一种传动轴后轴头内节圆跳动专用检具的制作方法
1.本发明涉及检测装置领域,特别是传动轴后轴头内节圆跳动专用检具。
背景技术:
2.传动轴后轴头是传动轴的重要零件,其内节圆尺寸跳动量决定着配合间隙,进一步决定着传动的稳定性和使用寿命,传统的检测手段多采用摇表和三坐标检测,摇表监测人工误差比较大,重复性和再现性难以得到保障,而三坐标检测不仅对设备要求比较高,而且由于其价格昂贵对人员要求也比较高,同时在测量过程中需要花费大量的时间,效率比较低,固而设计一种传动轴后轴头内节圆跳动专用检具,从而使检测过程变得更加方便快捷、操作简单,同时保障其检测精度以及保障其重复性和再现性。
技术实现要素:
3.本发明的目的在于克服现有技术的缺点,提供一种方便快捷、操作简单的传动轴后轴头内节圆跳动专用检具,从而保障其检测精度、保障其重复性和再现性。
4.本发明的目的通过以下技术方案来实现:
5.一种传动轴后轴头内节圆跳动专用检具,其特征在于:部件包括:快夹1、圆柱头内六角螺钉一号2、检具体3、支架4、定位体5、支撑架一6、测量杠杆7、表架8、挡板9、测量臂10、限位块11、垫板12、导轨底座13、导轨上座14、手柄座15、活动手柄16、导向块17、圆柱头内六角螺钉二号18、圆柱头内六角螺钉三号19、圆柱头内六角螺钉四号20、内六角紧定螺钉一号21、圆柱头内六角螺钉五号22、滚针23、深沟球轴承一号24、测头25、圆柱销一号26、内六角紧定螺钉二号27、百分表28、夹紧圈29、圆柱头内六角螺钉六号30、内六角紧定螺钉三号31、半圆头螺钉32、圆柱头内六角螺钉七号33、压缩弹簧一号34、圆柱销二号35、内六角紧定螺钉四号36、圆柱头内六角螺钉八号37、内六角紧定螺钉五号38、六角螺母39、圆柱头内六角螺钉九号40、圆柱销三号41、圆柱头内六角螺钉十号42、交叉滚子导轨43、圆柱头内六角螺钉十一号44、手柄球45、圆柱销三号46、圆柱头内六角螺钉十二号47、支撑架二48、轴承座49、连接杆50、导向块51、连接块52、双头螺栓53、安装支架54、压缩弹簧二号55、内六角圆柱端紧定螺钉56、深沟球轴承二号57、圆柱销四号58、深沟球轴承三号59。
6.进一步的,支架4与检具体3连接,定位体5与支架4连接;支撑架一6与检具体3连接,深沟球轴承一号24与支撑架一6连接;安装支架54与检具体3连接,快夹1与安装支架54连接,连接块52通过双头螺栓53与快夹1连接,导向块51与连接块52连接,连接杆50与导向块51连接,轴承座49与连接杆50连接;垫板12与检具体3连接,导轨底座13与垫板12连接,交叉滚子导轨43与导轨底座13连接,导轨上座14与交叉滚子导轨43连接,手柄座15与导轨上座14连接,活动手柄16与手柄座15连接,手柄球45与活动手柄16连接;测头25与测量杠杆7连接,测量杠杆7与测量臂10连接,表架8与测量臂10连接。
7.所述的检具体3采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;检具体3整体呈矩形,尺寸为315mm*130mm*18mm,
保证上表面的平面度,以及下表面相对于上表面的平行度,检具体3俯视图方向水平中心线上加工有宽20mm深5mm的通槽,槽中心线上相距右侧面118mm处,加工有一个m8的螺纹通孔,在相距此螺纹孔左侧相距115mm处加工有一个m8螺纹通孔;检具体3上表面右侧水平中心线两侧加工有四个对称的m5深13mm的螺纹孔以及两个φ4mm的销孔,在m5螺纹孔左侧加工有两个m4深10mm的螺纹孔,在m4螺纹孔左侧加工有4个m6深13mm的螺纹孔,四个螺纹孔矩阵排列;检具体3左侧相距左侧面24mm水平中心线两侧对称加工有两个m6的螺纹孔,螺纹孔相距左侧面24mm,两个螺纹孔相距56mm;检具体3四个角上加工有4个m8深10mm的螺纹孔。
8.所述的支架4采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;支架4整体呈t字形,下部分长69mm高12mm宽30mm,且加工有两个φ6.5mm的通孔;支架4上部分底部宽40mm顶部宽25mm宽30mm;支架4上部分加工有一个φ15mm的通孔,支架4顶部加工有一个m5的螺纹孔与φ15的通孔相交;支架4底部加工有一个矩形的凸起,长20mm宽30mm高4.5mm,保证其两个侧壁相对于底面的垂直度。
