检查系统的制作方法
1.本发明涉及检查系统。
背景技术:
2.作为检查货物的装置,例如有专利文献1公开的x射线货物检查装置。在该x射线货物检查装置中,载置于辊式输送机的货物移动到通过装置主体的带式输送机上。装置主体向载置于带式输送机的货物照射x射线,从而检查货物。通过了装置主体的货物通过带式输送机移动到在输送方向下游侧的辊式输送机上。
3.现有技术文献
4.专利文献
5.专利文献1:日本特开平10-185841号公报
技术实现要素:
6.发明要解决的课题
7.x射线货物检查装置也能够用于防止将危险物品带入主题公园或活动会场。在主题公园或活动会场,优选在短时间内进行检查,以使入场者能够顺利地入场。因此,由入场者进行将货物载置于带式输送机的带上或从带上领取检查结束的货物的操作,由此工作人员与入场者之间不需要进行货物的交接,从而能够缩短到检查结束为止的时间。
8.但是,如果在货物的持有者将自己的货物放置于带式输送机上时,未能抓住其时机而发生迟缓,有时到检查结束为止的时间并不会变短。
9.本发明的目的在于提供使货物的持有者能够顺利地将自己的货物放置于带式输送机上的技术。
10.用于解决课题的手段
11.本发明提供检查系统作为第1方式,该检查系统通过检查装置对由连续运转的带式输送机输送的货物进行检查,其中,
12.该检查系统在所述带式输送机的带上的载置有货物的载置位置或该载置位置的附近具有显示单元,该显示单元进行提醒货物的持有者将货物载置于所述带的显示。
13.根据第1方式的检查系统,货物的持有者根据提醒货物的载置的显示将货物放置于带式输送机,由此顺利地将货物放置于带式输送机上,从而缩短直到检查结束为止的时间。
14.本发明也可以采用如下结构作为第2方式:在第1方式的检查系统中,所述显示单元显示记号,该记号以与所述带式输送机的带的输送速度对应的速度向所述货物的输送方向移动。
15.根据第2方式的检查系统,货物的持有者知道需要以怎样的敏捷度将货物放置于带上。
16.另外,本发明也可以采用如下结构作为第3方式:在第2方式的检查系统中,所述显
示单元在所述带上显示所述记号。
17.另外,本发明也可以采用如下结构作为第4方式:在第2方式的检查系统中,所述显示单元在保护所述带的宽度方向的端的罩上显示所述记号。
18.根据第3或第4方式的检查系统,货物的持有者能够直观地得知带的输送速度和输送方向。
19.另外,本发明也可以采用如下结构作为第5方式:在第3方式或第4方式的检查系统中,所述显示单元通过图像的投射来显示所述记号。
20.根据第5方式的检查系统,能够容易地对现有的带式输送机附加记号的显示功能。
21.另外,本发明也可以采用如下结构作为第6方式:在第2方式的检查系统中,所述显示单元具有沿所述输送方向排列的多个发光元件,通过所述发光元件显示所述记号。
22.另外,本发明也可以采用如下结构作为第7方式:在第6方式的检查系统中,所述显示单元在保护所述带的宽度方向的端的罩上具有多个所述发光元件。
23.根据第6或第7方式的检查系统,例如,多个发光元件根据带的输送速度和输送方向依次发光并熄灭,由此货物的持有者能够通过光来得知带的输送速度和输送方向。
24.另外,本发明也可以采用如下结构作为第8方式:在第6方式的检查系统中,所述带是透光的带,所述显示单元在所述带的内周面侧具有多个所述发光元件。
25.根据第8方式的检查系统,货物的持有者能够通过能透过带看到的光得知带的输送速度和输送方向。
26.另外,本发明也可以采用如下结构作为第9方式:在第2方式至第8方式中的任意一个方式中,所述显示单元在从所述检查装置观察时的所述输送方向的上游侧以及从所述检查装置观察时的所述输送方向的下游侧显示所述记号。
