一种新型汽车压铸件轨道式检具的制作方法
1.本实用新型涉及检测工具技术领域,特别是涉及一种新型汽车压铸件轨道式检具。
背景技术:
2.随着工业水平不断发展,汽车零部件的结构复杂化,多样化发展,汽车零部件压铸工序不能保证图纸要求,产品多面多角度机械切削加工才能满足客户装配要求;然而现有传统的位置检具不能同时对产品多面加工位置度的孔位进行检测,需通过多个位置检具与多次装夹才能满足检验要求,造成检测成本高,检测效率低。
技术实现要素:
3.为了克服现有技术的不足,本实用新型目的在于提供一种新型汽车压铸件轨道式检具,使底板与滑板之间采用导轨式结构设计,通过在底板的产品检测区内设置第一检测装置,在滑板上设置第二检测装置;先通过第一检测装置检测产品下表面和侧面的孔位位置度尺寸(此时滑板位于非产品检测区的上方),然后再通过第二检测装置检测产品上表面的孔位位置度尺寸(此时滑板位于产品的正上方),从而通过单个检具与单次装夹即可实现产品多面加工位置度的检测,提高检测效率,降低了制造成本。
4.为解决上述问题,本实用新型所采用的技术方案如下:
5.一种新型汽车压铸件轨道式检具,包括底板和滑板,其特征在于,所述底板呈矩形,矩形的短边上分别设置有模板座,所述模板座与矩形的短边平行设置;所述模板座的上表面设置有滑轨;所述滑轨上设置有滑块;所述滑板下表面与滑块固定连接;所述滑块可沿滑轨带动滑板相对底板前后滑动;
6.所述底板上从前至后分别设置有产品检测区和非产品检测区;所述产品检测区上设置有产品;所述产品检测区上设置有压钳和第一检测装置;所述压钳设置有若干个,分别位于产品检测区的四周;所述压钳用于固定产品;所述第一检测装置用于检测产品下表面和侧面的孔位位置度尺寸;
7.所述滑板上设置有第二检测装置;所述第二检测装置用于检测产品上表面的孔位位置度尺寸。
8.优选的,所述第一检测装置包括第一下测量套和第二下测量套;所述第一下测量套设置有若干个,用于检测产品下表面孔位位置度尺寸;所述第二下测量套设置有若干个,用于检测产品侧面的孔位位置度尺寸;
9.所述第二检测装置包括若干个上测量套,所述滑板位于上测量套的套孔处开设有通孔。
10.优选的,所述第一检测装置和第二检测装置还包括测量棒,所述测量棒设置有若干个,可分别与第一下测量套、第二下测量套和上测量套配合。
11.优选的,所述滑板上还设置有两个或以上用于限制滑板相对底板滑动的限位装
置;所述限位装置包括设置于滑板上的上限位销套、设置于底板上的下限位销套以及限位销棒;所述上限位销套与下限位销套同轴设置。
12.优选的,所述滑轨的两端设置有限位块;所述限位块上设置有限程钉。
13.优选的,所述底板的一侧设置有放置架;所述放置架用于放置限位销棒和测量棒。
14.优选的,所述滑板上设置有拉手;所述底板的下表面四周设置有支撑脚。
15.相比现有技术,本实用新型的有益效果在于:
16.该实用新型使底板与滑板之间采用导轨式结构设计,通过在底板的产品检测区内设置第一检测装置,在滑板上设置第二检测装置;先通过第一检测装置检测产品下表面和侧面的孔位位置度尺寸(此时滑板位于非产品检测区的上方),然后再通过第二检测装置检测产品上表面的孔位位置度尺寸(此时滑板位于产品的正上方),从而通过单个检具与单次装夹即可实现产品多面加工位置度的检测,提高检测效率,降低了制造成本。
附图说明
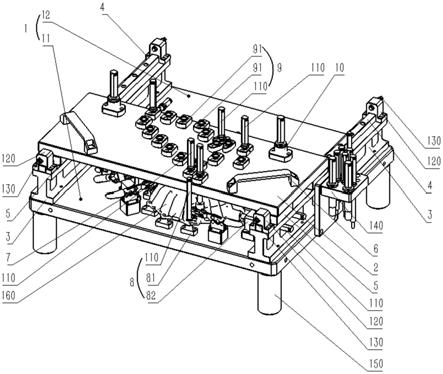
17.图1为本实用新型的立体结构示意图;
18.图2为本实用新型的后视图;
19.其中:底板1、滑板2、模板座3、滑轨4、滑块5、拉手6、压钳7、第一检测装置8、第二检测装置9、限位装置10、产品检测区11、非产品检测区12、第一下测量套81、第二下测量套82、上测量套91、上限位销套101、下限位销套102、限位销棒103、测量棒110、限位块120、限程钉130、放置架140、支撑脚150、产品 160。
具体实施方式
20.为了便于理解本实用新型,下面将参照相关附图对本实用新型进行更全面的描述。附图中给出了本实用新型的较佳的实施例。但是,本实用新型可以以许多不同的形式来实现,并不限于本文所描述的实施例。相反地,提供这些实施例的目的是使对本实用新型的公开内容的理解更加透彻全面。
