厚度测量系统和方法与流程
厚度测量系统和方法
1.本技术要求于2019年6月24日提交的美国临时专利申请no.62/865,903的优先权。
2.发明的背景
3.本发明总体上涉及工业设备维护和维修领域。更具体地,本发明涉及用于测量耐磨衬垫厚度的装置、系统和方法。
4.工业设备,包括但不限于储罐和斜槽,在设备的寿命期间会受到巨大的磨损损坏。例如,在采矿作业中,当岩石和沉积物通过斜槽输送到储罐中时,会发生磨损损坏。岩石和沉积物对采矿设备的磨损表面产生直接的剪切/摩擦冲击。为了保护和加强设备的磨损表面,耐磨衬垫或耐磨板通常安装在磨损表面上。耐磨衬垫或耐磨板可以焊接到原始铸造设备上,或者可以通过螺栓或类似紧固件可拆卸地固定。
5.耐磨衬垫和耐磨板的寿命有限,必须在磨损太薄和损坏设备本身之前更换。因此,有必要对设备进行适当的维护,以保持耐磨衬垫或耐磨板厚度的精确测量。厚度测量有助于指导何时更换耐磨衬垫以防止损坏或破坏储罐的支撑结构、输送和传送斜槽及其部件。有缺陷或磨损的耐磨衬垫会导致生产停机时间、生产率损失和潜在的安全隐患。
6.厚度测量值目前是通过外部耐磨板表面上的手动活动获得的。这些测量通常使用手持式超声换能器装置进行。声能可以在宽的频谱上产生。可听见的声音出现在相对较低的频率范围内,其上限约为每秒20000个周期(20khz)。频率越高,我们感知到的音调就越高。超声波是一种频率更高、超出人类听觉极限的声能。大多数超声波测试是在500khz和20mhz之间的频率范围内进行的,尽管一些专用仪器下降到50khz或更低,而一些高达100mhz。无论频率如何,声能都是由一种有组织的机械振动模式组成的,根据波动物理的基本定律,这些机械振动在空气或钢等介质中传播。
7.超声波厚度测量仪的工作原理是非常精确地测量由一种称为超声波换能器的小型探针产生的声脉冲穿过测试件并从内表面或远壁反射回来所需的时间。由于声波从不同材料之间的边界反射,这种测量通常以“脉冲/回声”模式从一侧进行。
8.换能器包含压电元件,该压电元件由短电脉冲激励以产生超声波脉冲。声波被耦合到测试材料中并穿过测试材料,直到声波遇到后壁或其他边界。反射然后传播回换能器,换能器将声能转换回电能。本质上,测量仪监听来自相对侧的回声。典型地,该时间间隔仅为几微秒。利用测试材料中的声速对测量仪进行编程,然后利用该声速可以使用简单的数学关系来计算厚度:
9.t=(v)x(t/2)
10.其中,
11.t=零件的厚度
12.v=测试材料中的声速
13.t=测得的往返渡越时间
14.值得注意的是,测试材料中的声速是该计算的重要部分。不同的材料以不同的速度传输声波,通常在硬材料中具有较快的速度,在软材料中具有较慢的速度,并且声速可以随温度显著改变。因此,总是有必要根据被测材料中的声速来校准超声波厚度测量仪,并且
精度依赖于这种校准。
15.兆赫范围内的声波不能有效地通过空气传播,因此在换能器和测试件之间使用一滴耦合液体,以实现良好的声音传输。常见的耦合流体材料是甘油、丙二醇、水、油和凝胶。只需要少量,刚好足以填充否则将存在于换能器和目标之间的极薄气隙。耦合流体必须对于传感器的预期寿命(即,当耐磨板磨损并且需要更换时)保持有效。
16.通过当前的超声换能器装置进行的这些手动测量是耗时的、劳动密集型的,可能需要特殊的设备并且由于耐磨衬垫处于有限的空间或异常的高度而允许。本发明试图通过提供装置、系统和方法来克服现有技术的这些缺点,以自动化和简化耐磨衬垫/板厚度测量。
技术实现要素:
17.本文提供了用于测量壁的状况的装置、系统和方法,所述装置、系统和方法可以例如用于测量耐磨板或耐磨衬垫的厚度和/或温度。在此描述的实施方式中的至少一些的优点是,所述系统允许对耐磨板进行厚度测量并进行通信,而不需要额外的人力和资源或将人置于危险中。
18.在第一实施方式中,所述系统包括耦接到耐磨板的非耐磨侧的至少一个厚度传感器装置,该至少一个厚度传感器装置通信耦接或电耦接到电源,并且该至少一个厚度传感器装置通信地耦接到数据采集装置。
19.在第二实施方式中,测量耐磨衬垫厚度的方法可包括将至少一个传感器装置耦接到耐磨衬垫和将壳体物理耦接到耐磨衬垫的非耐磨侧的步骤。所述壳体支撑通信电路,所述通信电路能够操作地耦接以接收表示由所述至少一个传感器装置执行的测量的测量数据。所述方法还包括将耐磨衬垫耦接到工业设备件上,并确保壳体在工业设备件的壁和耐磨衬垫的耐磨表面之间的位置。所述方法还包括对至少一个传感器装置通电,以及使用数据采集装置从通信电路采集测量数据。
20.方法、系统和设备在下面的描述中部分地阐述,并且部分地从描述中将是显而易见的,或者可以通过方法、设备和系统的实践来学习。方法、设备和系统的优点将通过所附权利要求中特别指出的元件和组合来实现和获得。应当理解,上述一般描述和以下详细描述仅是示例性和说明性的,而不是对所要求保护的方法、设备和系统的限制。
附图说明
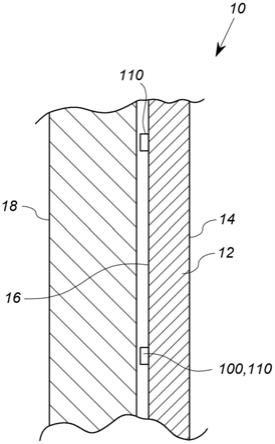
21.图1示出了附接到工业设备件的壁的根据第一实施方式的示例性系统的局部剖视图;
22.图2示出了可用于图1的系统中的示例性传感器单元的示意图;
23.图3示出了图2的传感器单元的侧视平面图;
24.图4示出了由图2的传感器单元的处理电路执行的步骤的流程图;
25.图5示出了图1的系统的分解代表性透视图;
26.图6示出了向远程装置提供数据的图1的系统的代表性透视图;
27.图7示出了提供rf信号以向图1的系统的传感器单元供电的图1的系统的代表性透视图;以及
28.图8示出了获得壁或耐磨板的测量值的示例性方法的流程图。
具体实施方式
29.图1示出了根据第一实施方式的附接到基板18的示例性系统10的局部剖视图,基板18为工业设备件的壁的形式。系统10包括设置在耐磨板或耐磨衬垫12上的多个传感器单元100。耐磨衬垫12包括耐磨表面14和相对的非耐磨表面16。耐磨衬垫12耦接到基板18,使得非耐磨表面16邻近基板18并面向基板18。耐磨表面14设置成接收工作材料,使得耐磨衬垫12操作以保护基板18免受工作材料的损坏。
30.如以下将结合图3进一步详细论述的,多个传感器单元100中的每一个包括通信耦接或电耦接到电源(图1中未示出)并且通信地耦接到数据采集装置(也未在图1中示出)的至少一个状态传感器装置。如下文还将详细论述的,多个传感器单元的每个状态传感器装置物理地耦接到耐磨衬垫12,并且在一个实施方式中设置在非耐磨表面16上。
31.术语“耐磨衬垫”和“耐磨板”在本说明书中可互换地使用,并且两者都指应用于工业设备的耐磨表面的保护层。还应当注意的是,本说明书中使用的工业设备可以以斜槽、储槽和其他设备为例,包括但不限于料斗、输送机、起重器梯架和灰筛杆。
32.图2示出了图1的系统10的传感器单元100的示例性实施方式的示意图。如图2所示,传感器单元100可以包括厚度测量传感器102、通信装置或电路104、天线106、温度传感器108、壳体110、处理器114和存储器电路114a。
33.厚度测量传感器102是能够操作地连接以在能够操作地耦接到耐磨衬垫12时产生关于耐磨衬垫12的厚度信息的装置。在该实施方式中,厚度测量传感器支撑在壳体110上或壳体110中,并且可以包括但不限于单侧无损感测技术,例如超声换能器、干接触超声传感器或电磁换能器。在其他实施方式中,厚度测量传感器102可以是接触式探针或其他形式的非接触式探针。