27.根据第9方式的检查系统,货物的持有者能够得知比检查装置靠上游侧的带的状态和比检查装置靠下游侧的带的状态。
28.另外,本发明也可以采用如下结构作为第10方式:在第1方式中,所述显示单元在所述载置位置的附近显示标记,该标记表示载置所述货物的时机。
29.根据第10方式的检查系统,货物的持有者知道将货物载置于带上的时机。
30.另外,本发明也可以采用如下结构作为第11方式:在第10方式的检查系统中,所述显示单元具有显示所述标记的发光元件。
31.根据第11方式的检查系统,货物的持有者能够通过发光元件所发出的光得知将货物载置于带上的时机。
32.另外,本发明也可以采用如下结构作为第12方式:在第10方式或第11方式的检查系统中,所述显示单元以与直到能够将货物载置于所述带为止的时间对应的方式显示所述标记。
33.根据第12方式的检查系统,货物的持有者能够得知直到能够将货物载置于带为止的时间。
34.另外,本发明也可以采用如下结构作为第13方式:在第10方式至第12方式中的任意一个检查系统中,所述显示单元在保护所述带的端面的部件上显示所述标记。
35.根据第13方式的检查系统,能够通知货物的持有者直到能够将货物载置于带为止的时间,而无需对带施加变更。
附图说明
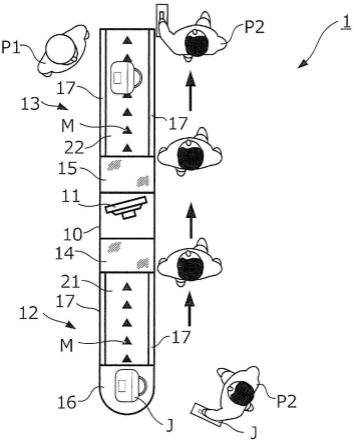
36.图1是示出一个实施方式的检查系统1的一例的图。
37.图2是沿水平方向观察一个实施方式的检查系统1的图。
38.图3是示出一个实施方式的检查装置10的硬件结构的图。
39.图4是示出一个实施方式的检查装置10a的硬件结构的图。
40.图5是示出一个实施方式的检查系统1b的一例的图。
41.图6是示出一个实施方式的检查装置10b的硬件结构的图。
42.图7是用于对一个实施方式的检查系统1的动作例进行说明的图。
43.图8是示出一个实施方式的检查系统1c的一例的图。
44.图9是沿水平方向观察一个实施方式的检查系统1c的图。
45.图10是示出一个实施方式的检查装置10c的硬件结构的图。
46.图11是示出一个实施方式的控制部101c所进行的处理的流程的流程图。
具体实施方式
47.[第1实施方式]
[0048]
图1是示出本发明的第1实施方式的检查系统1的一例的图,是从上方观察检查系统1的图。图2是从侧面观察检查系统1的图。检查系统1是对进入主题公园、博物馆、音乐厅、棒球场、体育馆、活动会场等的入场者p2(货物的持有者的一例)的货物j进行检查的系统。检查系统1例如能够设置于这些场所的入口等需要确认入场者p2的货物j的内含物的场所。另外,设置的场所并不限定于上述场所。
[0049]
检查系统1具备检查装置10、监视器11、第1带式输送机12、第2带式输送机13、第1防护罩14、第2防护罩15以及载置台16。检查系统1是本发明的检查系统的一例。
[0050]
载置台16是载置入场者p2所持有的货物j的台。载置台16具有半圆形的部分,与第1带式输送机12的输送方向的上游端相邻地设置。另外,从上方观察载置台16时的形状并不限定于图1所示的形状,也可以是其他形状。
[0051]
第1带式输送机12是将货物j向输送方向a1输送的输送机,在从检查装置10观察时,第1带式输送机12设置于输送方向a1的上游侧。第1带式输送机12具有被驱动而旋转的环状的带21和具备驱动带21的马达或辊的驱动部(省略图示)。第1带式输送机12向检查装置10输送载置于带21上的货物j。
[0052]
带21(显示单元的一例)的表面沿输送方向a1以预先设定的间隔绘制形成有多个记号m。记号m是本发明的记号的一例。在本实施方式中,记号m是通过与带21的颜色不同的颜色的涂料而形成的三角形的标识(mark),但并不限定于三角形,也可以是圆形、椭圆形、多边形等其他图形。而且,在本发明中,也可以将具有柔软性且与带21的颜色不同的颜色的材料形成为预先设定的形状,并粘接于带21的表面,由此在带21的表面形成记号m。
