一种桶状复杂曲面工件无损检测装置及检测方法与流程
一种桶状复杂曲面工件无损检测装置及检测方法
1.本发明涉及射线无损检测领域,尤其涉及一种桶状复杂曲面工件无损检测装置及检测方法。
背景技术:
2.无损检测是工业发展中必不可少的工具,在一定程度上反映了一个国家工业发展水平。x射线检测技术作为一种常规的无损检测方法,其应用于工业领域已有近百年的历史。在早期以及现在的一些工业领域(如军工制造领域),x射线检测通常以胶片照相为主要检测方法,这种检测方法存在检测周期长、检测效率低、检测费用高、暗室处理废液污染环境等问题,已不适应信息化时代的无损检测发展趋势。目前,数字射线无损检测技术在工业领域已经得到了广泛应用。在确保产品检测质量的前提下,数字射线无损检测技术具有检测速度快、检测成本低、图像易保存、易实现远程分析和诊断等特点,是射线检测发展的方向。采用数字射线无损检测技术可以通过灰度调节、增强、锐化等数字图像处理方法提高图像对比度,提高缺陷的辨识力,进一步采用缺陷识别算法实现缺陷自动筛选、定位、分类,从而实现智能化评片,大大提高了缺陷识别的准确性和评片效率。
3.本发明检测的对象可描述为大尺寸筒状复杂曲面工件。筒状复杂曲面工件可以理解为工件中空且为圆周对称形状,复杂曲面是相对于简单的圆柱面定义的,可以理解为沿轴向方向,工件表面的法向不一致,如火箭发动机推力室,火箭贮箱端面等。
4.对于工件复杂曲面的特点,现有的数字射线检测装置和方法无法实现对工件表面任意位置的垂直透照,而倾斜透照增加了射线的穿透壁厚,同样影响成像灵敏度和成像质量,并且无法定位缺陷所在工件表面的具体位置。
技术实现要素:
5.鉴于上述的分析,本发明实施例旨在提供一种桶状复杂曲面工件无损检测装置及检测方法,用以解决现有无损检测装置和方法无法实现对复杂曲面工件任意表面位置垂直透照的问题。
6.一方面,本发明实施例提供了一种桶状复杂曲面工件无损检测装置,该装置包括:工件转盘,为圆环结构,用于放置待测工件,并用于带动所述待测工件转动;
7.射线源,位于待测工件的内侧,安装在第一运动机构上;
8.探测器,位于待测工件的外侧,安装在第二运动机构上;
9.控制器,用于控制所述第一运动机构、第二运动机构以及所述工件转盘运动,以使射线源发出的中心射束始终垂直于探测器表面并过探测器中心点,并使探测器法向与待测工件表面法向重合。
10.进一步,所述控制器,将待测工件表面划分为多个区域;
11.根据上述各个区域的中心点位置和法向,确定与每一区域相对应的探测器和射线源位置和方向;其中,对每一个待测区域,射线源中心射束与待测区域的法向重合,探测器法向与待测区域法向重合;
12.控制第一运动机构、第二运动机构以及所述工件转盘运动,以使探测器和射线源依次到达每个区域对应的位置和方向,实现对各个区域的扫描。
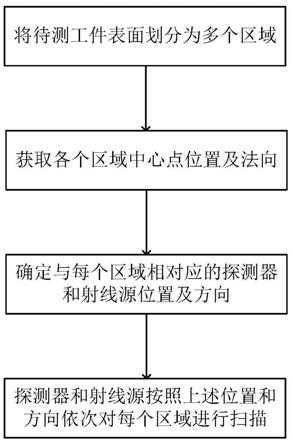
13.一方面,本发明实施例提供了一种桶状复杂曲面工件无损检测方法,包括如下步骤:
14.将待测工件表面划分为多个区域;
15.获得每个区域中心点位置及法向;
16.根据上述各个区域中心点位置和法向,确定与每一个区域相对应的探测器和射线源位置及方向;其中,对每一个待测区域,射线源中心射束与待测区域的法向重合,探测器法向与待测区域法向重合;
17.控制第一运动机构、第二运动机构以及所述工件转盘运动,以使探测器和射线源依次到达每个区域对应的位置和方向,实现对各个区域的扫描。
18.进一步,将待测工件表面划分为多个区域,包括:
19.将待测工件表面从下至上依次分成多个环形区域;
20.对每一个环形区域,沿圆周方向进行分区,将待测工件表面划分成一系列四边形网格区域。
21.进一步,扫描时,从下至上或者从上至下逐层对每一个环形区域进行扫描,在对某一个环形区域扫描时,沿圆周方向依次对每一个四边形网格区域进行扫描。
22.进一步,在对某一个环形区域扫描时,保持探测器和射线源位置和方向不动,工件转盘带动工件旋转步进角度,依次实现对每一个四边形网格区域的检测。
23.进一步,确定网格区域的尺寸,使得相邻网格区域在探测器中的像存在一定的重叠。
24.进一步,基于下式确定网格区域的尺寸:
25.网格区域的宽度为:
[0026][0027]
网格区域的高度为:
[0028][0029]
