使用热图像感测的焊接部分检查方法与流程
1.本技术要求享有于2019年11月27日提交的韩国专利申请第2019
‑
0153866号的优先权权益,在此通过引用将该申请的公开内容整体并入本文。
2.本发明涉及使用热图像感测的焊接部分检查方法,更特定地,涉及能够通过热图像感测焊接部分的温度升高和降低模式并基于分析结果确定焊接部分是否有缺陷的使用热图像感测的焊接部分检查方法。
背景技术:
3.随着诸如移动电话、膝上型计算机、摄像机及数码相机等移动装置的技术发展以及对移动装置的需求增加,已对能够充放电的二次电池进行了积极的研究。此外,二次电池是替代引起空气污染的化石燃料的能量源,已被应用于电动车辆(ev)、混合动力车辆(hev)和插电式混合动力车辆(p
‑
hev),因此开发二次电池的必要性不断增大。
4.当前市售的二次电池有镍镉电池、镍氢电池、镍锌电池和锂二次电池。在这些电池当中,锂二次电池受到关注,因为与镍基二次电池相比,锂二次电池几乎没有记忆效应,由此锂二次电池能够自由地充放电、具有非常低的自放电率并且具有高能量密度。
5.同时,在用于小型装置的二次电池中设置数个电池单元,而在车辆中使用包括彼此电连接的多个电池单元的电池模块。由于多个电池单元彼此串联及并联连接,因此电池模块的容量和输出增大。汇流排被用于电池单元之间的电连接。
6.汇流排和电池单元的引线通常通过焊接而彼此连接,因为汇流排和引线中的每一者均是导电金属。
7.从常规来看,在它们之间进行焊接时,没有用于检测诸如不良焊接和过焊接的全部焊接缺陷的技术,因此焊接品质的提升受到限制。也就是说,在电阻焊接之后执行肉眼检查的情况中,可以对过焊接进行部分检测,但不能对不良焊接进行检测。对于焊接部分被拉扯以便检测未焊接的黏贴检查,可以对不良焊接进行部分检测或对未焊接进行检测。然而,在该情况中,力被直接施加到引线或汇流排,由此可能损坏电池单元。
8.日本专利申请公开案第2000
‑
131254号公开了与接片端子构件和汇流排的图案部相关的技术,接片端子构件和汇流排的图案部是焊接于彼此的两个金属构件,该技术能够使用加热夹具固持接片端子构件的前端,经由焊接部将热从接片端子构件传递到汇流排的图案部,以使用辐射温度计测量汇流排的图案部的后表面的最大温度或温度分布,并将所测量的最大温度或具有预定温度或更高温度的区域的面积与提前获得的比较值进行比较,以确定焊接部分是否有缺陷。
9.该现有技术文件具有可在一定程度上确定焊接部分是否有缺陷而无需损坏焊接部分的优点。然而,用于热传递的单独设备和电力是必需的。结果,存在检查设备复杂化并且基于该检查设备的检查成本增加的问题。
10.(现有技术文件)
11.(专利文件1)日本专利申请公开案第2000
‑
131254号
技术实现要素:
12.技术问题
13.鉴于上述问题而做出本发明,本发明的目的是提供一种能够准确地确定焊接部分是否有缺陷的焊接部分检查方法。
14.本发明的另一目的是提供一种能够确定焊接部分是否有缺陷而无需单独的外部电力的焊接部分检查方法。
15.本发明的又一目的是提供一种使用简单设备的焊接部分检查方法。
16.技术方案
17.为了实现上述目的,本发明提供一种检查电池单元的引线部与汇流排之间的焊接部分的方法,其中使用焦耳热加热焊接部分(300)并基于焊接部分(300)的温度升高模式来确定焊接部分(300)是否有缺陷。
18.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,可通过从焊接到汇流排(200)的电池单元(100)供应的电流产生焦耳热。
19.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,电池单元(100)在装运之前可处于包封状态。
20.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,被加热的焊接部分(300)可冷却并可基于焊接部分(300)的温度降低模式确定焊接部分(300)是否有缺陷。
21.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,可通过终止从电池单元(100)供应电流来执行所述冷却。
22.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,温度升高模式可以是以下至少之一:温度到达特定温度为止所花费的时间、随时间的温度升高速率和最大温度。
23.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,温度降低模式可以是以下至少之一:温度从预订温度到达初始温度为止所花费的时间和随时间的温度降低速率。