[0053]
第1防护罩14和第2防护罩15是由透明的丙烯酸板形成的
コ
字形的防护罩,它们防止入场者p2的手等货物j以外的物体进入检查装置10。第1防护罩14在第1带式输送机12上与检查装置10接触地设置,第2防护罩15在第2带式输送机13上与检查装置10接触地设置。
[0054]
检查装置10是利用x射线对由第1带式输送机12输送来的货物j的内部进行检查的装置。检查装置10具有检测检查装置10内是否有货物j的传感器。在检查装置10内有货物j
的情况下,检查装置10向货物j照射x射线,并对透过了货物j的x射线进行检测。检查装置10根据检测到的x射线在监视器11显示对货物j内部进行透视而得到的图像。而且,检查装置10具有将预先设定的物体设为危险物品来进行检测的功能。检查装置10在通过基于x射线的透视检测到在货物j内的危险物品时,通过监视器11向工作人员p1通知检测到危险物品。
[0055]
第2带式输送机13是将在检查装置10中进行了检查的货物j向输送方向a1输送的输送机,在从检查装置10观察时,第2带式输送机13设置于输送方向a1的下游侧。第2带式输送机13具有旋转的环状的带22和具备驱动带22的马达或辊的驱动部(省略图示)。在针对自身的货物j未检测到危险物品的情况下,入场者p2领取由第2带式输送机13输送的货物j。工作人员p1站在第2带式输送机13的附近,在通过监视器11被告知在货物j内有危险物品的情况下,或在由监视器11显示的货物j内的图像发现了危险物品的情况下,工作人员p1对货物j的内含物进行确认。在本实施方式中,带22的表面也沿输送方向a1以预先设定的间隔形成有多个记号m,但也可以是带22的表面未形成有记号m的结构。
[0056]
罩17是保护带21的宽度方向的端和带22的宽度方向的端的部件。
[0057]
图3是示出检查装置10的硬件结构的一例的图。控制部101具有cpu(central processing unit:中央处理器)、存储器以及内存。在检查装置10中实现的功能通过如下方式实现:将存储于存储器的程序(软件)读取到cpu、内存等硬件上,由此cpu进行运算,从而进行与控制部101连接的各部分的控制、内存中的数据的读出和/或写入的控制。
[0058]
例如,控制部101控制第1带式输送机12将放置于带21的货物j向检查部102输送。控制部101控制检查部102对输送的货物j进行检查。控制部101控制第2带式输送机13输送进行了检查的货物j。
[0059]
传感器103是检测在检查装置10内是否有货物j的传感器。在检查装置10内没有货物j的情况下,传感器103向控制部101输出表示没有货物j的第1信号,在检查装置10内有货物j的情况下,传感器103向控制部101输出表示有货物j的第2信号。
[0060]
检查部102具有向货物j照射x射线的照射装置(省略图示)和检测从照射装置照射并透过了货物j的x射线的检测器(省略图示)。检查部102根据检测器检测到的x射线生成对货物j内部进行透视而得到的图像。检查部102所生成的图像被提供到控制部101,并通过控制部101显示于监视器11。而且,检查部102例如通过公知的图像分析方法分析对货物j内部进行透视而得到的图像,从而检测刀具等预先设定的危险物品。在货物j内发现了危险物品的情况下,检查部102向控制部101提供表示存在危险物品的信息,在货物j内未发现危险物品的情况下,检查部102向控制部101提供表示不存在危险物品的信息。在被提供表示存在危险物品的信息的情况下,控制部101在监视器11显示检测到危险物品,在被提供表示不存在危险物品的信息的情况下,控制部101在监视器11显示不存在危险物品。
