一种推片染色机及其染色方法与流程
1.本技术涉及医疗器械技术领域,具体是涉及一种推片染色机及其染色方法。
背景技术:
2.在疾病诊疗当中,通过推片将样本涂布在玻片上后,然后对样本进行染色以完成制片,最后进行显微镜检 测而获得的检测结果,为医生对疾病的诊断提供参考依据。如涂片的显微镜检测是液细胞学检测的基本方法, 应用较为广泛,特别是对各种液病的诊断有很大价值。
3.申请号为“202010144944.1”、申请日为“2014.04.28”、名称为“涂片制备装置和涂片制备方法”的发明 专利申请中描述了涂片制备装置包括沿工作线排布的玻片装载模块、滴样模块、推片模块和染色模块,推片模 块用于对滴样后的玻片进行样本抹平,染色模块用于对经过样本抹平的玻片进行染色,也即该专利申请公开了 样本先推片后染色的推染模式,这种模式不能对网织红样本进行制片。
技术实现要素:
4.本技术主要是提供一种推片染色机及其染色方法,能够能够实现对网织红样本的制片。
5.为解决上述技术问题,本技术采用的一个技术方案是:提供一种推片染色机,所述推片染色机包括:网织 红染色装置,用于对网织红样本进行染色;加样装置,包括加样驱动机构及加样件,所述加样驱动机构与所述 加样件连接以驱动所述加样件往复运动,沿所述加样件的运动轨迹设有网织红染色位及加样位,所述网织红染 色装置设置于所述网织红染色位,所述加样件用于在所述加样位将所述网织红样本添加至网织红玻片上;推片 装置,用于将所述网织红样本涂布于所述网织红玻片上。
6.为解决上述技术问题,本技术采用的一个技术方案是:提供一种推片染色机,所述推片染色机包括:网织 红染色装置,用于对网织红样本进行染色;加样装置,包括加样驱动机构及加样件,所述加样驱动机构与所述 加样件连接以驱动所述加样件往复运动,沿所述加样件的运动轨迹设有网织红染色位及加样位,所述网织红染 色装置设置于所述网织红染色位,所述加样件用于在所述加样位将所述网织红样本添加至网织红玻片上、将常 规样本添加至常规玻片上;推片装置,用于将所述网织红样本涂布于所述网织红玻片上、将所述常规样本涂布 于至所述常规玻片上。
7.为解决上述技术问题,本技术采用的一个技术方案是:提供一种推片染色机,所述推片染色机包括:网织 红染色装置,用于对网织红样本进行染色;加样装置,包括加样驱动机构及加样件,所述加样驱动机构与所述 加样件连接以驱动所述加样件往复运动,沿所述加样件的运动轨迹设有网织红染色位及加样位,所述网织红染 色装置设置于所述网织红染色位,所述加样件用于在所述加样位将所述网织红样本添加至网织红玻片上、将常 规样本添加至常规玻片上;推片装置,用于将所述网织红样本涂布于所述网织红玻片上、将所述
样本涂布于至 所述常规玻片上;常规染色装置,用于将对所述常规玻片染色。
8.为解决上述技术问题,本技术采用的一个技术方案是:提供一种推片染色机,所述推片染色机包括:网织 红染色装置,用于对网织红样本进行染色;加样装置,包括加样驱动机构及加样件,所述加样驱动机构与所述 加样件连接以驱动所述加样件往复运动,沿所述加样件的运动轨迹设有网织红染色位及加样位,所述网织红染 色装置设置于所述网织红染色位,所述加样件用于在所述加样位将所述网织红样本添加至网织红玻片上、将常 规样本添加至常规玻片上;推片装置,用于将所述网织红样本涂布于所述网织红玻片上、将所述样本涂布于至 所述常规玻片上;常规染色装置,用于将对所述常规玻片染色;网织红加液装置,用于向所述网织红染色装置 注入网织红染色试剂;常规加液装置,用于向所述常规染色装置注入常规染色试剂。
9.为解决上述技术问题,本技术采用的一个技术方案是:提供一种根推片染色方法,所述推片染色方法包括: 所述加样驱动机构动所述加样件将常规样本添加至常规玻片上、所述推片装置将所述样本涂布于至所述常规玻 片上;和/或所述网织红加液装置向所述网织红染色装置注入网织红染色试剂、所述加样驱动机构驱动所述加样 件将所述网织红样本添加至网织红玻片上、所述推片装置将所述网织红样本涂布于所述网织红玻片上;和/或所 述加样驱动机构驱动所述加样件将所述样本涂布于至所述常规玻片上、所述推片装置将所述样本涂布于至所述 常规玻片上、所述染色装置对常规加液装置向所述常规染色装置注入常规染色试剂。
10.本技术的有益效果是:区别于现有技术的情况,本技术提供的推片染色机包括:网织红染色装置,用于对 网织红样本进行染色;加样装置,包括加样驱动机构及加样件,加样驱动机构与加样件连接以驱动加样件往复 运动,沿加样件的运动轨迹设有网织红染色位及加样位,网织红染色装置设置于网织红染色位,加样件用于在 加样位将网织红样本添加至网织红玻片上;推片装置,用于将网织红样本涂布于网织红玻片上,能够实现对网 织红样本的制片。
附图说明
11.为了更清楚地说明本技术实施方式中的技术方案,下面将对实施方式描述中所需要使用的附图作简单地介 绍,显而易见地,下面描述中的附图仅仅是本技术的一些实施方式,对于本领域普通技术人员来讲,在不付出 创造性劳动的前提下,还可以根据这些附图获得其他的附图。
12.图1是本技术提供的推片染色机实施方式的立体结构示意图;
13.图2是图1中推片染色机除壳体外的立体分解结构示意图;
14.图3是图1中推片染色机的位置示意框图;
15.图4是图2中网织红染色装置与加样装置的立体结构示意图;
16.图5是图2中推片装置的立体结构示意图;
17.图6是图5中推片组件与承载机构装配的的正面示意图;
18.图7是图6中推片组件的立体结构示意图;
19.图8是图7中夹持机构的分解结构示意图;
20.图9是图7中推片转动至推样角度的状态示意图;
21.图10是图6中推片转动至清洗角度的状态示意图;
22.图11是图7中推片组件一实施方式的分解结构示意图;
23.图12是图7中推片组件另一实施方式的分解结构示意图;
24.图13是图11中m部分的放大示意图;
25.图14是图10中清洗容器运动至规避位的状态示意图;
26.图15是图10中清洗容器运动至清洗位的状态示意图;
27.图16是图10中推片的清洗状态示意图;
28.图17是图5中清洗容器的截面示意图;
29.图18是本技术提供的推片清洗方法一实施方式的流程示意图;
30.图19是图18中步骤s1一实施方式的具体流程示意图;
31.图20是本技术提供的推片清洗方法另一实施方式的流程示意图;
32.图21是图2中只染装置的立体结构示意图;
33.图22是图2中常规染色容器的立体结构示意图;
34.图23是图1中推片染色机的网织红加液装置的原理示意图;
35.图24是图1中推片染色机的常规加液装置的原理示意图;
36.图25是图24中第一染色模块与第二染色模块一实施方式的原理结构示意图;
37.图26是图24中第一染色模块与第二染色模块另一实施方式的原理结构示意图;