其中,w为探测器宽度,h为探测器高度,d为相邻区域在探测器中所成像的重叠宽度,s为成像放大比。
[0030]
进一步,步进角度计算方法具体为:
[0031][0032]
其中,m为待检测区域宽度,r为待检测区域中心点到射线源焦点的距离。
[0033]
进一步,探测器和射线源位置计算方法具体为:
[0034]
探测器中心点d的x、z坐标分别为:
[0035]
d
x
=p
x
‑
v
·
sin(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0036]
d
z
=p
z
+v
·
cos(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5);
[0037]
射线源焦点的x、z坐标分别为:
[0038]
r
x
=p
x
+(f
‑
v)
·
sin(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0039]
r
z
=p
z
‑
(f
‑
v)
·
cos(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(7)
[0040]
其中,以工件底面中心为原点,水平向右为x轴,竖直向上为z轴,建立直角坐标系,p为某一区域中心点,p
x
为中心点p在x方向的分量,p
z
为中心点p在z方向的分量,v为探测器与工件表面之间的距离,f为射线源焦点到探测器的距离,α为该区域的法向与竖直方向的夹角。
[0041]
与现有技术相比,本发明至少可实现如下有益效果之一:
[0042]
1、上述检测装置和方法通过将待测工件表面划分为多个区域并获取每个区域的中心位置和法向,根据每个区域的中心位置和方向确定探测器和射线源的位置和方向,通过控制器控制第一、第二运动机构以及工件转盘的运动,使得射线源能够对待测工件表面任意位置实现垂直透照,从而提高成像的灵敏度和成像质量。
[0043]
2、通过将待测工件表面沿高度方向划分为多个环形区域,并将每个环形区域沿圆周方向进行分区,将待测工件表面划分成一系列四边形网格区域,扫描时,依次对每一个四边形区域进行扫描,实现对待测工件表面全覆盖检测。在此基础上,通过对四边形网格区域尺寸的计算,得到合理的网格区域大小,在保证对待测工件表面成像全覆盖的基础上降低了成像冗余,减少了数据处理量。
[0044]
本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
[0045]
附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
[0046]
图1为桶状复杂曲面工件无损检测装置示意图;
[0047]
图2为桶状复杂曲面工件无损检测方法流程图;
[0048]
图3为工件表面全覆盖检测分区示意图;
[0049]
图4为工件纵焊缝检测分区示意图
[0050]
图5为成像视野与检测区域关系示意图;
[0051]
图6为检测装置中参考坐标系示意图;
[0052]
图7为计算探测器中心和射线源焦点位置示意图;
[0053]
图8为检测流程框图;
[0054]
图9为计算工件转盘步进角度示意图。
具体实施方式
[0055]
下面结合附图来具体描述本发明的优选实施例,其中,附图构成本技术一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
[0056]
本发明所说的桶状复杂曲面工件是指工件中空且为圆周对称形状,沿轴向方向,工件表面法向是变化的。
[0057]
实施例1
[0058]
本发明的一个具体实施例,公开了一种桶状复杂曲面工件无损检测装置,如图1所示。该装置包括:探测器、射线源、第一运动机构、第二运动机构、工件转盘、控制器;
[0059]
工件转盘,为圆环结构,被检测工件为桶状结构,被检测工件倒扣放置于工件转盘上,通过转盘旋转实现被检测工件圆周方向上的检测;
[0060]
射线源采用定向辐射的方式,装配在被检测工件内部的第一运动机构上;
[0061]
具体的,第一运动机构为3自由度运动机构,可以沿水平方向、竖直方向运动,并且俯仰角可调节,从而实现对探测物距、射线中心射束角度的调节。
[0062]
探测器装配在第二运动机构上;第二运动机构设置在被检测工件的外侧。
[0063]
