用gb882
‑
88销轴b型4*18(35),垫圈15采用gb/t97.1
‑
2002平垫圈a级4*0.8(钢),开口销17采用gb/t91
‑
2000开口销a型1.6*8(q215)。
32.所述收线器包括转座2、夹线头3、钢丝绳4、弹簧5、收线座6、顶套 19,所述转座2、收线座6中间设有供钢丝绳4穿过的通孔;所述转座2右端内侧设有内螺纹;所述收线座6右端设有长外牙距、左端外侧设有外螺纹,所述收线座6左端与转座2右端螺纹连接;所述夹线头3由若干夹片体组成一个朝前的锥形体,夹片体之间用于夹固钢丝绳4,夹线头3设于所述转座2 和收线座6螺纹连接后配合形成的中空位置内;所述弹簧5左端与夹线头3 右端面弹性接触、右端与收线座6左端内侧右端面弹性接触;所述顶套19左端内侧设有与所述收线座6前端相配合的长内牙距。顶套19采用黄铜顶套19。
33.所述收线器还包括套盖20、钢丝套管7,所述套盖20中通、内置推力轴承18,通过紧定螺丝固定连接在所述顶套19前端;所述钢丝套管7中通、其后端顶设于所述套盖20的推力
轴承18前侧、前端顶设于所述定位加力孔外侧。
34.所述弹簧5采用两头磨平的弹簧钢制品。
35.所述收线器还包括加力杆1,所述加力杆1前端设有外螺纹,所述转座2、收线座6的外侧面开设有与所述加力杆1前端外螺纹相配合的螺纹孔。
36.所述扣板8的l型挂扣11的伸出端分别设有2个通孔,枪式测头9的上端面设有对应的旋拧有4颗凸球螺丝,2块扣板8各自的2个通孔分别与对应的凸球螺丝进行球孔配合。
37.为更好地说明本实用新型,以下结合具体的操作方式对本实施例进行描述:
38.1.在管道10需要检测位置先使用弯头角钻链接打磨盘,从砂纸120目
ꢀ‑
240
‑
400
‑
800目依次打磨好,区域范围直径30mm左右;
39.2.先将钢丝绳4一端固定在前滑轮扣组的钢丝固定孔位,随后穿入一定数量的滑座体组合21,然后钢丝绳4穿过后滑轮扣组的u型槽、滚轮12,再穿入一定数量的滑座体组合21,最后两段钢丝绳4并行排列,再次回到前滑轮扣组的u型槽、滚轮12上,从定位加力孔、钢丝套管7中穿出。将滑轮扣组件挂到所需固定的枪式测头9的凸球螺丝的凸球端上,钢丝绳4再穿过收线器,握住收线器再使劲拽紧钢丝绳4,使得钢丝绳4有一定的收紧力。顺时针旋扭转座2,让夹线头3中心孔不断收缩,对钢丝绳4产生夹紧力。然后摆好滑座体组合21和钢丝绳4的位置,再继续对转座2施加顺时针扭力,直至三片夹片体夹死钢丝绳4。此时,即可通过旋扭黄铜顶套19,增加钢丝套管7 到夹线头3的距离达到拽紧钢丝绳4的目的。夹线头3对钢丝绳4的拉力传递到滑轮扣组件上,再由凸球螺丝传递到所需固定的枪式测头9上,最终起到稳定刚性的固定作用。
40.3.安装好硬件的部分,则可以按标准的测试标准,打开软件,按需求对测试点命名,开始正常的检测阶段。
41.检测完成后,通过两个加力杆1松开转座2和收线座6,扶好枪式测头9,钢丝绳4松回来一些即可取下一边的滑轮扣组件,然后卸下枪式测头9放回控制箱中,最后即可将整个捆绑工装直接收拾起来,测试即完成,可往下一个测试点移动。
42.本实施例中,枪式测头9高度为135mm,扣上工装后的高度不超过150mm,在不少现场管道10或者弯头位置不会有那么宽裕的空间提更给我们,所以在体积上我们是占尽了优势,在狭小的作业空间上我们也是有很大的发挥空间。其测试场景:管道10外和柱面工况,外径150~800mm。管壁厚度>2mm,包括弯头、焊缝、热影响区等。
43.捆绑式工装4.8kg,配置有工具箱,内置相应的打磨和辅助工具。
44.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1