38.图27是图2中输送装置的立体结构示意图;
39.图28是图2中打印装置的立体结构示意图;
40.图29是图28中打印装置的立体分解结构示意图;
41.图30是图29中打印头组件的立体结构示意图;
42.图31是图30中打印头组件的截面示意图;
43.图32是图29中碳带机构的立体分解结构示意图;
44.图33是图32中第二弹性压持件的立体结构示意图;
45.图34是图29中打印装置的截面示意图;
46.图35是图34中n部分的放大示意图;
47.图36是图35中调节单元的立体结构示意图;
48.图37是图36中第一调节部与第二调节部的未卡合状态示意图;
49.图38是图36中第一调节部与第二调节部的卡合状态示意图;
50.图39是图2中采样装置的立体结构示意图;
51.图40是图2中混匀装置的立体结构示意图;
52.图41是图2中容器夹取装置的立体结构示意图;
53.图42是图1中第二手动进样装置的立体结构示意图;
54.图43是图2中玻片运输装置实施方式的立体结构示意图;
55.图44是图43中输送台的立体结构示意图;
56.图45是图44中输送台一实施方式的示意框图;
57.图46是图45中输送台另一实施方式的示意框图;
58.图47是图44中传输单元的立体结构示意图;
59.图48是图47中推动组件的立体结构示意图;
60.图49是图48中推动组件在玻片篮接收区r1的状态示意图;
61.图50是图48中推动组件在第一玻片接收区r2的状态示意图;
62.图51是图50中推动组件返回玻片篮接收区r1的状态示意图;
63.图52是图51中推动本体的倾斜状态示意图;
64.图53是图49中定位组件的立体结构示意图;
65.图54是图53中定位组件推动的初始状态示意图;
66.图55是图53中定位组件推动的过程状态示意图;
67.图56是图43中j部分的放大示意图;
68.图57是图53中定位组件推动玻片篮的初始状态示意图;
69.图58是图57中定位组件推动玻片篮的结束状态示意图;
70.图59是本技术提供的玻片运输方法一实施方式的具体流程示意图;
71.图60是本技术提供的玻片运输方法另一实施方式的具体流程示意图;
72.图61是图1中推片染色机的控制示意图;
73.图62是本技术提供的推片染色方法实施方式的流程示意图。
具体实施方式
74.下面结合附图和实施方式,对本技术作进一步的详细描述。特别指出的是,以下实施方式仅用于说明本 申请,但不对本技术的范围进行限定。同样的,以下实施方式仅为本技术的部分实施方式而非全部实施方式,
75.本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施方式,都属于本技术保护的范围。
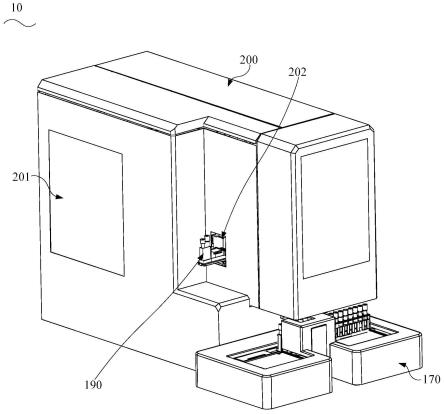
76.请一并参阅图1、图2及图3,图1是本技术提供的推片染色机10实施方式的立体结构示意图,图2是图 1中推片染色机10除壳体外的立体分解结构示意图,图3是图1中推片染色机10的位置示意框图,本实施方 式中的推片染色机10包括网织红染色装置20、加样装置30、推片装置40、只染装置50及常规染色装置60。
77.请参阅图4,图4是图2中网织红染色装置20与加样装置30的立体结构示意图,网织红染色装置20用于 对网织红样本进行染色,在实际应用时,先向网织红染色装置20中注入网织红染色试剂,通过该网织红染色试 剂对网织红样本进行染色,在本实施方式中,该网织红染色试剂即为网织红染液。
78.加样装置30包括加样驱动机构31及加样件32,加样驱动机构31与加样件32连接以驱动加样件32往复 运动,沿加样件32的运动轨迹设有网织红染色位p1及加样位p2,网织红染色装置20设置于网织红染色位p1, 加样件32用于在加样位p2将网织红样本添加至网织红玻片上,和/或将常规样本添加至常规玻片上,也即加样 驱动机构31驱动加样件32运动至网织红染色位p1,并从网织红染色装置20中抽取网织红样本,然后驱动加 样件32运动至加样位p2将网织红样本添加至网织红玻片上,同理,加样件32也在加样位p2将常规样本添加 至常规玻片上。
79.可以理解的,上述的网织红样本及常规样本可以为同一种样本,比如均为细胞样本,当该细胞样本用于网 织红检测时,那么该细胞样本即为网织红样本,当该细胞样本用于常规检测时,那么该细胞样本即为常规样本; 上述的网织红样本及常规样本也可以为不
同样本,比如网织红样本为用于网织红检测的细胞样本,常规样本为 妇科样本或男科样本。
80.其中,加样驱动机构31包括第一加样驱动组件311及第二加样驱动组件312,第一加样驱动组件311与加 样件32连接,以驱动加样件32分别运动至网织红染色位p1及加样位p2,第二加样驱动组件312分别连接第 一加样驱动组件311及加样件32,以驱动加样件32远离或靠近网织红染色装置20、常规玻片和/或网织红玻片, 在本实施方式中,第一加样驱动组件311在水平方向x上驱动加样件32运动,第二加样驱动组件312在竖直 方向z上驱动加样件32运动。
81.在本实施方式中,第一加样驱动组件311及第二加样驱动组件312均采用的是电机带动传动带运动,进而 带动加样件32运动的驱动方式,在其他实施方式中,也可以采用其他驱动方式,比如气缸驱动、丝杆电机驱动 等,对此不做限定。
82.请参阅图5,图5是图2中推片装置40的立体结构示意图,推片装置40用于将网织红样本涂布于网织红 玻片上,和/或将常规细样本涂布于常规玻片上,可以理解的,在实际应用时,网织红玻片和常规玻片均为玻片, 本实施方式中的网织红玻片和常规玻片仅仅是为了对两者进行区分而将两者定义为不同的名称。
83.其中,推片装置40包括承载机构41、推片组件42及清洗机构43。
84.其中,承载机构41包括载台411及支架412,支架412设置在载台411上,在具体应用时,载台411一般 呈水平设置,支架412在载台411的上方与载台411连接且呈竖直设置。
85.请一并参阅图6、图7及图8,图6是图5中推片组件42与承载机构41装配的的正面示意图,图7是图6 中推片组件42的立体结构示意图,图8是图7中夹持机构421的分解结构示意图,本实施方式中的推片组件 42用于容纳推片300,推片组件42安装于支架412上,推片组件42与载台411之间形成容置空间101。
86.其中,推片组件42包括夹持机构421,夹持机构421用于夹持推片300。
87.具体的,夹持机构421包括夹持组件,夹持组件包括第一夹持件4211及第二夹持件4212,第一夹持件4211 与第二夹持件4212相对设置以共同夹持推片300。