34.在该实施方式中,温度传感器108被配置成产生对应于或表示耐磨衬垫12的温度的测量值。温度传感器108设置在壳体110上,并且可以适当地为热电偶、温度计、热敏电阻或电阻温度检测器(rtd)。然而,应当理解,其他实施方式可以不包括温度传感器108。
35.通信装置104可以包括能够发送和接收带宽的无线电设备和天线106,带宽包括但不限于蓝牙、wi-fi、rfid、蜂窝或lora。另外,通信装置104被配置为广播表示厚度测量传感器102获取的厚度信息的厚度测量数据。在一些实施方式中,厚度传感器装置102不经由无线电波进行通信,而是通过被配置为延伸到耐磨衬垫12和基板表面18之外的扩展物理数据采集端口116进行通信。通信装置104还可以被配置为传送表示由温度传感器108获取的温度信息的温度测量数据。
36.图3示出了图2的传感器单元100的侧视平面图。在该实施方式中,壳体110是可压缩壳体110,其具有粘合剂112,粘合剂112被配置成将传感器单元100,并且在该实施方式中,将传感器装置102固定到耐磨衬垫12的非耐磨侧16。在其他实施方式中,传感器装置102和/或传感器单元100可通过另一紧固机构(例如螺钉、螺栓、磁体、钩和闩锁或卡扣)固定到耐磨衬垫的非磨损侧16。壳体110具有相对薄的主体,该主体设置在基板18和耐磨衬垫12之间,使得传感器单元100至少设置在耐磨表面14和基板18之间。
37.在一些实施方式中,在基板18和耐磨衬垫12之间存在小于1/32”英寸的小气隙,并
且压缩壳体110的高度具有相似的厚度以进行补偿。
38.粘合剂112可以被配置为耐磨衬垫12和厚度测量传感器102之间的信号传导介质。在厚度测量传感器102是超声换能器的情况下,兆赫范围内的声波不能有效地通过空气传播。结果,在传感器102和耐磨衬垫12之间使用一滴耦合液体或粘合剂112本身,以便实现足够的声音传输。常见的耦合流体材料包括但不限于甘油、丙二醇、水、油和凝胶。只需要少量,刚好足以填充否则将存在于传感器102和耐磨衬垫12之间的极薄气隙。耦合流体应当被选择为对于传感器的预期寿命(即,当耐磨板12磨损并且需要更换时)保持有效。
39.在一些实施方式中,粘合剂背衬112可以配置有储液器,该储液器根据来自传感器处理器114的指示存储和释放耦合流体材料。流体在胶囊中处于休眠状态,直到需要读取。
40.处理器114和存储器114a支撑在壳体110上。处理器114可以适当地是被编程为执行本文所赋予的操作的一个或多个微处理器、微控制器、逻辑电路等。处理器114能够操作地耦接以接收由厚度传感器102生成的厚度信息和由温度传感器108生成的温度信息。处理器114被配置为将基于所生成的厚度信息的厚度测量数据存储在存储器114a中。处理器114和存储器114a同样可以被配置为将基于所生成的温度信息的温度测量数据存储在存储器中。
41.通常,图4示出了由处理器114基于所存储的程序指令执行的示例性操作集合。在步骤150中,处理电路114从传感器102获得厚度测量信息。为此,在传感器102是超声换能器102的情况下,传感器102发射声脉冲并且精确地测量已经产生的声脉冲经过耐磨衬垫12行进到耐磨表面14并反射到非耐磨表面16所花费的时间。反射然后传播回传感器102,传感器102将声能转换回电能。本质上,传感器102监听来自相对侧的回声。处理器114接收表示发射和回声之间的时间t的信息。