21.需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本文所使用的术语“垂直的”、“水平的”、“左”、“右”、“上”、“下”、“前”、“后”以及类似的表述只是为了说明的目的。
22.除非另有定义,本文所使用的所有的技术和科学术语与属于本实用新型的技术领域的技术人员通常理解的含义相同。本文中在本实用新型的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本实用新型。本文所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
23.下面,结合附图以及具体实施方式,对本实用新型做进一步描述:
24.如图1、2所示,一种新型汽车压铸件轨道式检具,包括底板1和滑板2,其特征在于,所述底板1呈矩形,矩形的短边上分别设置有模板座3,所述模板座3与矩形的短边平行设置;所述模板座3的上表面设置有滑轨4;所述滑轨4 上设置有滑块5;所述滑板2下表面与滑块5固定连接;所述滑块5可沿滑轨4 带动滑板2相对底板1前后滑动。
25.所述底板1上从前至后分别设置有产品检测区11和非产品检测区12;所述产品检
测区11上设置有产品160;所述产品检测区11上设置有压钳7和第一检测装置8;所述压钳7设置有若干个,分别位于产品检测区11的四周;所述压钳7用于固定产品;所述第一检测装置8用于检测产品160下表面和侧面的孔位位置度尺寸。
26.所述滑板2上设置有第二检测装置9;所述第二检测装置9用于检测产品160 上表面的孔位位置度尺寸。
27.在该实施例中,该检具的使用步骤如下:
28.步骤一:将滑板2移至底板1的非产品检验区12的正上方,然后将产品160 放置产品检验区11上。
29.步骤二:在定位销柱的作用下使产品160在产品检测区11内进行定位,然后通过压钳7将产品160固定在产品检测区11上。
30.步骤三:通过第一检测装置8检测产品160下表面和侧面的孔位位置度尺寸。
31.步骤四:步骤三的检测确认ok后,将滑板2沿着滑轨4移动到产品检测区的正上方(即产品的正上方),然后通过第二检测装置9检测产品160上表面的孔位位置度尺寸,该装置的结构,只需通过单个检具单次装夹,即可完成产品多面加工位置度的检测检测过程操作方便,提高检测效率,降低了制造成本。
32.进一步的,如图1、2所示,所述第一检测装置8包括第一下测量套81和第二下测量套82;所述第一下测量套81设置有若干个,用于检测产品160下表面孔位位置度尺寸;所述第二下测量套82设置有若干个,用于检测产品160侧面的孔位位置度尺寸。
33.所述第二检测装置9包括若干个上测量套91,所述滑板2位于上测量套91 的套孔处开设有通孔。
34.进一步的,如图1、2所示,所述第一检测装置8和第二检测装置9还包括测量棒110,所述测量棒110设置有若干个,可分别与第一下测量套81、第二下测量套82和上测量套91配合。
35.在该实施例中,所述第一下测量套81、第二下测量套82和上测量套91的套孔孔径设置有多种尺寸规格,具体根据产品的要求设计,同理所述测量棒110 也设置有多种尺寸规格。
36.进一步的,如图1、2所示,所述滑板2上还设置有两个或以上用于限制滑板2相对底板1滑动的限位装置10;所述限位装置10包括设置于滑板2上的上限位销套101、设置于底板1上的下限位销套102以及限位销棒103;所述上限位销套101与下限位销套102同轴设置。
37.进一步的,如图1、2所示,所述滑轨4的两端设置有限位块120;所述限位块120上设置有限程钉130;通过限位块120和限程钉130的设置可以确保滑板2在有效的行程内滑动,同时起到一定的缓冲作用,防止滑板2滑动过程中力度过大撞击滑轨4。
38.进一步的,如图1、2所示,所述底板1的一侧设置有放置架140;所述放置架140用于放置限位销棒103和测量棒110。
39.进一步的,如图1、2所示,所述滑板2上设置有拉手6;所述底板1的下表面四周设置有支撑脚150。
40.对本领域的技术人员来说,可根据以上描述的技术方案以及构思,做出其它各种相应的改变以及形变,而所有的这些改变以及形变都应该属于本实用新型专利权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1