88.其中,第一夹持件4211和/或第二夹持件4212设有容置槽421a,在本实施方式中,容置槽421a设置于第 二夹持件4212上,推片300放置于容置槽421a内被第一夹持件4211与第二夹持件4212共同夹持,在具体应 用时,推片300在如图7所示的a向上插入容置槽421a内。
89.进一步的,推片300上设有定位孔3001,夹持机构421还包括定位件4213,定位件4213与第一夹持件4211 或第二夹持件4212连接并与定位孔3001配合设置,以使得当推片300插入第一夹持件4211与第二夹持件4212 之间后,通过定位件4213与定位孔3001对推片300的位置进行定位,提高推片300的位置准确性。
90.其中,第一夹持件4211或第二夹持件4212设有安装孔421b,在本实施方式中,安装孔421b设置于第二 夹持件4212上并与容置槽421a连通,定位件4213设置于安装孔421b内。
91.可选的,定位件421b为弹性定位件,比如定位件421b为球头柱塞,由于球头柱塞的球头部为弹性结构, 当推片300插入第一夹持件4211与第二夹持件4212之间的过程中,球头部在推片300的推力作用下发生弹性 形变,以使得推片300能够继续插入,从而使得推片300的定位孔3001与球头部对齐时,球头部恢复至未变形 状态并插入定位孔3001中,进而
与定位孔3001呈配合设置,同理,当推片300从第一夹持件4211与第二夹持 件4212之间抽出时,球头部在推片300的拉力作用下发生弹性形变,以使得球头部与定位孔3001脱离配合状 态,进而使得推片300能够完全从第一夹持件4211与第二夹持件4212之间抽出。
92.进一步的,本实施方式中的夹持机构421还包括连接件4214,连接件4214穿设于第一夹持件4211并与第 二夹持件4212连接。
93.可选的,连接件4214可选用螺栓、螺丝,比如连接件4214选用螺栓,第一夹持件4211设有通孔,第二夹 持件4212设有螺纹孔,螺栓穿过第一夹持件4211的通孔并与第二夹持件4212的螺纹孔螺纹连接。
94.进一步的,本实施方式中的夹持机构421还包括动力件4215,动力件4215用于产生驱动第一夹持件4211 靠近第二夹持件4212运动和/或第二夹持件4212靠近第一夹持件4211运动的驱动力,以使得第一夹持件4211 与第二夹持件4212在驱动力作用下夹持推片300,动力件4215可以自身产生驱动力,也可以是靠其他结构的 外力作用产生驱动力。
95.在一实施方式中,该动力件4215为弹性件,该弹性件分别抵接连接件4214及第一夹持件4211,或该弹性 件分别连接第一夹持件4211及第二夹持件4212,当弹性件分别抵接连接件4214及第一夹持件4211时,弹性 件产生的驱动力为压力,当弹性件分别连接第一夹持件4211及第二夹持件4212时,弹性件产生的驱动力为拉 力。
96.为了便于说明,以弹性件为弹簧,且分别抵接连接件4215及第一夹持件4211为例,该弹簧套设于连接件 4214,弹簧产生朝向第二夹持件4212的压力,当推片300在如图7所示的a方向上插入第一夹持件4211与第 二夹持件4212之间时,推片300需要克服弹簧的弹力作用,当插入完毕后,推片300在弹力作用下被压持在第 二夹持件4212上,从而使得第一夹持件4211与第二夹持件4212在该弹力作用下共同夹持推片300,同理,当 需要拆卸推片300时,只需要克服弹簧的弹力作用将推片300抽出即可。
97.在另一实施方式中,该动力件4215为磁吸件,磁吸件4215与第一夹持件4211及第二夹持件4212中的一 个连接,以吸附第一夹持件4211及第二夹持件4212中的另一个,比如,磁吸件4215与第二夹持件4212连接, 只需要以能够被磁吸的材质制作第一夹持件4211或在第一夹持件4211上设置一个磁性部,即可实现磁吸件4215 吸附第一夹持件4211,当推片300插入第一夹持件4211与第二夹持件4212之间时,推片300克服磁吸件4215 的磁力作用,当插入完毕后,推片300在磁力作用下被第一夹持件4211与第二夹持件4212夹持,同理,当需 要拆卸推片300时,只需要克服磁力作用将推片300抽出即可。
98.通过上述第一夹持件4211、第二夹持件4212、连接件4214及动力件4215的设置方式,使得本实施方式中, 在需要安装推片300时,只需要克服动力件4215产生的驱动力作用,即可将推片300插入第一夹持件4211与 第二夹持件4212之间使得推片300被夹持,在需要拆卸时,也只需要克服该驱动力作用,即可将推片300抽出, 无论是安装还是拆卸,都不需要将连接件4214拆掉,安装及拆卸的过程简单,操作方便。
99.进一步的,夹持机构421还包括导向组件4216,导向组件4216与第一夹持件4211或第二夹持件4212连 接,关于导向组件4216的具体作用及原理请参阅下文描述。
100.其中,导向组件4216包括导向件421c及导向轮421d,导向件421c与第一夹持件4211或第二夹持件4212 固定连接,导向轮421d与导向件421c转动连接。
101.请一并参阅图8、图9及图10,图9是图7中推片300转动至推样角度的状态示意图,
图10是图6中推片 300转动至清洗角度的状态示意图,本实施方式中的推片组件42还包括支座422,上述的夹持机构421与支座 422转动连接,以使得推片300可转动至推样角度及清洗角度,可以理解的,当推片300转动至推样角度时, 推片300可进行将样本涂布于玻片上的推片操作,当推片300转动至清洗角度,可对推片300进行清洗,具体 清洗原理参阅下文描述。
102.其中,支座422包括支座本体4221及与支座本体4221连接的转轴4222,夹持机构421与转轴4222转动 连接,在本实施方式中,夹持机构421的第二夹持件4212与转轴4222转动连接。
103.可选的,上述的推样角度为如图9所示的,推片300与水平方向呈倾斜设置,比如推片300与水平方向的 夹角为45
°
,上述的清洗角度为如图10所示的,推片300呈竖直状态。
104.请一并参阅图7、图9、图11及图12,图11是图7中推片组件42一实施方式的分解结构示意图,图12 是图7中推片组件42另一实施方式的分解结构示意图,本实施方式中的推片组件42还包括弹性机构423及止 挡机构424,弹性机构423分别连接支座422及夹持机构421,用于产生第一弹力,第一弹力用于驱动夹持机构 421在第一转动方向b1上呈转动趋势,在本实施方式中,弹性机构423分别连接支座422及第二夹持件4212, 止挡机构424与支座422连接并用于在第一转动方向b1上止挡夹持机构421,以使得推片300在止挡机构424 与第一弹力的共同作用下呈推样角度,可以理解的,该推样角度即为推片300如图5所示的推样角度。