9.所述的定位体5主体采用45号钢通过机加工获得,并且表面发黑处理防止其氧化;定位体5整体呈圆柱体,分为三个部分,左侧为φ15mm宽28mm的圆柱,中间部分为φ22mm宽4mm的圆柱,右侧是是一个高4.3mm的圆台;定位体5中间在两个圆柱交线上加工有一个2x0.5的圆槽;定位体5右侧圆台上加工有一个φ8.2mm深4.3mm的圆槽,圆槽中焊接一个φ8mmyg8材质的钢球。
10.进一步的,支架4通过圆柱头内六角螺钉五号22与检具体3连接,定位体5通过内六角紧定螺钉一号21与支架4连接。
11.所述的支撑架一6采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;支撑架一6整体呈凹型,长85mm,宽25mm,高40mm;在支撑架一6正视图方向竖直中心线两侧对称加工有两个φ10mm的通孔,保证孔臂相对于底面的平行度,两孔相距57.39mm,φ10mm的通孔距离底面26.28mm;在两个侧面加工有两个m4的螺纹孔,m4的螺纹孔相距背侧面4.25mm,相距底面26.28mm;支撑架一6侧面中心线位置加工有宽8mm长24mm的通槽;支撑架一6底部加工有一个长20mm宽25mm高4.5mm的矩形凸起,保证矩形两个侧壁的垂直度,在矩形中心点上加工有φ9mm的通孔。
12.所述的测量杠杆7用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化;测量杠杆7长72.5mm宽10mm;测量杠杆7下表面中间位置加工有一个φ12mm的半圆柱,圆柱宽度与测量杠杆7宽度相同,在半圆柱同心位置加工有一个φ4mm的通孔;测量杠杆7上表面左侧加工有一个m2.5的螺纹通孔,右侧中心线上加工有一个φ6mm的孔,孔内通过铜焊焊接有一个φ6mm宽3mm的硬质合金材质的圆柱;测量杠杆7底部右侧中心线上加工有φ5mm的孔。
13.所述的表架8整体呈l型,长43mm宽15mm左侧高10mm右侧高20mm;表架8采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,表架8俯视图方向上表面水平中心线加工有两个φ4.5mm的沉头通孔,孔相距左侧面5mm,两个沉头孔相距15mm,表架8俯视图方向上表面水平中心线上加工有一个φ10mm的通孔,φ10mm的通孔相距侧面9mm,表架8右侧视图竖直中心线上距底面13mm处加工有一个m4的螺纹孔。
14.所述的挡板9采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,挡板9整体呈矩形,挡板9长26mm宽20mm厚1.5mm,挡板9上表面加工有4个φ3.5mm的通孔。
15.所述的测量臂10采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;测量臂10总长50mm,总宽46mm,总高31.5mm;测量臂10右侧面竖直中心线两侧对称的加工有四个m3深5mm的螺纹孔,四个m3螺纹孔水平方向相距18mm竖直方向相距10mm,测量臂10正视图方向左侧相距右侧面40.4mm相距底面9.5mm处加工有一个φ11mm的通孔,测量臂10俯视图方向上端面水平中心线上加工三个m4的螺纹通孔,m4螺纹孔7.5mm等距排列,最左侧m4螺纹孔相距左侧面5mm,以及上端面水平中心线上加工一个φ10mm的通孔,φ10mm通孔相距最右侧m4螺纹孔14mm,测量臂10底面加工有四个φ4.5mm的通孔,φ4.5mm孔相对于水平中心线对称,水平方向相距12mm,竖直方向相距37mm,最右侧孔相对于右侧面相距16.5mm。
16.所述的限位块11采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,限位块11整体呈t型,底部宽10mm,上部宽5mm,限位块11上部加工有一个m5的螺纹通孔,底部竖直中心线两侧对称加工有两个用于安装的φ4.5的通孔,两个φ4.5相距22mm且位于水平中心线上。
17.进一步的,支撑架一6通过圆柱头内六角螺钉五号22安装在检具体3上,滚针23与深沟球轴承一号24安装在支撑架一6上;测头25安装在测量杠杆7上,测量杠杆7安装在圆柱销一号26上,圆柱销一号26安装在深沟球轴承三号59上,并且深沟球轴承三号59安装在测量臂10上,压缩弹簧一号34安装在测量杠杆7上并穿过圆柱销二号35,圆柱销二号35安装在测量臂(10)上,测量臂(10)通过圆柱头内六角螺钉七号(33)安装在导轨上座(14)上;表架8通过圆柱头内六角螺钉六号30安装在测量臂10上,内六角紧定螺钉二号27安装在测量臂10上并于测量杠杆7接触,百分表28通过夹紧圈29安装在表架8上并通过内六角紧定螺钉三号31紧固;挡板9通过半圆头螺钉32安装在测量臂10上;限位块11安装通过圆柱头内六角螺钉八号37检具体3上,内六角紧定螺钉五号38安装在限位块11上并通过六角螺母39锁紧。