[0061]
触摸面板104被控制部101控制,并显示用于操作检查系统1的gui(graphical user interface:图形用户界面)。触摸面板104被工作人员p1操作时,控制部101进行与在触摸面板104进行的操作对应的各部分的控制或各种处理。
[0062]
入场者p2在将货物j载置于带21之前将货物j放置于载置台16。第1带式输送机12被控制部101控制,从而使环状的带21以向输送方向a1搬运载置于带21的货物j的方式旋转。即,在如图2所示那样观察检查系统1的情况下,控制部101使带21绕逆时针旋转。在这里,记号m形成于带21的表面,因此以输送货物j的带21的输送速度沿输送方向a1移动。
[0063]
记号m沿输送方向a1以带21的输送速度移动,因此入场者p2在将货物j放置于带21时,能够容易地掌握带21的输送速度、输送方向等带21的状态。入场者p2能够掌握带21的状态,因此能够将货物j放置于带21上而不会感觉到不安。
[0064]
第2带式输送机13被控制部101控制,从而使环状的带22以向输送方向a1搬运载置于带22上的货物j的方式旋转。即,在如图2所示那样观察检查系统1的情况下,控制部101使带22绕逆时针旋转。在这里,记号m形成于带22的表面,因此以带22的输送速度沿输送方向a1移动。
[0065]
记号m沿输送方向a1以带22的输送速度移动,因此入场者p2在从带22领取货物j时,能够容易地掌握带22的输送速度、输送方向等带22的状态。
[0066]
[第2实施方式]
[0067]
接着对本发明的第2实施方式进行说明。在第2实施方式中,检查系统1具有检查装置10a来代替检查装置10。而且,在第2实施方式中,与第1实施方式的不同在于不在带21的表面和带22的表面用涂料形成记号m。关于在第2实施方式中与第1实施方式相同的结构,省略其说明,以下,对与第1实施方式的不同点的详细情况进行说明。
[0068]
图4是示出第2实施方式的检查装置10a的硬件结构的一例的图。检查装置10a在具备控制部101a这一点和具备投射部105(带21和22一起构成显示单元的一例)这一点与第1实施方式的检查装置10不同。投射部105是所谓的液晶投影仪,其由控制部101a控制,并向带21的表面和带22的表面投射记号m的图像。另外,也可以是投射部105向带21的表面投射记号m的图像,而不向带22的表面投射图像的结构。
[0069]
入场者p2在将货物j载置于带21之前将货物j放置于载置台16。第1带式输送机12被控制部101a控制,从而使环状的带21以向输送方向a1搬运载置于带21的货物j的方式旋转。第2带式输送机13被控制部101a控制,从而使环状的带22以向输送方向a1搬运载置于带22上的货物j的方式旋转。
[0070]
控制部101a控制投射部105,向带21的表面投射多个记号m的图像,并使投射的图像以带21的输送速度沿输送方向a1移动。而且,控制部101a控制投射部105,向带22的表面投射多个记号m的图像,并使投射的图像以带22的输送速度沿输送方向a1移动。
[0071]
记号m的图像沿输送方向a1以带21的输送速度移动,因此入场者p2在将货物j放置于带21时,能够容易地掌握带21的输送速度、输送方向等带21的状态。入场者p2能够掌握带21的状态,因此能够将货物j放置于带21上而不会感觉到不安。而且,记号m的图像沿输送方向a1以带22的输送速度移动,因此入场者p2在从带22领取货物j时,能够容易地掌握带22的输送速度、输送方向等带22的状态。
[0072]