具体的,第二运动机构为机械臂,利用机械臂多自由灵活的特点,实现探测像距、探测角度调节。
[0064]
控制器,用于控制所述3自由度运动机构、机械臂以及所述工件转盘运动,以使射线源发出的中心射束始终垂直于探测器表面并过探测器中心点,并使探测器法向与待测工件表面法向重合,并可以根据实际需要,调节探测器与工件表面之间的距离。
[0065]
控制器通过对这三套运动机构以及射线源开关和探测器采集的协同控制,完成对被检测工件表面单壁垂直透照检测。
[0066]
另一可选的实施方式中,考虑到实际安装条件的不同,第一运动机构可以是机械臂,第二运动机构可以是3自由度运动机构。
[0067]
另一可选的实施方式中,根据不同的检测需求,可以将探测器放置在桶状工件内侧,射线源放置在桶状工件外侧,实现单臂垂直透照;
[0068]
根据实际的检测环境,可以将第一、第二运动机构采用吊装的方式安装,也可以将第一、第二运动机构安装在可以水平滑动的底座上。
[0069]
另一可选的实施方式中,第一或第二运动机构还可以是2自由度运动机构,在某些检测工况下,无需在水平方向移动,因此仅保留竖直方向以及俯仰方向的转动即可实现检测目的。
[0070]
通过执行实施例2的方法流程,采用本实施例任一可选的实施方式进行桶状复杂曲面工件无损检测。
[0071]
实施例2
[0072]
本发明的另一个具体实施例,公开了一种桶状复杂曲面工件无损检测方法,如图2所示,包括如下步骤:
[0073]
s1、将待测工件表面划分为多个区域;
[0074]
根据不同的工件检测需求,可对待检测工件表面采用不同的区域划分方式。
[0075]
由于数字射线检测的成像视野受探测器平面大小、射线辐射角度及成像放大比等因素的限制,为了满足对大尺寸工件的全覆盖检测,需要对工件全表面进行分区检测,分区方案如图3所示。根据本发明的运动扫描方式设计,先将工件从下往上进行分层,每层的高度对应成像视野的竖直高度,形成一系列环形区域;再将每个环形区域在圆周方向进行分区,每个区域的宽度对应成像视野的水平宽度。如此将工件表面划分成一系列四边形网格区域。
[0076]
若要对工件表面的纵焊缝进行检测,则无需对整个工件表面进行网格划分,只需
要对焊缝区域进行全覆盖网格划分即可,分区方案如图4所示,沿着每条焊缝的延伸方向,从下至上将焊缝区域划分为多个四边形网格。
[0077]
在实际检测中,划分的检测区域大小要略小于成像视野,相邻两个检测区域边界对应的成像视野有部分重叠,从而确保不会因为计算的检测区域误差导致工件存在未检测到的缝隙。然而,重叠区域也不宜过大导致冗余成像。成像视野与检测区域关系如图5所示。
[0078]
检测区域大小与探测器平面大小、射线辐射角度、探测器到工件表面距离、探测器到射线源焦点距离以及设置的相邻重叠区域大小有关。一般情况,探测器尽量贴近工件表面,并根据像质要求、射线管运动范围限制、射线辐射角度等因素确定射线源焦点到探测器的距离。检测区域大小计算示意图如图6所示。
[0079]
假设已知探测器宽度为w,高度为h,探测器到工件表面的距离为v,射线源焦点到探测器的距离为f,设置的相邻重叠区域大小为d。检测区域的宽度为:
[0080][0081]
检测区域的高度为:
[0082][0083]
其中,s为成像放大比:
[0084][0085]
s2、获得每个区域中心点位置及法向;
[0086]
首先需要确定一个参考坐标系,用于描述探测器位置、射线源位置、以及各运动机构基座位置等,该坐标系称之为世界坐标系(w)。在本方案,将世界坐标系定义在工件底面中心,以工件底面中心为原点,水平向右为x轴,竖直向上为z轴建立坐标系,如图6所示。
[0087]
设某个待检测区域中心点为p,相对于世界坐标系(w),p点的位置坐标为(x,0,z),该点法向方向表示为该点所在区域法向方向与竖直方向的夹角α。中心点p的位置以及法向计算可基于工件的三维模型,借助计算机图形学工具进行提取曲线、离散曲线得到中心点位置坐标、法向方向,该方法的应用目前已经非常成熟,如机器人离线编程技术,这里不再阐述。
[0088]
s3、根据上述各个区域中心点位置和法向,确定与每一个区域相对应的探测器和射线源位置及方向;其中,对每一个待测区域,射线源中心射束与待测区域的法向重合,探测器法向与待测区域法向重合;
[0089]