18.所述的垫板12采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,垫板12整体呈矩形,长80mm宽60mm高6.4mm,垫板12上表面加工有6个φ6mm的通孔,其中四个相对于水平中心线和竖直中心线对称,水平方向相距60mm竖直方向相距40mm,在其中一条对角线上的两个孔的旁边同水平方向相距15mm处加工另外两孔,加工中要保证上表面相对于下表面的平行度。
19.所述的导轨底座13采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,导轨底座13整体呈凸字形,长80mm宽60mm总高15mm,在上表面长度方向有个宽10mm长80mm的矩形凸台,凸台两侧对称的加工有两个高1mm的阶梯,两个阶梯外边相距27.5mm,在两个阶梯水平中心线上各加工有三个25mm同水平等距排列的φ4.5mm的沉头孔,φ4.5mm的沉头孔最左侧相距15mm,φ4.5mm的沉头孔方向由底部向上;导轨底座13上表面四个角上加工有4个φ5.5mm的沉头孔,φ5.5mm的沉头孔相对于水平中心线和竖直中心线对称,水平方向相距60mm竖直方向相距40mm并且在对角的两个φ5.5mm的沉头孔旁边同水平方向相距15mm分别加工有一个φ4mm的销孔。
20.所述的导轨上座14用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,导轨底座13整体呈凹字形,上表面加工有6个φ4.5mm的沉头孔,6个φ4.5mm的沉头孔相对水平中心线对称,上下个3个,最左侧对称的两个孔竖直方向相距37mm,上下的3个φ4.5mm的沉头孔在水平方向同水平25mm等距,最左侧孔
相距左侧面15mm,在竖直中心线左侧加工有4个水平中心线对称的m4螺纹通孔,上下各两个同水平12mm等距,竖直方向相距37mm,最左侧m4螺纹孔相对于最左侧φ4.5mm的沉头孔相距6.5mm;在水平中心线上左侧加工有φ3mm的通孔,φ3mm的通孔相距最左侧m4螺纹孔6.5mm;导轨底座13前侧面竖直中心线两侧加工有两个相距35mm的m4深6mm的螺纹孔,最左侧m4螺纹孔相距左侧面22.5mm;导轨底座13后侧面竖直中心线上以及两侧加工有三个同水平25mm等距的m3的螺纹孔,m3螺纹孔相距上表面4mm,最左侧螺纹孔相距左侧面15mm。
21.所述的手柄座15采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,手柄座15长45mm宽12mm总高24mm,手柄座15底部厚度6mm,在底部水平中心线上加工两个相对于竖直中心线对称的φ4.5mm的通孔,φ4.5mm的通孔相距35mm;手柄座15加工有两个相同的高18mm宽12mm长6mm的矩形凸台,两个凸台在正视图方向相对于竖直中心线对称,并且内侧两壁相距10mm,在凸两个台侧面加工φ6mm的通孔,φ6mm的通孔在竖直中心线上,且相距底面16.5mm。
22.所述的活动手柄16采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化,活动手柄16整体呈圆柱体,左侧φ14mm高15mm的圆柱,并且将圆柱铣平使两个平面相距10mm,在平面上的中心线上加工有φ6mm的通孔,φ6mm的通孔相距左侧面7mm,中间部分直径为10mm高32mm的圆柱,右侧为m4高12mm的外螺纹,在中间和右侧部分相交的地方进行加工,使此处的圆柱为φ6.5高1.5mm。
23.所述的导向块17采用黑尼龙通过机加工获得,导向块17整体呈l形,底部加巩固两个同水平φ4.5mm的通孔,φ4.5mm的通孔相对于竖直中心线对称,两个孔水平相距12mm,φ4.5mm的通孔相距正面6mm,导向块17背面中心线上加工有宽11mm的槽,槽总长14.5mm,槽底部倒圆角r5.5mm,圆角中心相距底面27.5mm。
24.进一步的,垫板12垫在检具体3与导轨底座13中间,圆柱销三号41安装在检具体3上,并穿过垫板12;导轨底座13通过圆柱销三号41定位,通过圆柱头内六角螺钉九号40安装在检具体3上;交叉滚子导轨43一侧通过圆柱头内六角螺钉十号42安装在导轨底座13上,交叉滚子导轨43另一侧通过圆柱头内六角螺钉十号42安装在导轨上座14上;手柄座15通过圆柱头内六角螺钉十一号44安装在导轨上座14上,活动手柄16通过圆柱销三号46安装在手柄座15上,手柄球45安装在活动手柄16上;导向块17通过圆柱头内六角螺钉十二号47安装在检具体3上。