另外,在第2实施方式中,投射部105也可以在带21上向载置台16的附近投射表示放置货物j的位置的框的图像。而且,在第2实施方式中,也可以是代替带21和带22而向罩17的上表面投射记号m。
[0073]
[第3实施方式]
[0074]
接着对本发明的第3实施方式进行说明。图5是示出第3实施方式的检查系统1b的图,是从上方观察检查系统1b的图。检查系统1b与第1实施方式的检查系统1的不同在于不在带21的表面和带22的表面用涂料形成记号m,而具有发光部30(显示单元的一例)。而且,检查系统1b在具有检查装置10b来代替检查装置10这一点与检查系统1不同。关于在第3实
施方式中与第1实施方式相同的结构,省略其说明,以下,对与第1实施方式的不同点的详细情况进行说明。
[0075]
发光部30具有多个发光元件31。发光部30所具有的发光元件31例如是发出绿色光的发光二极管。发光部30设置于作为保护带21的宽度方向的端的部件的罩17上和作为保护带22的宽度方向的端的部件的罩17上,多个发光元件31沿输送方向a1排列为一列。
[0076]
另外,在本实施方式中,发光部30设置于带21的宽度方向的一端侧的罩17和另一端侧的罩17双方,但也可以是在任意一端侧的罩17上设置发光部30,而在另一端侧的罩17不设置发光部30的结构。而且,在本实施方式中,发光部30设置于带22的宽度方向的一端侧的罩17和另一端侧的罩17双方,但也可以是在任意一端侧的罩17上设置发光部30,而在另一端侧的罩17不设置发光部30的结构。而且,在本实施方式中,在第1带式输送机12所具有的罩17上和第2带式输送机13所具有的罩17上设置有发光部30,但也可以是在第1带式输送机12所具有的罩17上设置发光部30,而在第2带式输送机13的罩17上不设置发光部30的结构,即,也可以在比检查装置10靠输送方向a的上游侧的位置设置发光部30,而在比检查装置10靠输送方向a的下游侧的位置不设置发光部30。而且,在本实施方式中,发光元件31所发出的光的颜色不限定于绿色,也可以是其他颜色。而且,在本实施方式中,发光部30例如也可以是具有多个绿色的灯泡来代替发光二极管的结构。
[0077]
图6是示出检查装置10b的硬件结构的一例的图。检查装置10b在具有控制部101b这一点和控制部101b控制发光部30这一点与第1实施方式的检查装置10不同。
[0078]
入场者p2在将货物j载置于带21之前将货物j放置于载置台16。第1带式输送机12被控制部101b控制,从而使环状的带21以向输送方向a1搬运载置于带21的货物j的方式旋转。第2带式输送机13被控制部101b控制,从而使环状的带22以向输送方向a1搬运载置于带22上的货物j的方式旋转。
[0079]
控制部101b控制发光部30,并根据带21的输送速度控制点亮的发光元件。例如,如图7的(a)所示,控制部101b从输送方向上游侧的端起使两个发光元件31点亮,并使其他发光元件31熄灭。在这里,为了便于说明,将在发光部30中发光元件31点亮并发光的区域称为发光区域。发光区域是本发明的记号的一例。
[0080]
控制部101b在根据带21的输送速度使点亮的发光元件31如图7的(b)所示那样变更之后,变更为图7的(c)所示那样,使发光区域向输送方向a1移动。在第1带式输送机12上的发光部30中,发光区域的移动速度与带21的输送速度为相同速度。
[0081]
在如图7的(d)所示那样,发光区域到达带21的输送方向a1的下游端时,控制部101b在使点亮的发光元件变更为图7的(e)所示那样之后,变更为图7的(a)所示那样,使发光区域从输送方向a1的上游侧向下游侧重复移动。关于设置于第2带式输送机13所具有的罩17上的发光部30,控制部101b也进行上述控制。在第2带式输送机13上的发光部30中,发光区域的移动速度与带22的输送速度为相同的速度。