105.可以理解的,上述的弹性机构423产生的第一弹力,可以是自身产生,也可以是通过其他结构的外力作用 产生。
106.可选的,弹性机构423为拉簧,夹持机构421在拉簧的拉力作用下可在第一转动方向b1上转动。
107.如图11所示,在一实施方式中,止挡机构424为弹性止挡机构,该弹性止挡机构分别连接支座422及夹持 机构421,以产生驱动夹持机构421在第二转动方向b2上呈转动趋势的第二弹力,该第二转动方向b2与第一 转动方向b1相反,以使得推片300在第一弹力与第二弹力的共同作用下呈推样角度,也即弹性机构423产生 的第一弹力能够驱动夹持机构421在第一转动方向b1上转动,弹性止挡机构产生的第二弹力能够驱动夹持机 构421在第二转动方向b2上转动,从而使得推片在第一弹力与第二弹力的作用下保持在如图5所的推样角度。
108.可选的,在该一实施方式中,弹性止挡机构为弹簧,弹簧套设于支座422的转轴4222并抵压于夹持机构421,比如该弹簧为扭簧。
109.如图8所示,在另一实施方式中,止挡机构424为设置于夹持机构421朝向第一转动方向b1一侧的止挡 块,当弹性机构423产生的第一弹力驱动夹持机构421在第一转动方向b1上转动时,该止挡块在第一转动方 向b1上止挡夹持机构421,从而使得夹持机构421在第一转动方向b1上不能发生转动,进而保持在如图5所 的推样角度。
110.进一步的,上述的夹持机构421设有止挡槽421e,止挡机构424与止挡槽421e配合设置,比如止挡机构 424为扭簧,扭簧套设于支座422的转轴4222,且与止挡槽421e配合设置,从而抵压于夹持机构421。
111.可选的,止挡槽421e呈|_|型设置设置。
112.通过上述弹性机构423与止挡机构424的设置方式,本实施方式中,只需要两个机构即可实现推片300在 推样角度上的固定,相比于现有技术中,通过四根弹簧固定的方式,简化了结构,减小了推片装置40的体积。
113.请参阅图13,图13是图11中m部分的放大示意图,其中,本实施方式中的推片组件42还包括定位机构 425,上述的夹持机构421与支座422中的一个设有定位孔421f,定位机构425与夹持机构421与支座422中的 另一个连接并与定位件421f配合设置,保证了推片300在推片角度上的位置准确性,在本实施方式中,定位孔 421f设置于夹持机构421的第二夹持件4212上,定位机构425与支座422的支座本体4221连接。
114.可选的,定位机构425为弹性定位机构,比如定位机构425为球头柱塞,由于球头柱塞的球头部4251为弹 性结构,一方面保证了推片300在推片角度上的初始位置准确性,另一方面,当推片300转动至其他角度,比 如图6所示的清洗角度,并从清洗角度回复至如图5所示的推片角度的过程中,球头部4251能够发生弹性形变, 进而再回复至与定位孔421f呈配合状态,提高推片300复位时的位置准确性。
115.进一步的,本实施方式中的推片组件42还包括第一推片驱动机构426,第一推片驱动机构426与支座422 连接以驱动推片300在第二移动方向上往复运动,在本实施方式中,第二移动方向为如图7所示的竖直方向z。
116.其中,第一推片驱动机构426包括电机4261、主动轮4262、从动轮4263及传动带4264,主动轮4262与 电机4261的输出轴连接,传动带4264绕设于主动轮4262及从动轮4263并与支座422连接,以使得电机4261 转动时,通过传动带4264带动支座422运动。
117.进一步的,本实施方式中的推片组件42还包括第二推片驱动机构427,第二推片驱动机构427与第一推片 驱动机构426连接,以驱动推片300在第三移动方向上往复运动,在本实施方式中,第三移动方向为如图42所 示的水平方向y。
118.其中,本实施方式中第二推片驱动机构427的结构与上述第一推片驱动机构426相同,在此不再赘述,两 者的区别仅在于第二移动方向与第三移动方向不同。
119.进一步的,本实施方式中的推片组件42还包括清洗容器盖428,清洗容器盖428与夹持机构421连接,当 夹持机构421相对于支座422转动、在第二移动方向z上往复运动、在第三移动方向y上往复运动时,清洗容 器盖428与夹持机构421同步运动,关于清洗容器盖428的具体作用请参阅下文描述。
120.可选的,清洗容器盖428选用密封材料制备而成,比如硅胶。
121.其中,清洗容器盖428设有安装槽4281,该安装槽4281贯穿清洗容器盖428,当推片300在如图7所示的 a向上插入第一夹持件4211与第二夹持件4212之间时,推片300穿过安装槽4281并插入第二夹持件4212上 的容置槽421a内。
122.进一步参阅图5及图6,清洗机构43包括清洗驱动机构431及清洗容器432,清洗驱动机构431与清洗容 器432连接以驱动清洗容器432在第一移动方向上往复运动,在本实施方式中,第一移动方向为水平方向x。
123.其中,沿清洗容器432的运动轨迹设有容置位p3及清洗位p4,容置位p3设置于容置空间101内,以使得 清洗容器432在清洗位p4清洗推片300,且在不清洗时容纳于容置空间101内,也即推片300需要清洗时,清 洗驱动机构431驱动清洗容器432运动至清洗位p4,当不需要清洗时,清洗驱动机构431驱动清洗容器432运 动至容置空间101内,一方面通过清
洗容器432可以运动的方式减小推片300清洗时所需的运动行程,另一方 面使用整个装置既有的容置空间101安装清洗容器432,不需要再额外的单独设置一个空间用来安装清洗容器 432,减小了整个装置的体积。
124.可选的,在本实施方式中,清洗容器432连接有超声波清洗机构433,通过该超声波清洗机构433对推片 300进行超声波清洗,可以理解的,在其他实施方式中,推片300的清洗方式不限于此,在此不做限定。
125.进一步的,清洗机构43还包括推动机构434,该推动机构434与清洗驱动机构431连接,以使得清洗驱动 机构431驱动推动机构434在第一移动方向x上运动时与夹持机构421抵接,从而带动推片300转动至清洗角 度,在本实施方式中,推动机构434与清洗容器432连接,从而间接与清洗驱动机构431连接。
126.请一并参阅图10、图13、图14、图15及图16,图14是图10中清洗容器432运动至规避位p5的状态示 意图,图15是图10中清洗容器432运动至清洗位p4的状态示意图,图16是图10中推片300的清洗状态示意 图,其中,沿清洗容器432的运动轨迹还设有规避位p5,容置位p3、清洗位p4及规避位p5沿第一移动方向x 依次设置,以使得清洗驱动机构431驱动清洗容器432从规避位p5运动至清洗位p4的过程中,驱动推动机构 434带动推片300转动至清洗角度。