25.所述的支撑架二48采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;支撑架二48整体呈凹型,长72.5mm,宽25mm,高55mm;支撑架二48正视图方向竖直中心线两侧对称加工有两个φ10mm的通孔,两个φ10mm的通孔相距43.13mm,相距底面33.43mm,同时保证孔臂相对于底面的平行度;在两个侧面加工有两个m4的螺纹孔,m4的螺纹孔相距背面4.25mm,相距底面33.43mm;侧面中心线位置加工有宽8mm长24mm的通槽;支撑架二48底部加工有一个长20mm宽25mm高4.5mm的矩形凸起,保证矩形两个侧壁的垂直度,在矩形中心点上加工有φ9mm的通孔。
26.所述的轴承座49采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化,轴承座49整体呈凹字形,总长52mm总宽24mm总高26.8mm,轴承座49正视图方向距离顶面20.8mm加工有两个相对于竖直中心线对称的φ5mm的通孔,两孔相距38.75mm以及正视图方向距离顶面5.5mm竖直中心线上加工有一个m4的螺
纹孔。
27.所述的连接杆50采用40cr材料通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,连接杆50整体呈圆柱体,连接杆50上部分φ15mm高37mm,下部分φ8mm高11.5mm,在上下两部分交接处φ8的圆柱上加工一个2x1的圆周槽,连接杆50上部分沿着竖直中心线方向加工有一个5x15深3.5mm的腰型槽。
28.所述的导向块51采用40cr材料通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,导向块51整体呈矩形,在俯视图方向中点上加工有一个φ15mm的通孔且保证孔壁相对于底面的垂直度,在此通孔两侧加工有四个相对于中心线对称的m4深8mm的通孔,这四个螺纹孔水平方向相距32mm竖直方向相距12mm,导向块51侧面中点加工有一个m6的螺纹孔。
29.所述的连接块52整体呈凸字形,分为上下两个部分,下部分为矩形长40mm宽22mm高6mm,上部分为矩形长23mm宽22mm高12mm,连接块52俯视图方向在上部分中点处加工有一个m6深10mm的螺纹孔,俯视图方向下部分加工有4个φ4.5mm的通孔,通孔相对于中心线对称,并且在竖直中心线方向相距12mm,水平中心线方向相距32mm,连接块52底部中点上加工有一直φ16mm深8mm的孔。
30.所述的安装支架54呈工字型,总长129mm宽26mm高40mm,安装支架54两壁厚8mm,中间横梁厚12mm,在左右两壁上个加工有四个m5的螺纹通孔,四个螺纹孔相对于侧面中心线对称,且竖直方向相距27mm水平方向相距12.7mm。
31.进一步的,安装支架54通过圆柱头内六角螺钉二号18安装在检具体3上,快夹1通过圆柱头内六角螺钉一号2安装在安装支架54上,连接块52通过双头螺栓53安装在快夹1上,导向块51通过圆柱头内六角螺钉三号19安装在连接块52上,连接杆50安装在导向块51上,内六角圆柱端紧定螺钉56安装在导向块51上并深入连接杆50槽内;压缩弹簧二号55套在连接杆50上并两天与导向块51和轴承座49接触,轴承座49安装在连接杆50上,圆柱销四号58安装在轴承座49上,深沟球轴承二号57安装在圆柱销四号58上;深沟球轴承通过内六角紧定螺钉四号(36)安装在支撑架二48上,支撑架二48安装在检具体3上。
32.本发明具有以下优点:
33.1.本发明采用传统的机械结构,结构简单,机构便于加工,加工成本低廉,适合大批量生产使用。
34.2.本发明采用简便拆卸装置,易损件更换简单便捷,更换后对重复装配误差控制较好,对更换后的测量误差影响比较小。
35.3.本发明根据需求选择相适用的构件材料,减少加工误差以及装配误差,从而更好的控制测量误差。
36.4.本发明优化以往的检测方法,使检测过程变得更加方便快捷、操作简单,同时保障其检测精度以及保障其重复性和再现性。
附图说明
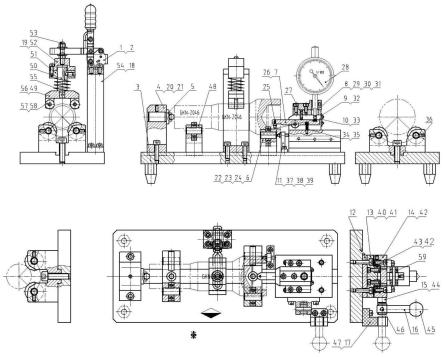
37.图1为本发明的结构示意图
38.图2为本发明检具体示意图
39.图3为本发明定位体示意图
40.图4为本发明支撑架示意图
41.图5为本发明测量杠杆示意图
42.图6为本发明表架示意图