42.典型地,该时间间隔仅为几微秒。在步骤155中,处理器114基于时间t确定厚度测量数据。为此,处理器114用耐磨衬垫12的材料中的声速v进行预编程,然后根据声速v,处理器114可以使用简单的数学关系式t=(v)x(t/2)来计算厚度t,如上所述。
43.然而,在该实施方式中,处理器114还使用温度信息来计算厚度。特别地,许多探针/传感器对温度变化具有一些敏感性。改变探针的温度会改变厚度测量。传感器102的热规格用于基于从温度传感器108获得的温度信息来生成对厚度测量t的调整。该调整被配置为确保由于热变化引起的厚度测量数据的变化小于厚度测量的期望精度。
44.在任何情况下,在步骤160中,处理器/存储器114在存储器114a中存储厚度计算或厚度测量数据。在一些实施方式中,处理器114可以存储基于来自温度传感器108的温度信息的温度数据。
45.在步骤165中,处理器114使通信装置104将厚度测量数据传输到外部装置,诸如下面将结合图5讨论的数据采集装置。在一些实施方式中,处理器114还可以使通信装置104向接收厚度测量数据的外部装置发送温度数据。这样的外部装置可以使用温度信息来基于温度数据调整所接收的厚度测量数据等。
46.再次参照图2,在本发明的一个方面中,厚度传感器单元102是被配置为通过接收由询问装置发送的询问信号而在通电时被询问的钝化装置。在这些实施方式中,来自图2中未示出的外部源的询问信号由天线106接收。天线106能够操作地耦接到电源120。在这样的实施方式中,电源120包括用于从rf信号获取电力的已知电路。当电源120达到最小充电阈
值时,传感器102被激活到测量模式。在一些实施方式中,天线106可包括细长天线,其被配置为延伸超过耐磨板12(并且因此超过壳体110),使得细长天线106不受耐磨板12或基板18的阻碍而接收询问信号或发送数据信号。
47.如图1所示,系统10可以包括多个传感器单元100。例如,图5示出了系统10的示例性实施方式的分解透视图,该系统10具有基本上方形的基板18和相应的方形耐磨衬垫12。应当理解,基板18可替代地采用将暴露于研磨介质接触而没有耐磨衬垫的工业设备的壁或基板的任何普通形状。方形基板18的使用是为了说明清楚的目的,并且决不是限制性的。
48.图6示出了与从多个传感器单元100中的一个或多个收集测量数据的技术人员结合使用的图1和图5的系统10的透视图。当一个或多个传感器单元100的处理器114执行图4的步骤165时,技术人员在该实施方式中获得对数据采集装置200的测量,该数据采集装置200可以适当地包括便携式计算机、平板装置或蜂窝电话。在一些实施方式中,数据采集装置200可以包括操作系统和图形用户界面(“gui”),其被配置为接收原始传感器数据并将传感器数据转换为厚度读数,或者接收已经由传感器装置处理的厚度读数并通过gui将工艺厚度值直接传送给终端用户。在其他实施方式中,数据采集装置可以包括后端云服务器。
49.如图6所示,多个传感器单元100在耐磨板12的非耐磨侧16上以预定图案对准。在替代实施方式中,图案可能不是必需的。在该配置中,传感器单元100可全部通过单独天线(例如,图2的天线114a)单独地广播厚度测量数据,或传感器单元100可电耦接地或通信耦接以形成网络。在联网配置中,电力耦接的传感器单元100可以共享单个天线以接收询问信号或发送识别特定区域中的厚度的唯一数据信号。
50.在通信地耦接的传感器单元100中,单元100可以通过它们各自的天线链接在一起以形成网状网络或对等网络。在这方面,第一传感器单元1001将接收询问信号,并且将该信号重新广播到附近装置1002、1003,附近装置1002、1003继而也将重新广播。一旦传感器单元100的阵列已经被询问,每个传感器单元100就可以广播到下一个最近的传感器,直到信号到达耦接到能够广播到数据采集装置200的天线的传感器单元。