127.具体的,当需要对推片300进行清洗时,清洗驱动机构431驱动清洗容器432从如图6所示的容置位p3 运动至如图14所示的规避位p5,第二推片驱动机构427驱动推片300在第三移动方向y上运动至可插入清洗 容器432的位置,在本实施方式中,也即运动至清洗容器432的正上方,然后第一推片驱动机构426驱动推片 300在第二移动方向z上靠近清洗容器432,直至如图14所示的,夹持机构421的导向组件4216运动至推动机 构434的运动轨迹上,以使得当清洗驱动机构431驱动清洗容器432从如图14所示的规避位p5运动至如图15 所示的清洗位p4的过程中,导向组件4216与推动机构43抵接,从而带动推片300从如图15所示的推样角度 转动至如图15所示的清洗角度,最后,如图16所示,第一推片驱动机构426继续驱动推片300在第二移动方 向z上插入清洗容器432中,并通过超声波清洗机构433对推片300进行清洗。
128.其中,在本实施方式中,推动机构434与导向组件4216抵接以带动推片300转动的过程中,推动机构4341 与导向组件4216的导向轮421d抵接,以使得抵接过程中,导向轮421d相对于导向件421c转动,从而降低抵 接过程中的摩擦力,提高转动效果。
129.可选的,推动机构433为推动杆。
130.进一步的,如图16所示,第一推片驱动机构426驱动推片300在第二移动方向z上插入清洗容器432后, 上述的清洗容器盖428盖设于清洗容器432,避免清洗过程中,清洗液发生飞溅或者泄露的风险,在实际使用 的过程中,如上述的,清洗容器盖428采用如硅胶材料的密封材料制备而成,进一步提高清洗容器盖428对清 洗容器432的密封效果。
131.进一步的,当推片300清洗完毕后,第一推片驱动机构426驱动推片300在第二移动方向z上远离清洗容 器432,直至推动机构4314与导向组件4216脱离抵接状态,此时,推片300在弹性机构423的第一弹力作用 下,从如图15所示的清洗角度回复转动至如图6所示的推样角度,并在弹性机构423与止挡机构424的共同作 用下保持在推样角度。
132.进一步的,当推片300清洗完毕并回复至推样角度后,还通过干燥机构对推片300
进行干燥,具体干燥方 法可采用吹风的方式,在此不做限定。
133.请参阅图17,图17是图5中清洗容器432的截面示意图,其中,清洗容器432包括容器本体4321及底座 4322,底座4322与清洗驱动机构431连接,容器本体4321用于清洗推片300并与底座4322滑动连接,而且容 器本体4321与底座4322之间设有弹性缓冲件4323。
134.具体的,当第一推片驱动机构426驱动推片300插入容器本体4321的过程中,会出现第一推片驱动机构 426的驱动行程过大,导致推片组件42与容器本体4321发生碰撞,从而损坏推片组件42或容器本体4321,因 此,本实施方式中通过弹性缓冲件4323,使得推片组件42与容器本体4321发生碰撞时,对容器本体4321起 到弹性缓冲作用,提高对推片组件42和容器本体4321的保护效果。
135.具体的,底座4322底座本体4322a及连接杆4322b,底座本体4322a设有导向孔,容器本体4321设置于连 接杆4322b上,连接杆4322b穿设于导向孔,从而使得容器本体4321相对于底座本体4322a滑动,弹性缓冲件 4323设置于导向孔内并分别抵接底座本体4322a与容器本体4321。
136.可选的,底座本体4322a设有安装空间4322c,该安装空间4322c与导向孔连通。
137.进一步的,清洗容器432还包括检测件4324,检测件4324用于检测容器本体4321相对于底座4322滑动 的滑动位置,以使得当容器本体4321相对于底座4322滑动的位置超过预设阈值时,检测件4324发出检测信号, 从而对第一推片驱动机构426进行断电操作或停止驱动操作,使得第一推片驱动机构426不能继续驱动推片300 运动,对推片组件42和容器本体4321的进行保护。
138.具体的,检测件4324包括检测本体4324a及感应本体4324b,感应本体4324b与连接杆4322b连接,检测 本体4324a与感应本体4324b相对设置,以在容器本体4321通过连接杆4322b带动感应本体4324b靠近检测本 体4324a的过程中,检测本体4324a检测与感应本体4324b之间的距离,从而检测容器本体4321的滑动位置, 当检测本体4324a与感应本体4324b之间的距离小于预设阈值时,说明容器本体4321相对于底座4322滑动的 位置超过预设阈值,此时检测件4324发出容器本体4321滑动的位置超过预设阈值的检测信号,控制器接收到 该检测信号后,控制第一推片驱动机构426停止驱动或对第一推片驱动机构426进行断电操作。
139.可选的,检测本体4324a及感应本体4324b设置于上述的安装空间4322c中,上述的检测件43241可选用 红外线传感器,检测本体4324a即为红外线传感器的发射端,感应本体4324b即为红外线传感器的接收端。
140.共同参阅图5及图14,本实施方式中的清洗机构431还包括导轨435,导轨435沿第一移动方向x延伸设 置,上述的清洗容器432设置在导轨435上,清洗容器432的底部设有滑块432a,清洗容器432通过滑块432a 与导轨435配合设置。
141.进一步的,本实施方式中的推片装置10还包括玻片输送机构44,玻片输送机构440包括玻片承载机构441 及玻片驱动机构442,玻片承载机构441与玻片驱动机构442连接并设置于导轨435上,以使得玻片驱动机构 驱动玻片承载机构441在导轨435上往复运动,实现清洗机构43与玻片输送机构44共用一个导轨435,一方 面节省了整个装置的使用空间,提高整个装置的空间利用率,另一方面减少了玻片输送机构44的输送行程,提 高输送效率。
142.请参阅图18,图18是本技术提供的推片清洗方法一实施方式的流程示意图,本实施方式中的推片清洗方 法具体包括:
143.s1:清洗驱动机构驱动清洗容器从容置位运动至清洗位;
144.s2:清洗容器清洗推片;
145.s3:清洗驱动机构驱动清洗容器从清洗位运动至容置位。
146.在一具体实施方式中,步骤s1具体为:清洗驱动机构驱动清洗容器从容置位运动至清洗位,并同步驱动导 向机构带动推片转动至清洗角度。
147.请参阅图19,图19是图18中步骤s1一实施方式的具体流程示意图,具体包括:
148.s101:清洗驱动机构驱动清洗容器从容置位运动至规避位;
149.s102:第一推片驱动机构驱动夹持机构在第二移动方向上运动至导向机构的运动轨迹上;