43.图7为本发明测量臂示意图
44.图8为本发明轴承座示意图
45.图9为本发明连接杆示意图
46.图10为本发明导向块示意图
47.图11为本发明连接块示意图
48.图12为本发明安装支架示意图
49.图13为本发明垫板示意图
50.图14为本发明支架示意图
51.图15为本发明导轨底座示意图
52.图16为本发明导轨上座示意图
53.图17为本发明手柄座示意图
54.图18为本发明活动手柄示意图
55.图中:1-快夹、2-圆柱头内六角螺钉一号、3-检具体、4-支架、5-定位体、6-支撑架一、7-测量杠杆、8-表架、9-挡板、10-测量臂、11-限位块、12-垫板、13-导轨底座、14-导轨上座、15-手柄座、16-活动手柄、17-导向块、18-圆柱头内六角螺钉二号、19-圆柱头内六角螺钉三号、20-圆柱头内六角螺钉四号、21-内六角紧定螺钉一号、22-圆柱头内六角螺钉五号、23-滚针、24-深沟球轴承一号、25-测头、26-圆柱销一号、27-内六角紧定螺钉二号、28-百分表、29-夹紧圈、30-圆柱头内六角螺钉六号、31-内六角紧定螺钉三号、32-半圆头螺钉、33-圆柱头内六角螺钉七号、34-压缩弹簧一号、35-圆柱销二号、36-内六角紧定螺钉四号、37-圆柱头内六角螺钉八号、38-内六角紧定螺钉五号、39-六角螺母、40-圆柱头内六角螺钉九号、41-圆柱销三号、42-圆柱头内六角螺钉十号、43-交叉滚子导轨、44-圆柱头内六角螺钉十一号、45-手柄球、46-圆柱销三号、47-圆柱头内六角螺钉十二号、48-支撑架二、49-轴承座、20-连接杆、51-导向块、52-连接块、53-双头螺栓、54-安装支架、55-压缩弹簧二号、56-内六角圆柱端紧定螺钉、57-深沟球轴承二号、58-圆柱销四号、59-深沟球轴承三号。
具体实施方式
56.下面结合附图对本发明做进一步的描述,但本发明的保护范围不局限于以下所述。
57.如图1-18所示,一种传动轴后轴头内节圆跳动专用检具,其特征在于:部件包括:快夹、圆柱头内六角螺钉一号、检具体、支架、定位体、支撑架一、测量杠杆、表架、挡板、测量臂、限位块、垫板、导轨底座、导轨上座、手柄座、活动手柄、导向块、圆柱头内六角螺钉二号、圆柱头内六角螺钉三号、圆柱头内六角螺钉四号、内六角紧定螺钉一号、圆柱头内六角螺钉五号、滚针、深沟球轴承一号、测头、圆柱销一号、内六角紧定螺钉二号、百分表、夹紧圈、圆柱头内六角螺钉六号、内六角紧定螺钉三号、半圆头螺钉、圆柱头内六角螺钉七号、压缩弹簧一号、圆柱销二号、内六角紧定螺钉四号、圆柱头内六角螺钉八号、内六角紧定螺钉五号、六角螺母、圆柱头内六角螺钉九号、圆柱销三号、圆柱头内六角螺钉十号、交叉滚子导轨、圆
柱头内六角螺钉十一号、手柄球、圆柱销三号、圆柱头内六角螺钉十二号、支撑架二、轴承座、连接杆、导向块、连接块、双头螺栓、安装支架、压缩弹簧二号、内六角圆柱端紧定螺钉、深沟球轴承二号、圆柱销四号、深沟球轴承三号。
58.为了保证设备精度减小误差,所述的检具体采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;检具体整体呈矩形,尺寸为315mm*130mm*18mm,保证上表面的平面度,以及下表面相对于上表面的平行度,检具体俯视图方向水平中心线上加工有宽20mm深5mm的通槽,槽中心线上相距右侧面118mm处,加工有一个m8的螺纹通孔,在相距此螺纹孔左侧相距115mm处加工有一个m8螺纹通孔;检具体上表面右侧水平中心线两侧加工有四个对称的m5深13mm的螺纹孔以及两个φ4mm的销孔,在m5螺纹孔左侧加工有两个m4深10mm的螺纹孔,在m4螺纹孔左侧加工有4个m6深13mm的螺纹孔,四个螺纹孔矩阵排列;检具体左侧相距左侧面24mm水平中心线两侧对称加工有两个m6的螺纹孔,螺纹孔相距左侧面24mm,两个螺纹孔相距56mm;检具体四个角上加工有4个m8深10mm的螺纹孔。支架采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;支架整体呈t字形,下部分长69mm高12mm宽30mm,且加工有两个φ6.5mm的通孔;支架上部分底部宽40mm顶部宽25mm宽30mm;支架上部分加工有一个φ15mm的通孔,支架顶部加工有一个m5的螺纹孔与φ15的通孔相交;支架底部加工有一个矩形的凸起,长20mm宽30mm高4.5mm,保证其两个侧壁相对于底面的垂直度;定位体主体采用45号钢通过机加工获得,并且表面发黑处理防止其氧化;定位体整体呈圆柱体,分为三个部分,左侧为φ15mm宽28mm的圆柱,中间部分为φ22mm宽4mm的圆柱,右侧是是一个高4.3mm的圆台;定位体中间在两个圆柱交线上加工有一个2x0.5的圆槽;定位体右侧圆台上加工有一个φ8.2mm深4.3mm的圆槽,圆槽中焊接一个φ8mmyg8材质的钢球。