根据待检测区域中心点p的位置和法向以及探测器到工件表面的距离v,确定探测器中心点d的位置和法向。如图7所示,中心点p和探测器中心点d的法向与竖直方向夹角为α,中心点p和探测器中心点d的距离为v,则探测器中心点d的x、z坐标分别为
[0090]
d
x
=p
x
‑
v
·
sin(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(4)
[0091]
d
z
=p
z
+v
·
cos(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(5)
[0092]
根据待检测区域中心点p的位置和法向、探测器到工件表面的距离为v和射线源焦点到探测器的距离f,确定射线源焦点r的位置和法向。如图7所示,中心点p的法向、射线源焦点r的中心射束方向与竖直方向夹角为α,中心点p和射线源焦点r的距离为f
‑
v,则射线源
焦点r的x、z坐标分别为
[0093]
r
x
=p
x
+(f
‑
v)
·
sin(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(6)
[0094]
r
z
=p
z
‑
(f
‑
v)
·
cos(α)
ꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀꢀ
(7)。
[0095]
s4、控制第一运动机构和第二运动机构以及工件转盘的运动,以使探测器和射线源依次到达每个区域对应的位置和方向,实现对各个区域的扫描;
[0096]
根据探测器中心点d的位置和法向,计算机械臂运动到规划位置时的各关节轴角度。该步骤需要对机械臂基座和机械臂的末端执行器进行标定,标定完成后将得到探测器中心点d相对于机械臂基座b以及机械臂基座b相对于世界坐标系w的位置关系,然后根据机械臂的几何dh参数及运动学逆解算法,得到各个关节轴的角度。在得到机械臂各关节轴的角度后,控制器控制机械臂各关节轴到达上述角度,以使得探测器达到预定的位置和方向。关于机械臂的标定和逆解方法属于机械臂控制系统中最基本的方法,这里不再叙述。
[0097]
根据射线源焦点r的位置和法向,计算3自由度运动机构运动到规划位置时的各运动轴位置。将3自由度运动机构的零点标定在世界坐标系w,则运动机构水平轴应运动到的位置为
‑
rx,竖直轴应运动到的位置为rz,俯仰角为90
‑
α。控制器控制运动机构到达上述位置和角度,以使得射线源到达预设的位置和方向。
[0098]
若要实现工件表面全覆盖检测,则具体扫描流程如下,参见图8:从下至上或者从上至下逐层对每一个环形区域进行扫描,在对某一个环形区域扫描时,沿圆周方向依次对每一个四边形网格区域进行扫描,
[0099]
在对某一个环形区域扫描时,保持探测器和射线源位置和方向不动,工件转盘带动工件旋转步进角度,依次实现对每一个四边形网格区域的检测。
[0100]
工件转盘的步进角度计算方法如下:
[0101]
根据待测区域中心点p的位置和检测区域宽度m,计算工件转盘步进角度。如图9所示,根据待测区域中心点p可计算中心点高度截面圆的半径r为:
[0102][0103]
工件转盘每步运动角度为:
[0104][0105]
若要对工件表面上存在的焊缝进行检测,则具体的检测流程为:先对一条焊缝划分的每层网格进行检测;检测完成后转动工件转盘,将下一条焊缝转动到探测器成像范围内,并对该焊缝的每层网格进行检测;直到将所有焊缝检测完成。
[0106]
本技术通过对待测工件表面进行分区,得到各个区域的中心点位置和方向,根据上述各个区域的中心点位置和法向,确定出探测器和射线源与每个区域相对应的位置和方向,从而控制探测器和射线源到达每个区域所需的位置和方向,依次完成对各个区域的扫描,进而实现对复杂曲面任意位置的垂直透照检测,提高了成像灵敏度和成像质量。通过将待测表面划分为一系列四边形网格区域,并确定网格区域大小,使得相邻网格区域在探测器中所成像有一定的重叠,能够实现对待测工件表面全覆盖检测,同时降低了冗余度,减少了数据处理量。
[0107]
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,
都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1