24.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,可针对焊接部分和焊接部分的相邻区域设定温度升高模式和/或温度降低模式,焊接部分和焊接部分的相邻区域被分成预定数量的区域。
25.另外,根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法可包括:焊接两个或更多个电池单元(100)的引线部(110)和汇流排(200)以形成焊接部分(300)的第一步骤;导通开关以使电池单元(100)彼此电连接的第二步骤;持续测量每一个焊接部分(300)的温度变化的第三步骤;和基于温度变化的结果确定每一个焊接部分(300)是否有缺陷的第四步骤。
26.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,第二步骤可在电池单元(100)被放电后维持预定时间。
27.另外,在根据本发明的检查电池单元的引线部与汇流排之间的焊接部分的方法中,可执行第三步骤直到电池单元(100)被放电。
28.有益效果
29.根据本发明的使用热图像感测的焊接部分检查方法具有以下优点:同时考虑焊接部分的热产生特性和冷却特性来确定焊接部分是否有缺陷,由此可进行更准确的判定。
30.此外,根据本发明的使用热图像感测的焊接部分检查方法具有以下优点:使用待被检查的电池单元本身的电力,由此无需单独的电力,此外可将用于检查的附属设备的数量减至最少。
附图说明
31.图1是示出根据本发明第一优选实施方式的用于焊接部分检查的构造的视图。
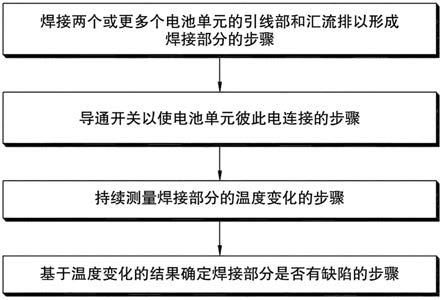
32.图2是示出根据本发明第一优选实施方式的焊接部分检查方法的流程图。
33.图3是示出在施加电流时焊接部分的热产生机制的概略图。
34.图4是示出在施加电流或电流终止时焊接部分的温度变化的概略图。
35.图5是示出在包括焊接部分的相邻区域中的温度分布图像结果的示例的视图。
36.图6是示出根据本发明第二优选实施方式的用于焊接部分检查的构造的视图。
具体实施方式
37.在本技术中,应理解的是,术语“包括”、“具有”、“包含”等说明存在所记载的特征、数量、步骤、操作、元件、部件或其组合,但不排除存在或增加一个或多个其他特征、数量、步骤、操作、元件、部件或其组合。
38.此外,在所有附图中将使用相同附图标记来表示执行相似功能或操作的部件。在说明书中将一个部件描述为连接至另一部件的情况中,该一个部件不仅可直接连接到另一部件,而且该一个部件可经由其它部件间接连接到另一部件。此外,包括某一元件并非意指排除其他元件,而是意指可另外包括这些元件,除非另有说明。
39.下面将描述根据本发明的使用热图像感测的焊接部分检查方法。
40.图1是示出根据本发明第一优选实施方式的用于焊接部分检查的构造的视图。参照图1,提供了从两个电池单元100的每一者延伸的引线部110、被配置为将引线部110彼此电连接的汇流排200、被配置为将每个引线部110与汇流排200彼此固定的焊接部分300、和被配置为测量焊接部分300的温度变化的热成像相机500。
41.两个电池单元100是为了进行产品装运而待检查以便确定各种性能,诸如与焊接部分有关的性能的电池。汇流排200的一侧连接至从一个电池单元100延伸的负极引线,汇流排200的另一侧连接至从另一电池单元100延伸的正极引线,由此电池单元100可彼此电连接。
42.通常,由金属制成的每个引线部110和汇流排200通过诸如电阻焊接之类的焊接而彼此连接。此时,焊接部分300被形成为从引线部110延伸至汇流排200。
43.同时,开关400被设置在电池单元100的未连接至汇流排200的引线部之间,即设置在位于图1的左侧的电池单元100的正极引线与位于图1的右侧的电池单元100的负极引线之间。开关被配置为执行其间的电连接或中断。
44.此外,热成像相机500被安装在焊接部分300附近,每一个焊接部分300将相应的一个引线部110和汇流排200彼此固定。热成像相机是被配置为监测及检测热度并使用基于温度的不同的颜色来表达热度的相机,这是各领域所熟知的技术,因此将省略热成像相机的
操作原理或功能的详细描述。
45.下面,将基于图1所示的用于焊接部分检查的构造来描述焊接部分检查方法。图2是示出根据本发明第一优选实施方式的焊接部分检查方法的流程图,图3是示出在施加电流时焊接部分的热产生机制的概略图,图4是示出在施加电流或电流终止时焊接部分的温度变化的概略图,图5是示出在包括焊接部分的相邻区域中的温度分布图像结果的示例的视图。
46.根据本发明的焊接部分检查方法包括焊接两个或更多个电池单元100的引线部110和汇流排200以形成焊接部分300的第一步骤,导通开关以使电池单元100彼此电连接的第二步骤,持续测量每一个焊接部分300的温度变化的第三步骤,和基于温度变化的结果确定每一个焊接部分300是否有缺陷的第四步骤。