59.进一步的,支架通过圆柱头内六角螺钉五号与检具体连接,定位体通过内六角紧定螺钉一号与支架连接。
60.为了保证设备精度减小误差,所述的支撑架一采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;支撑架一整体呈凹型,长85mm,宽25mm,高40mm;在支撑架一正视图方向竖直中心线两侧对称加工有两个φ10mm的通孔,保证孔臂相对于底面的平行度,两孔相距57.39mm,φ10mm的通孔距离底面26.28mm;在两个侧面加工有两个m4的螺纹孔,m4的螺纹孔相距背侧面4.25mm,相距底面26.28mm;支撑架一侧面中心线位置加工有宽8mm长24mm的通槽;支撑架一底部加工有一个长20mm宽25mm高4.5mm的矩形凸起,保证矩形两个侧壁的垂直度,在矩形中心点上加工有φ9mm的通孔。测量杠杆用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化;测量杠杆长72.5mm宽10mm;测量杠杆下表面中间位置加工有一个φ12mm的半圆柱,圆柱宽度与测量杠杆宽度相同,在半圆柱同心位置加工有一个φ4mm的通孔;测量杠杆上表面左侧加工有一个m2.5的螺纹通孔,右侧中心线上加工有一个φ6mm的孔,孔内通过铜焊焊接有一个φ6mm宽3mm的硬质合金材质的圆柱;测量杠杆底部右侧中心线上加工有φ5mm的孔。表架整体呈l型,长43mm宽15mm左侧高10mm右侧高20mm;表架采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,表架俯视图方向上表面水平中心线加工有两个φ4.5mm的沉头通孔,孔相距左侧面5mm,两个沉头孔相距15mm,表架俯视图方向上表面水平中心线上加工有一个φ10mm的通孔,φ10mm的通孔相距侧面9mm,表架右侧视图
竖直中心线上距底面13mm处加工有一个m4的螺纹孔。挡板采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,挡板整体呈矩形,挡板长26mm宽20mm厚1.5mm,挡板上表面加工有4个φ3.5mm的通孔。测量臂采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;测量臂总长50mm,总宽46mm,总高31.5mm;测量臂右侧面竖直中心线两侧对称的加工有四个m3深5mm的螺纹孔,四个m3螺纹孔水平方向相距18mm竖直方向相距10mm,测量臂正视图方向左侧相距右侧面40.4mm相距底面9.5mm处加工有一个φ11mm的通孔,测量臂俯视图方向上端面水平中心线上加工三个m4的螺纹通孔,m4螺纹孔7.5mm等距排列,最左侧m4螺纹孔相距左侧面5mm,以及上端面水平中心线上加工一个φ10mm的通孔,φ10mm通孔相距最右侧m4螺纹孔14mm,测量臂底面加工有四个φ4.5mm的通孔,φ4.5mm孔相对于水平中心线对称,水平方向相距12mm,竖直方向相距37mm,最右侧孔相对于右侧面相距16.5mm。限位块采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,限位块整体呈t型,底部宽10mm,上部宽5mm,限位块上部加工有一个m5的螺纹通孔,底部竖直中心线两侧对称加工有两个用于安装的φ4.5的通孔,两个φ4.5相距22mm且位于水平中心线上。
61.进一步的,支撑架一通过圆柱头内六角螺钉五号安装在检具体上,滚针与深沟球轴承一号安装在支撑架一上。
62.进一步的,测头安装在测量杠杆上,测量杠杆安装在圆柱销一号上,圆柱销一号安装在深沟球轴承三号上,并且深沟球轴承三号安装在测量臂上,压缩弹簧一号安装在测量杠杆上并穿过圆柱销二号,圆柱销二号安装在导轨上座上。
63.进一步的,表架通过圆柱头内六角螺钉六号安装在测量臂上,内六角紧定螺钉二号安装在测量臂上并于测量杠杆接触,百分表通过夹紧圈安装在表架上并通过内六角紧定螺钉三号紧固。
64.进一步的,挡板通过半圆头螺钉安装在测量臂上;限位块安装通过圆柱头内六角螺钉八号检具体上,内六角紧定螺钉五号安装在限位块上并通过六角螺母锁紧。