150.s103:清洗驱动机构驱动清洗容器从规避位运动至清洗位,并同步驱动导向机构带动推片转动至清洗角度;
151.s104:第一推片驱动机构驱动推片在第二移动方向上插入清洗容器。
152.请参阅图20,图20是本技术提供的推片清洗方法另一实施方式的流程示意图,本实施方式中步骤s1a、s2a 及s4a分别与上述步骤中的s1、s2、s3相同,本实施方式中的推片清洗方法还包括:
153.s3a:第一推片驱动机构驱动推片在第二移动方向上远离清洗容器;
154.s5a:推片干燥。
155.具体的,步骤s3a及s5a的具体原理可参阅上述推片装置10实施方式中的具体描述,在此不再赘述。
156.s6a:推片进行推样操作。
157.具体的,当推片300完成干燥后,推片300即可对玻片承载机构441上的玻片进行推样操作,当推样操作 完成后,重复上述步骤中推片300的清洗、干燥、推样操作。
158.请一并参阅图3及图21,图21是图2中只染装置50的立体结构示意图,只染装置50用于接收只染玻片 400,只染玻片400上涂布有样本,在实际应用时,可通过人工涂布的方式将样本涂布于只染玻片400上,然后 再将只染玻片400放置于只染装置50上,可以理解的,只染玻片400上涂布的样本是只需要染色即可完成制片 的只染样本,该只染样本可以为包括但不限于的男科样本、妇科样本、血液样本等,对此不做限定。
159.其中,只染装置50包括只染承载单元501及连接座502,只染承载单元501与连接座502滑动连接,以使 得只染承载单元501相对于连接座502滑动,沿只染承载单元501的滑动轨迹设有只染接收位p6及只染夹取位 p7,当只染承载单元501滑动至只染接收位p6时,通过人工的方式将只染玻片500放置于只染承载单元501 上,然后再将只染承载单元501推动至只染夹取位p7。
160.请一并参阅图2、图3及图22,图22是图2中常规染色容器61的立体结构示意图,常规染色装置60用于 对只染玻片400和/或常规玻片进行染色,从而使得本实施方式中的推片染色机10可在:将常规样本依次添加 及涂布于常规玻片上的只推模式、将网织红样本涂布于网织红玻片上的染推模式、对只染玻片进行染色的只染 模式、将常规样本添加并涂布于所述常规玻片且对常规玻片进行染色的多个模式中,根据实际需求,任意选择 一个或多
个模式进行操作,提高了推片染色机10的适用性。
161.具体的,常规染色装置60包括常规染色容器61及玻片夹取机构62,玻片夹取机构62用于夹取只染玻片 400和/或常规玻片,并将只染玻片400和/或常规玻片放置于常规染色容器61中,使得只染玻片400和/或常规 玻片在常规染色容器61中进行染色。
162.其中,在本实施方式中,常规染色容器61包括第一染色容器611、第二染色容器612及第三染色容器613, 只染玻片400和/或常规玻片分别在第一染色容器611、第二染色容器612及第三染色容器613中进行第一次染 色、第二次染色及第三次染色。
163.可选的,常规染色容器61还包括样本固定容器614、第一清洗容器615及第二清洗容器616,只染玻片400 和/或常规玻片分别在样本固定容器614、第一清洗容器615及第二清洗容器616中进行样本固定、第一次清洗 及第二次清洗。
164.进一步的,本实施方式中常规染色容器61还包括干燥容器617,当常规玻片和/或只染玻片400的第二次清 洗完成后,将常规玻片和/或只染玻片400放置于干燥容器617,对常规玻片和/或只染玻片400进行干燥,具体 干燥方法可使用吹风的方式干燥、超声波干燥等方式,对此不做限定。
165.请一并参阅4及图23,图23是图1中推片染色机10的网织红加液装置的原理示意图,本实施方式中的推 片染色机10还包括网织红加液装置70,网织红加液装置70用于向网织红染色装置20注入网织红染色试剂。
166.其中,网织红加液装置70包括网织红进液管701及网织红动力元件702,网织红进液管701与网织红染色 装置20连通,网织红动力元件702与网织红进液管701连通,以通过网织红进液管701抽取网织红染色试剂, 并将网织红染色试剂注入网织红染色装置20中。
167.可选的,网织红动力元件702可以选用蠕动泵、柱塞泵等,对此不做限定。
168.请参阅图24,图24是图1中推片染色机10的常规加液装置的原理示意图,本实施方式中的推片染色机10 还包括常规加液装置80,常规加液装置80用于向常规染色装置60注入常规染色试剂,在本实施方式中,也即 向常规染色容器61中注入常规染色试剂。
169.其中,常规加液装置80包括第一染色模块81、第二染色模块82及第三染色模块83,所述第一染色模块、 第二染色模块及第三染色模块用于向所述常规染色装置依次注入第一染色试剂、第二染色试剂及第三染色试剂, 以使得所述常规玻片/或只染玻片400依次完成第一次染色、第二次染色及第三次染色。
170.其中,在本实施方式中,第一染色试剂为第一染液,第二染色试剂为第一染液与第一缓冲液形成的第一混 匀液,第三染色试剂为第二染液与第二缓冲液形成的第二混匀液,可以理解的,在其他实施方式中,第一染色 试剂、第二染色试剂及第三染色试剂可根据样本的类型进行选择,在此不做限定。
171.可选的,常规加液装置80还包括固定模块84、第一清洗模块85、及第二清洗模块86,固定模块84用于 向常规染色装置60注入固定液,在本实施方式中,也即向样本固定容器614注入固定液,第一清洗模块85用 于在只染玻片和/或常规玻片完成第二次染色后向常规染色装置60注入第一清洗液,在本实施方式中,也即向 第一清洗容器615注入第一清洗液,第二清洗模块86用于在只染玻片和/或常规玻片完成第三次染色后,向常 规染色装置60注入第二清洗液,在本实施方式中,也即向第二清洗容器616注入第二清洗液。
172.其中,固定模块84包括固定进液管841及固定动力元件842,固定进液管841与样本
固定容器614连通, 固定动力元件842与固定进液管841连通,以通过固定进液管841抽取固定液,并将固定液注入样本固定容器 614,在具体应用时,固定液可放置于试剂桶u中,固定进液管841从试剂桶u中抽取固定液,固定进液管841 与样本固定容器614连通的方式,可以是固定进液管841与样本固定容器614直接连接而实现两者连通,也可 以是固定进液管841不与样本固定容器614连接,而是以悬置的方式设置于样本固定容器614的上方,实现两 者连通。
173.可选的,固定动力元件841可以为蠕动泵、柱塞泵等,固定液为无水甲醇。
174.进一步的,本实施方式中的固定模块84还用于向网织红染色装置20注入固定液,以通过固定液对网织红 染色装置20进行清洗,不需要额外设置其他对网织红染色装置20进行清洗的清洗结构,简化了整体的结构。