[0082]
根据第3实施方式,发光区域沿输送方向a1以带21的输送速度移动,因此入场者p2在将货物j放置于带21时,能够容易地掌握带21的输送速度、输送方向等带21的状态。入场者p2能够掌握带21的状态,因此能够将货物j放置于带21上而不会感觉到不安。而且,发光区域沿输送方向a1以带22的输送速度移动,因此入场者p2在从带22领取货物j时,能够容易地掌握带22的输送速度、输送方向等带22的状态。
[0083]
另外,在一个发光部30中发光而形成发光区域的发光元件的数量并不限定于图7所示的两个,也可以是一个或三个以上的发光元件发光而形成发光区域。而且,在一个发光部30中形成的发光区域的数量并不限定为一个,例如,控制部101b也可以以隔开间隔的方式形成多个发光区域。
[0084]
[第4实施方式]
[0085]
接着对本发明的第4实施方式进行说明。图8是示出本发明的第4实施方式的检查系统1c的一例的图,是从上方观察检查系统1c的图。图9是从横向观察检查系统1c的图。关于在第4实施方式中与第1实施方式相同的结构,省略其说明,以下,对与第1实施方式的不同点的详细情况进行说明。
[0086]
第4实施方式的检查系统1c所具备的检查装置10c与第1实施方式的检查系统1所具备的检查装置10相比,不同在于不在带21的表面和带22的表面用涂料形成记号m。
[0087]
另外,第4实施方式的检查系统1c在具备第1实施方式的检查系统1所不具备的发光部40(显示单元的一例)这一点不同。
[0088]
图8所示的区域ar是从第1带式输送机12的输送方向上游端到下游侧预先设定的范围的区域,是本发明的载置位置的一例。区域ar是供入场者p2放置货物j的区域。
[0089]
发光部40具有多个发光元件。发光部40所具有的发光元件例如是发光二极管。发光部40具有发出绿色光的多个发光二极管和发出红色光的多个发光二极管。发光部40设置于作为保护带21的宽度方向的端的部件的罩17上的区域ar的附近。在本实施方式中,发光部40设置于带21的宽度方向的一端侧的罩17和另一端侧的罩17双方,但也可以是在任意一端侧的罩17上设置发光部40,而在另一端侧的罩17不设置发光部40的结构。在能够将货物j放置于区域ar的时机,发光部40发出绿色光,在不能将货物j放置于区域ar的时机,发光部40发出红色光。发光部40是本发明的标记的一例。发光部40所具备的发光二极管是本发明的发光元件的一例。罩17是本发明的在载置位置的附近的部件的一例。
[0090]
图10是示出检查装置10c的硬件结构的一例的图。检查装置10c与第1实施方式的检查装置10相比,在控制部101c进行发光部40的控制这一点不同。
[0091]
接着对第4实施方式的动作例进行说明。入场者p2在将货物j载置于带21之前将货物j放置于载置台16。控制部101c为了通知入场者p2将货物j放置于区域ar的时机,控制发光部40来控制发光部40所发出的光的颜色。图11是示出控制部101c控制发光部40的处理的流程的一例的流程图。
[0092]
控制部101c判定从传感器103提供的信号的种类(步骤s1)。在从传感器103提供的信号为第1信号的情况下(在步骤s1中为“是”),控制部101c以发光部40发出绿色光的方式控制发光部40(步骤s2)。发光部40根据来自控制部101c的控制熄灭发出红色光的发光二极管,并且点亮发出绿色光的发光二极管,从而发出绿色光。发光部40发出绿色光直到进行下一个控制为止。控制部101c在步骤s2的处理之后,使处理的流程返回步骤s1。入场者p2通过发光部40所发出的绿色光得知成为可以将货物j放置于带21上的时机。
[0093]