51.如上所述,在一个实施方式中,厚度传感器单元100可以是被配置为通过接收由询问装置发送的询问信号而被询问或供电的钝化装置。图7示出了被配置用于作为钝化装置的传感器单元100的操作的系统10。询问装置可以是被配置为发送询问信号302的数据采集装置200或单独装置300。在这些实施方式中,由厚度传感器单元天线106发送和接收询问信号302。电源120将询问信号302中的rf能量转换成供传感器单元100的部件使用的电能。当电源120达到最小充电阈值时,传感器单元100被激活并执行测量。然后,传感器单元100将信息无线地传送到数据采集装置200。
52.在该实施方式中,数据采集装置200包括操作系统和图形用户界面,该图形用户界面被配置为接收测量数据,该测量数据可以是原始传感器测量信息、已经由传感器装置处理器114处理的计算出的厚度数据。数据采集装置200可以通过gui将厚度测量数据直接传送给终端用户。gui可以被配置成当耐磨衬垫12的区域满足预先配置的阈值厚度或经历温度异常时发送和接收警报。gui或后端服务器可以与工业设备通信地耦接,并且如果满足阈值厚度,则可以关闭该设备。
53.图8示出了可以由图1的系统10执行的方法400。应当理解,方法400可以由系统和其他系统的许多变型来执行。在步骤405中,将至少一个传感器装置耦接到耐磨衬垫12。在
图2、图5和图6的实施方式中,包括传感器装置102的传感器单元100固定到耐磨衬垫12。
54.步骤410包括将壳体物理地耦接到耐磨衬垫12的非耐磨侧16,其中的壳体包括通信电路。通信电路能够操作地耦接以接收表示由所述至少一个传感器装置执行的测量的测量数据。在图2、图5和图6的实施方式中,当包括通信装置104的壳体110耦接到耐磨衬垫12的非耐磨侧16时,步骤405和步骤410都发生。通信电路104能够操作地耦接以通过处理器114接收测量数据。
55.在步骤415中,耐磨衬垫12耦接到工业设备件,例如,以保护工业设备免受可能损坏设备的移动材料的影响。磨损衬垫12被耦接以确保壳体在工业设备件的壁和耐磨衬垫的耐磨表面之间的位置。在图2、图5和图6的示例中,壳体110定位在耐磨衬垫12的耐磨表面14和基板18之间。
56.在步骤420中,至少一个传感器装置被通电,并且生成测量信息。在步骤425中,使用数据采集装置从通信电路采集测量数据。在图2、图5和图6的示例性实施方式中,数据采集装置200获取由传感器单元100的通信电路104发送的测量数据。
57.在一些实施方式中,方法400可以包括(步骤430)将厚度测量数据(或其他测量值)与一个或多个存储的阈值进行比较。如果比较指示测量数据超过一个或多个阈值,则在步骤435中向另一装置或远程用户传送警报。该警报可向系统的用户指示在对工业设备基板18造成损坏之前需要更换耐磨衬垫12。在一些实施方式中,步骤435可以包括当在可能对设备进行进一步损坏之前达到阈值时,经由可远程致动的安全(即,电源切断)开关,电力地和/或机械地关闭工业设备。在图2、图5和图7的实施方式中,步骤430和435可以由传感器单元100的处理电路114中的一个或多个、由数据采集装置200或两者的组合来执行。
58.应当理解,上述实施方式仅仅是说明性的,并且本领域的普通技术人员可以容易地实现其自身的实施和修改,这些实施和修改结合了本发明的原理并且落入本发明的精神和范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1