65.为了保证设备精度减小误差,所述的垫板采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,垫板整体呈矩形,长80mm宽60mm高6.4mm,垫板上表面加工有6个φ6mm的通孔,其中四个相对于水平中心线和竖直中心线对称,水平方向相距60mm竖直方向相距40mm,在其中一条对角线上的两个孔的旁边同水平方向相距15mm处加工另外两孔,加工中要保证上表面相对于下表面的平行度。导轨底座采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,导轨底座整体呈凸字形,长80mm宽60mm总高15mm,在上表面长度方向有个宽10mm长80mm的矩形凸台,凸台两侧对称的加工有两个高1mm的阶梯,两个阶梯外边相距27.5mm,在两个阶梯水平中心线上各加工有三个25mm同水平等距排列的φ4.5mm的沉头孔,φ4.5mm的沉头孔最左侧相距15mm,φ4.5mm的沉头孔方向由底部向上;导轨底座上表面四个角上加工有4个φ5.5mm的沉头孔,φ5.5mm的沉头孔相对于水平中心线和竖直中心线对称,水平方向相距60mm竖直方向相距40mm并且在对角的两个φ5.5mm的沉头孔旁边同水平方向相距15mm分别加工有一个φ4mm的销孔。导轨上座用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,导轨底座整体呈凹字形,上表面加工有6个φ4.5mm的沉头孔,6个φ4.5mm的沉头孔相对水平中心线对称,上下个3个,最左侧对称的两个孔竖直方向相距37mm,上下的3
个φ4.5mm的沉头孔在水平方向同水平25mm等距,最左侧孔相距左侧面15mm,在竖直中心线左侧加工有4个水平中心线对称的m4螺纹通孔,上下各两个同水平12mm等距,竖直方向相距37mm,最左侧m4螺纹孔相对于最左侧φ4.5mm的沉头孔相距6.5mm;在水平中心线上左侧加工有φ3mm的通孔,φ3mm的通孔相距最左侧m4螺纹孔6.5mm;导轨底座前侧面竖直中心线两侧加工有两个相距35mm的m4深6mm的螺纹孔,最左侧m4螺纹孔相距左侧面22.5mm;导轨底座后侧面竖直中心线上以及两侧加工有三个同水平25mm等距的m3的螺纹孔,m3螺纹孔相距上表面4mm,最左侧螺纹孔相距左侧面15mm。手柄座采用45号钢通过机加工获得,并且表面发黑处理防止其氧化,手柄座长45mm宽12mm总高24mm,手柄座底部厚度6mm,在底部水平中心线上加工两个相对于竖直中心线对称的φ4.5mm的通孔,φ4.5mm的通孔相距35mm;手柄座加工有两个相同的高18mm宽12mm长6mm的矩形凸台,两个凸台在正视图方向相对于竖直中心线对称,并且内侧两壁相距10mm,在凸两个台侧面加工φ6mm的通孔,φ6mm的通孔在竖直中心线上,且相距底面16.5mm。活动手柄采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化,活动手柄整体呈圆柱体,左侧φ14mm高15mm的圆柱,并且将圆柱铣平使两个平面相距10mm,在平面上的中心线上加工有φ6mm的通孔,φ6mm的通孔相距左侧面7mm,中间部分直径为10mm高32mm的圆柱,右侧为m4高12mm的外螺纹,在中间和右侧部分相交的地方进行加工,使此处的圆柱为φ6.5高1.5mm。导向块采用黑尼龙通过机加工获得,导向块整体呈l形,底部加巩固两个同水平φ4.5mm的通孔,φ4.5mm的通孔相对于竖直中心线对称,两个孔水平相距12mm,φ4.5mm的通孔相距正面6mm,导向块背面中心线上加工有宽11mm的槽,槽总长14.5mm,槽底部倒圆角r5.5mm,圆角中心相距底面27.5mm。
66.进一步的,垫板垫在检具体与导轨底座中间,圆柱销三号安装在检具体上,并穿过垫板。
67.进一步的,导轨底座通过圆柱销三号定位,通过圆柱头内六角螺钉九号安装在检具体上。
68.进一步的,交叉滚子导轨一侧通过圆柱头内六角螺钉十号安装在导轨底座上,交叉滚子导轨另一侧通过圆柱头内六角螺钉十号安装在导轨上座上。
69.进一步的,手柄座通过圆柱头内六角螺钉十一号安装在导轨上座上,活动手柄通过圆柱销三号安装在手柄座上,手柄球安装在活动手柄上。
70.进一步的,导向块通过圆柱头内六角螺钉十二号安装在检具体上。