入场者p2在发光部40发出绿色光时,将货物j载置于带21上。在入场者p2将货物j载置于带21上时,通过被驱动的带21,货物j被向检查装置10的内部输送。
[0094]
传感器103在货物j进入检查装置10内时,输出第2信号。在从传感器103提供的信号成为第2信号时,控制部101c在步骤s1中判定为否。在步骤s1中判定为否时,控制部101c
以发光部40发出红色光的方式控制发光部40(步骤s3)。发光部40根据来自控制部101c的控制,熄灭发出绿色光的发光二极管,并且点亮发出红色光的发光二极管,从而发出红色光。发光部40发出红色光直到进行下一个控制为止。在步骤s3的处理之后,控制部101c使处理的流程返回步骤s1。接下来要将货物j载置于带21的入场者根据发光部40发出的红色光,得知处于不可以将货物j放置于带21上的时机。
[0095]
通过带21向检查装置10输送的货物j被检查装置10检查。检查装置10在监视器11显示对货物j内部进行透视而得到的图像和预先设定的危险物品的检测结果。
[0096]
在检查部102中货物j的检查结束时,控制部101c通过第2带式输送机13将检查结束的货物j向检查装置10的外部输送。在针对自身的货物j未检测到危险物品的情况下,入场者p2领取由第2带式输送机13输送的货物j。在由监视器11告知在货物j内有危险物品的情况或在监视器11显示的货物j内的图像中发现了危险物品的情况下,工作人员p1确认货物j的内含物。
[0097]
在货物j被第2带式输送机13向检查装置10的外部输送,在检查装置10的内部不存在货物j时,传感器103向控制部101c输出第1信号。在从传感器103提供的信号为第1信号时(在步骤s1中为“是”),控制部101c以发光部40发出绿色光的方式控制发光部40(步骤s2)。发光部40根据来自控制部101c的控制,熄灭发出红色光的发光二极管,并且点亮发出绿色光的发光二极管,从而发出绿色光。接下来要将货物j载置于带21的入场者根据发光部40所发出的绿色光,得知处于可以将货物j放置于带21上的时机。
[0098]
根据第4实施方式,通过发光部40告知将货物j放置于带21上的适当的时机,因此入场者能够在适当的时机将货物j放置于带21上。
[0099]
[变形例]
[0100]
以上,对本发明的一个实施方式进行了说明,但本发明并不限定于上述实施方式,能够以其他各种方式实施。例如,也可以将上述实施方式如下进行变形来实施本发明。另外,上述实施方式和以下变形例也可以分别进行组合。
[0101]
在上述实施方式中,检查系统1具备载置台16,但也可以是不具备载置台16的结构。而且,在上述实施方式中,载置台16与第1带式输送机12的输送方向的上游端相邻地设置,但也可以是与带21的宽度方向相邻地设置。而且,在载置台16中,为了使货物j容易地向带21移动,也可以设置使货物j移动的多个旋转的辊。而且,载置台16也可以以覆盖第1带式输送机12的输送方向的上游端的方式设置。
[0102]
在上述第3实施方式中,发光部30设置于第1带式输送机12所具有的罩17上和第2带式输送机13所具有的罩17上,但也可以是在这些所有的罩17上不设置发光部30,而是将带21和带22设为光透过的半透明的材料,并在带21和带22的内周面侧设置发光部30,从而从发光部30朝向带21和带22的内周面发出绿色光或红色光。
[0103]
在上述第2实施方式中,记号m的图像的移动速度在带21上与带21的输送速度相同,在带22上与带22的输送速度相同,但并不限定于与这些带的输送速度相同的速度。例如,在带21上,记号m的图像的移动速度也可以是在根据带21的输送速度预先设定的范围内,在带22上,记号m的图像的移动速度也可以是在根据带22的输送速度预先设定的范围内的速度。总而言之,记号m的图像的移动速度也可以是不完全与带21的输送速度、带22的输送速度一致的状态。