175.具体的,网织红加液机构70还包括网织红清洗管703,网织红清洗管703与网织红染色装置20连通,固 定模块84还包括固定控制元件843,固定控制元件843分别连通网织红清洗管703及固定进液管841,以控制 网织红清洗管703及固定进液管841的导通或不导通,从而选择向样本固定容器614或网织红染色装置20注入 固定液。
176.可选的,固定控制元件843可以选用电磁阀。
177.第一染色模块81包括第一进液管811及第一进液动力元件812,第一进液管811与第一染色容器611连通, 第一进液动力元件812与第一进液管811连通,以通过第一进液管811抽取第一染液,并将第一染液注入第一 染色容器611,从而使得常规玻片和/或只染玻片400在第一染色容器611内进行第一次染色,在实际应用时, 第一染液可放置于试剂桶u中,第一进液管811从试剂桶u中抽取第一染液,可以理解的,第一染液的注入量 可根据实际所需进行设置,在此不做限定。
178.其中,第一进液动力元件812可选用蠕动泵、柱塞泵等,对此不做限定。
179.请一并参阅图25及图26,图25是图24中第一染色模块81与第二染色模块82一实施方式的原理结构示 意图,图26是图24中第一染色模块81与第二染色模块82另一实施方式的原理结构示意图,第二染色模块82 包括第一进液组件82a、第一混匀容器82b及第一排液组件82c,第一进液组件82a用于向第一混匀容器82b注 入第一缓冲液,以使得第一染液与第一缓冲液在第一混匀容器82b内形成第一混匀液,第一排液组件82a与第 一混匀容器82b连通,以将第一混匀液注入第二染色容器612,从而使得常规玻片和/或只染玻片400在第二染 色容器612内进行第二次染色,可以理解的,第一染液与第一缓冲液的注入量可根据实际所需进行设置,在此 不做限定。
180.可选的,如图25所示,在一实施方式中,第一进液管811与第一混匀容器82b连通,第一排液组件82c包 括第一排液管821、第一排液动力元件822及第一排液控制元件823,第一排液管821包括第一管路821a、第 二管路821b及第三管路821c,第一管路821a分别与第一排液动力元件822及第一混匀容器82b连通,第一排 液控制元件823分别与第一管路821a、第二管路821b及第三管路821c连通,第二管路821b与第一染色容器 611连通,第三管路821c与第二染色容器612连通,当第一排液控制元件823控制第一管路821a与第二管路 821b连通时,第一进液动力元件812通过第一进液管811抽取第一染液,并将第一染液注入第一混匀容器82b, 然后第一排液动力元件822将第一染液依次通过第一管路821a及第二管路821b注入第一染色容器611,当第一 排液控制元件823控制第一管路821a与第三管路
821c连通时,第一进液组件82a抽取第一缓冲液,并将第一 缓冲液注入第一混匀容器82b,使得第一混匀容器82b中的第一染液与第一缓冲液形成第一混匀液,然后第一 排液动力元件822将第一混匀液依次通过第一管路821a及第三管路821c注入第二染色容器612。
181.可选的,如图26所示,在另一实施方式中,第一染色模块81还包括第一进液控制元件813,第一进液管 811包括第一进液支管811a、第二进液支管811b及第三进液支管811c,第一进液支管811a分别与第一进液动 力元件812及第一进液控制元件813连通,第二进液支管811b分别与第一进液控制元件813及第一混匀容器 82b连通,第三进液支管811c分别与第一进液控制元件813及第一染色容器611连通,第一排液组件82c包括 第一排液管824及第一排液动力元件822,第一排液管824分别与第一混匀容器82b及第二染色容器612连通, 第一排液动力元件822与第一排液管824连通,当第一进液控制元件813控制第一进液支管811a与第三进液支 管811c连通时,第一进液动力元件812通过第一进液支管811a与第三进液支管811c向第一染色容器611注入 第一染液,当第一进液控制元件813控制第一进液支管811a与第二进液支管811b连通时,第一进液动力元件 812通过第一进液支管811a与第二进液支管811b向第一混匀容器82b注入第一染液,然后第一进液组件82a 向第一混匀容器82b注入第一缓冲液,使得第一混匀容器82b中的第一染液与第一缓冲液形成第一混匀液,然 后第一排液动力元件822通过第一排液管824向第二染色容器612注入第一混匀液。
182.其中,第一排液动力元件822可选用蠕动泵、柱塞泵等,第一进液控制元件813、第一排液控制元件823 可选用电磁阀,第一染液与第一缓冲液的混匀方式可通过气泡混匀、震动混匀等方式,对此均不做限定。
183.进一步的,第一进液组件包括82a包括第二进液管825及第二进液动力元件826,第二进液管825与第一 混匀容器82b连通,第二进液动力元件826与第二进液管825连通,以通过第二进液管825抽取第一缓冲液并 将第一缓冲液注入第一混匀容器82b,在实际应用时,第一缓冲液,可放置于试剂桶u中,第二进液管825从 试剂桶u中抽取第一缓冲液。
184.可选的,第二进液动力元件825为蠕动泵、柱塞泵等,对此不做限定。
185.进一步参阅图24,第一清洗模块85包括第一清洗控制元件851及第一清洗管852,第一清洗管852与第一 清洗容器615连通,第一清洗控制元件851分别连通第一清洗管852及第二进液管821,从而使得第二进液动 力元件822通过第一清洗控制元件851的切换将第一缓冲液注入第一混匀容器82b或第一616清洗容器615。
186.具体的,当常规玻片和/或只染玻片400在完成第二次染色后,玻片上会残留有第一混匀液,为了防止后续 的操作中样本被污染,需要将玻片上残留的第一混匀液清洗掉,因此,当常规玻片和/或只染玻片400完成第二 次染色后,玻片夹取机构62将常规玻片和/或只染玻片400放入第一清洗容器615,第二进液动力元件822将第 一缓冲液注入第一清洗容器613,通过第一缓冲液对常规玻片和/或只染玻片400进行清洗,本实施方式中通过 第二进液动力元件822向第一清洗容器615注入第一缓冲液,不需要额外增加动力机构,简化了结构,节省了 成本。
187.可选的,第一清洗控制元件851可以选用电磁阀。
188.第三染色模块83包括第二进液组件83a、第三进液组件83b、第二混匀容器83c及第二排液组件83d,第二 进液组件83a及第三进液组件83b分别与第二混匀容器83c连通,以分别向第二混匀容器83c注入第二染液及 第二缓冲液,从而使得第二染液及第二缓冲液在第