71.所述的支撑架二采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化;支撑架二整体呈凹型,长72.5mm,宽25mm,高55mm;支撑架二正视图方向竖直中心线两侧对称加工有两个φ10mm的通孔,两个φ10mm的通孔相距43.13mm,相距底面33.43mm,同时保证孔臂相对于底面的平行度;在两个侧面加工有两个m4的螺纹孔,m4的螺纹孔相距背面4.25mm,相距底面33.43mm;侧面中心线位置加工有宽8mm长24mm的通槽;支撑架二底部加工有一个长20mm宽25mm高4.5mm的矩形凸起,保证矩形两个侧壁的垂直度,在矩形中心点上加工有φ9mm的通孔。轴承座采用45号钢通过机加工获得,加工完成后通过热处理使硬度hrc28-32,并且表面发黑处理防止其氧化,轴承座整体呈凹字形,总长52mm总宽24mm总高26.8mm,轴承座正视图方向距离顶面20.8mm加工有两个相对于竖直中心线对称的φ5mm的通孔,两孔相距38.75mm以及正视图方向距离顶面
5.5mm竖直中心线上加工有一个m4的螺纹孔。连接杆采用40cr材料通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,连接杆整体呈圆柱体,连接杆上部分φ15mm高37mm,下部分φ8mm高11.5mm,在上下两部分交接处φ8的圆柱上加工一个2x1的圆周槽,连接杆上部分沿着竖直中心线方向加工有一个5x15深3.5mm的腰型槽。导向块采用40cr材料通过机加工获得,加工完成后通过热处理使硬度hrc38-42,并且表面发黑处理防止其氧化,导向块整体呈矩形,在俯视图方向中点上加工有一个φ15mm的通孔且保证孔壁相对于底面的垂直度,在此通孔两侧加工有四个相对于中心线对称的m4深8mm的通孔,这四个螺纹孔水平方向相距32mm竖直方向相距12mm,导向块侧面中点加工有一个m6的螺纹孔。连接块整体呈凸字形,分为上下两个部分,下部分为矩形长40mm宽22mm高6mm,上部分为矩形长23mm宽22mm高12mm,连接块俯视图方向在上部分中点处加工有一个m6深10mm的螺纹孔,俯视图方向下部分加工有4个φ4.5mm的通孔,通孔相对于中心线对称,并且在竖直中心线方向相距12mm,水平中心线方向相距32mm,连接块底部中点上加工有一直φ16mm深8mm的孔。安装支架呈工字型,总长129mm宽26mm高40mm,安装支架两壁厚8mm,中间横梁厚12mm,在左右两壁上个加工有四个m5的螺纹通孔,四个螺纹孔相对于侧面中心线对称,且竖直方向相距27mm水平方向相距12.7mm。
72.进一步的,安装支架通过圆柱头内六角螺钉二号安装在检具体上,快夹通过圆柱头内六角螺钉一号安装在安装支架上,连接块通过双头螺栓安装在快夹上,导向块通过圆柱头内六角螺钉三号安装在连接块上,连接杆安装在导向块上,内六角圆柱端紧定螺钉安装在导向块上并深入连接杆槽内。
73.进一步的,压缩弹簧二号套在连接杆上并两天与导向块和轴承座接触,轴承座安装在连接杆上,圆柱销四号安装在轴承座上,深沟球轴承二号安装在圆柱销四号上。
74.进一步的,深沟球轴承通过内六角紧定螺钉四号安装在支撑架二上,支撑架二安装在检具体上。
75.本发明具体工作过程如下:
76.测量前:
77.按下快夹,在快夹的作用下连接块向上运动,带动着导向块向上运动,此时轴承座向上运动。此时将工件放入,此时由支撑架一和支撑架二上面的深沟轴承支撑,工件的末端与定位体相接处完成定位,此时前推快夹,在快夹的作用下轴承座向下运动,使得深沟球轴承二号向下与工件接触在深沟球轴承二号和深沟球轴承一号共同作用下完成夹紧动作。
78.测量中:
79.向前推动手柄球,在交叉滚子导轨的作用下,导轨上座向前运动,带动测量臂和测量杠杆向前运动,此时在限位块的作用下导轨上座到达位置,测头到达工件内部测量位置,此时按下手柄球,使活动手柄在销的作用下向下运动,卡在导向块中,从而使测头的位置固定。
80.转动内六角紧定螺钉二号使其向上运动,此时测量杠杆在压缩弹簧一号的作用下测头向下运动,使测头与工件内壁接触,此时百分表测量部分与测量杠杆接触获得数值。
81.转动工件,由于测头与工件内壁接触,测量杠杆将内边变化传递给百分表,通过观察百分表数值变化获得工件内节圆跳动情况。
82.测量后:
83.转动内六角紧定螺钉二号使其向下运动,此时测量杠杆在压缩弹簧一号的作用下测头向上运动,使测头与工件内壁脱离。此时上推手柄球,使活动手柄在销的作用下向上运动,离开导向块,向后推动手柄球,在交叉滚子导轨的作用下,导轨上座向后运动,带动测量臂和测量杠杆向后运动,测头离开工件内部测量位置到达安全位置。
84.按下快夹,在快夹的作用下连接块向上运动,带动着导向块向上运动,此时轴承座向上运动,使得深沟球轴承二号向上脱离工件此时将工件取出,测量完成。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1