47.参照图1详细描述了第一步骤,因此,将省略其重复描述。
48.第二步骤是导通开关400以使电池单元100彼此电连接的步骤。此时,从每个焊接部分300产生热。
49.如图3所示,关于热产生,从一个电池单元100的负极端子供应的电子e经由汇流排200移动到另一电池单元100的正极端子。此时,由于不同金属间的耦接及其结构改变造成的电阻,在每个焊接部分300中产生由等式1表示的焦耳热。
50.等式1)q=i2×
r
×
t
51.这里,q表示焦耳热,i表示电流,r表示电阻,t表示时间。
52.同时,尽管可以使用单独的外部电源作为被配置为在每个焊接部分300中产生焦耳热的电源,但优选使用直接连接至汇流排200的电池单元的电力。
53.通常,在注入电解质溶液之后,通过激活步骤完成电池单元100。此时,电池单元100充有预定量的电力,因此使用该电力是有利的。也就是说,在使用外部电源时,不仅需要单独的电源,而且需要用于外部电源与汇流排200之间的电连接的额外配线。相比之下,在使用连接至汇流排200的电池单元100中所充的电力的情况中,可克服上述问题。
54.如图4所示,当每个电池单元100中所充的电流流出时,随电流施加时间的增加,焊接部分300的温度因产生的热而升高。当电池单元100被放电后,不再流动电流,由此焊接部分300的温度降低。
55.测量每一个焊接部分300的温度变化的第三步骤可与将电池单元100彼此电连接的第二步骤同时执行。
56.为了测量温度变化,使用热成像相机500电子扫描焊接部分300附近的热辐射能量,以基于电流施加时间为每个位置创建温度分布数据。
57.也就是说,如图5所示,包括焊接部分的周围区域的温度分布成多个单位区域,并获得每个区域的温度数据。
58.最后,在基于温度变化的结果确定每一个焊接部分300是否有缺陷的第四步骤中,通过比较来确定温度变化是否在正常范围内。
59.作为示例,参照图4,在电流流动时测量的温度值在正常范围内升高(图4的区域a)的情况中,确定焊接部分300被正常焊接。相反,在温度值升高时偏离正常范围的情况中,确定焊接部分300是有缺陷的。
60.另外,在电池单元100被完全放电后,使加热的焊接部分300冷却达预定时间。以相
同方式,通过比较来确定所测量的焊接部分300的温度降低模式是否在正常范围内变化(图4的区域b),以便确定焊接部分是否有缺陷。
61.当因电流施加而进行被迫加热,导致在短时间内累积内部热时,出现温度升高,而冷却是累积的热自然传输到内部/外部的现象。
62.特别地,在冷却过程中,根据焊接部分的内部结构,诸如焊接部分的表面状态、孔、晶粒尺寸以及形成结构,通过表面进行的对流、辐射和内传导可具有不同冷却模式。因而,可基于冷却时的温度降低模式来确定焊接部分的状态。
63.同时,温度升高模式的具体示例可以是温度到达特定温度为止所花费的时间、温度升高速率(温度/时间的变化)或最大温度。此外,冷却模式可以是温度从最大温度到达原始温度为止所花费的时间或温度降低速率(温度/时间的变化)。
64.在温度升高模式和冷却模式的每一个的具体示例中,优选同时利用单一因素或多个因素。特别地,更优选将这些因素应用于图5所示的多个划分区域中的全部划分区域。
65.当然,显然将焊接部分的温度变化分布结果与通常所执行的用于检测焊接缺陷的肉眼检查和黏贴检查配合在一起,以便确保焊接部分的温度变化结果处于正常状态。
66.图6是示出根据本发明第二优选实施方式的用于焊接部分检查的构造的视图。
67.除了四个电池单元100彼此串联连接以及使用三个汇流排200以将相邻电池单元100彼此电连接之外,第二实施方式与第一实施方式相同。
68.也就是说,开关400被连接以使电流流动,使用热成像相机500扫描每个汇流排200中形成的焊接部分300,并且分析温度数据,由此可确定特定汇流排200中形成的焊接部分300是否有缺陷。
69.尽管在该图中示出使用了单个热成像相机500,但可使用多个热成像相机500。
70.尽管已详细描述了本发明的特定细节,但本领域技术人员将理解,本发明的详细描述仅公开了本发明的优选实施方式,因此并不限制本发明的范围。因此,本领域技术人员将理解,在不背离本发明的分类和技术思想的情况下,可产生各种改变和修改,并且将显而易见的是,这些改变和修改落在所附权利要求书的范围内。
71.(附图标记描述)
72.100:电池单元
73.110:引线部
74.200:汇流排
75.300:焊接部分
76.400:开关
77.500:热成像相机
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1