[0104]
在第1实施方式中,在带21和带22形成有记号m,但也可以是在带21上和带22上形成花纹来代替多边形的记号m。该花纹是本发明的记号的一例。在带21或带22形成有花纹的结构的情况下,也可以通过带21或带22的表面的凹凸来形成花纹。而且,在带21或带22的表面设置有凹凸的情况下,也可以通过凹凸来形成记号m。而且,在本发明中,也可以在带21和带22以矩阵形成多个从正面向背面贯通的孔。这些孔也是本发明的记号的一例。
[0105]
在本发明中,也可以是带21的输送速度与带22的输送速度不同的结构,例如,也可以是带22的输送速度比带21的输送速度慢的结构。根据该变形例,入场者p2容易从带22上领取进行了检查的货物j。
[0106]
在带21上或带22上形成有记号m的图像的结构中,也可以通过激光在带21上或带22上形成记号m的图像。
[0107]
在第4实施方式中,也可以是在第1带式输送机12设置覆盖带21的输送方向上游端侧的端的罩,并在该罩上设置发光部40的结构。
[0108]
在第4实施方式中,发光部40设置于罩17上,但也可以使带21为透光的半透明的带,并在带21的内周面侧设置发光部40,从而朝向带21的内周面侧发出绿色光或红色光。
[0109]
在第4实施方式中,也可以是构成为检查系统1具有检测在带21上位于从区域ar到检查装置10之间的货物j的传感器,在通过该传感器检测货物j的期间,以发光部40发出红色光的方式控制发光部40。
[0110]
在第4实施方式中,检查系统1根据传感器103输出的信号发出绿色光或红色光,但发出的光的颜色并不限定于上述颜色。例如,发光部40也可以发出蓝色光来代替绿色光,也可以发出黄色光来代替红色光。
[0111]
在第4实施方式中,发光部40构成为由发光二极管发出绿色光或红色光,但发出绿色光和红色光的部件并不限定于发光二极管。例如,也可以构成为具有绿色的灯泡和红色的灯泡来代替发光二极管,根据传感器103输出的信号,控制这些灯泡的点亮和熄灭,从而发出绿色光或红色光。
[0112]
在第4实施方式中,通过发光部40所发出的光,向入场者p2通知可以在带21上放置货物j的时机,但通知可以在带21放置货物j的时机的结构并不限定于利用光的结构。例如,也可以是在罩17的上表面以能够旋转的方式配置正面为绿色而背面为红色的标记板,在步骤s1中判定为是的情况下,控制部101以绿色的正面成为上侧的方式使标记板旋转,并在步骤s1中判定为否的情况下,控制部101以红色的背面为上侧的方式使标记板旋转。入场者p2根据标记板的正面侧为上侧这一情况,能够得知处于可以将货物j放置于带21的时机。
[0113]
在第4实施方式中,也可以是检查装置10求出在内部的货物j运出到外部为止的时间,并在第1防护罩14侧或发光部40的附近显示计算出的时间。而且,在检查装置10求出在内部的货物j运出到外部为止的时间的结构中,也可以是根据运出到外部为止的剩余时间控制发光部40。例如,也可以是在发光部40发出红色光的状态下,在内部的货物j运出到外部为止的时间小于5秒时,使发出红色光的发光二极管闪烁。
[0114]
标号说明
[0115]
1、1b、1c:检查系统;10、10a、10b、10c:检查装置;11:监视器;12:第1带式输送机;13:第2带式输送机;14:第1防护罩;15:第2防护罩;16:载置台;17:罩;21:带;22:带;30、40:发光部;101、101b、101c:控制部;102:检查部;103:传感器;104:触摸面板。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1