二混匀容器83c中形成第二混匀液,第二排液组件83d分别 连通第二混匀容器83c及第三染色容器613,以将第二混匀液注入第三染色容器613,从而使得常规玻片和/或 只染玻片400进行第三次染色,在实际应用时,第二染液及第二缓冲液可放置于试剂桶u中,第二进液组件83a 及第三进液组件83b,分别从试剂桶u中抽取第二染液及第二缓冲液,可以理解的,第二染液及第二缓冲液的 注入量可根据实际所需进行设置,在此不做限定。
189.具体的,当常规玻片和/或只染玻片400在第一清洗模块85中完成第一次清洗后,玻片夹取机构62将常规 玻片和/或只染玻片400浸入第二混匀液中,使得常规玻片和/或只染玻片400在第三染色容器613中完成第三次 染色。
190.其中,第二进液组件83a包括第三进液管831及第三进液动力元件832,第三进液管831与第二混匀容器 83c连通,第三进液动力元件832与第三进液管831连通以通过第三进液管831抽取第二染液,并将第二染液 注入第二混匀容器83c,第三进液组件83b包括第四进液管833及第四进液动力元件834,第四进液管833与第 二混匀容器83c连通,第四进液动力元件834与第四进液管833连通以通过第四进液管833抽取第二缓冲液, 并将第二缓冲液注入第二混匀容器83c。
191.进一步的,第二排液组件83d包括第二排液管835及第二排液动力元件836,第二排液管835分别与第二 混匀容器83c及第三染色容器613连通,第二排液动力元件836与第二排液管835连通,以通过第二排液管835 将第二混匀容器83c中的第二混匀液注入第三染色容器613。
192.可选的,第二排液管835包括第一排液支管835a及多个第二排液支管835b,第二排液组件83d还包括第 二排液控制元件837,第一排液支管835a分别与第二混匀容器83c及第二排液控制元件837连通,第二排液控 制元件837分别连通多个第二排液支管835b,第二排液动力元件836与第一排液支管835a连通,以使得第二 排液动力元件836通过第一排液支管835a从第二混匀容器83c抽取第二混匀液,并通过第二排液控制元件837 将第二混匀液分别注入多个第二排液支管835b,进而注入多个第三染色容器613,实现多个常规玻片和/或只染 玻片400同时完成第三次染色。
193.第二清洗模块86包括第二清洗管861及第一清洗动力元件862,第一动力控制元件862与第二清洗管861 连通,第二清洗管861与第二清洗容器616连通,以通过第二清洗管861向第二清洗容器613注入清洗液,从 而使得常规玻片和/或只染玻片400进行第二次清洗。
194.具体的,当常规玻片和/或只染玻片400完成上述的第三次染色后,玻片上残留有第二混匀液,因此,需要 将第二混匀液去除掉,本实施方式中,玻片夹取机构62在第三次染色完成后将常规玻片抓取至第二清洗容器 616,然后通过清洗液对常规玻片和/或只染玻片400进行第二次清洗。
195.其中,第一清洗动力元件862可以选用蠕动泵、柱塞泵等,对此不做限定。
196.进一步的,本实施方式中的常规加液装置80还包括第三清洗模块87,第三清洗模块87用于清洗常规染色 容器61,在本实施方式中,也即清洗第一染色容器611、第二染色容器612、第一清洗容器615、第三染色容器 613中的至少一个。
197.具体的,第三清洗模块87包括至少一个第二清洗控制元件871、至少一个第三清洗管872,至少一个第三 清洗管872分别与至少一个第二清洗控制元件871连通,至少一个第
二清洗控制元件871分别连通第一进液管 811、第一进液组件82a、第二进液组件83a、第三进液组件83b中的至少一个,在本实施方式中,第二清洗控 制元件871及第三清洗管872的数量分别为四个,四个第二清洗控制元件871分别与第一进液管81、第二进液 管821、第三进液管831及第四进液管833连通。
198.其中,为了简化结构,降低成本,在本实施方式中,第三清洗模块87对第一染色容器611、第二染色容器 612、第一清洗容器615、第三色容器613中的至少一个的清洗可选用上述的第二清洗模块86使用的清洗液, 因此,本实施方式中的第三清洗模块87还包括第三清洗控制元件873及第四清洗管874,第三清洗控制元件873 分别连通第二清洗管371及第四清洗管874,至少一个第三清洗管872分别与第四清洗管874连通,以通过第 二清洗管861及第四清洗管874抽取清洗液,然后通过至少一个第二清洗控制元件871的控制作用,将清洗液 注入第一染色容器611、第二染色容器612、第一清洗容器615、第三616色容器613中的至少一个。
199.其中,多个第二清洗控制元件871均可选用电磁阀。
200.进一步的,本实施方式中的第三清洗模块87还与固定模块81连通,以在对第一染色容器611、第二染色 容器612、第一清洗容器615、第三616色容器613中的至少一个的清洗时,可灵活选用上述的清洗液或固定液。
201.具体的,第三清洗模块87还包括第四清洗控制元件875,第四清洗控制元件875分别与固定进液管811及 第四清洗管874连通,从而通过固定进液管811及第四清洗管874抽取固定液。
202.进一步的,本实施方式中的常规加液装置80还包括废液模块88,废液模块88分别与网织红染色装置20、 样本固定容器614、第一染色容器611、第二染色容器612、第一清洗容器615、第三染色容器613及第二清洗 容器616连接,以排出废液。
203.请一并参阅图3及图27,图27是图2中输送装置90的立体结构示意图,本实施方式中的推片染色机10 还包括输送装置90,输送装置90包括输送驱动机构91及输送承载机构92,输送承载机构92与用于承载网织 红玻片和/或常规玻片,输送驱动机构91与输送承载机构92连接以驱动输送承载机构92往复运动。
204.其中,沿输送承载机构92的运动轨迹设有加样位p2及推片位p8,也即输送驱动机构91驱动输送承载机 构92运动至加样位p2时,加样装置30将染色完成后的网织红样本添加至网织红玻片上,和/或将常规样本添 加至常规玻片上,然后输送驱动机构91驱动输送承载机构92运动至推片位p8,推片装置40将网织红样本涂 布于网织红玻片上,和/或将常规样本涂布于至常规玻片上。
205.其中,输送驱动机构91包括第一输送驱动组件911及第二输送驱动组件912,第一输送驱动组件911及第 二输送驱动组件912分别与输送承载机构92连接,以分别驱动输送承载机构92在第一方向k1和第二方向k2 上运动。
206.其中,在本实施方式中,第一输送驱动组件911及第二输送驱动组件912均采用的是电机带动传动带运动, 进而带动输送承载机构92运动的驱动方式,在其他实施方式中,也可以采用其他驱动方式,比如气缸驱动、丝 杆电机驱动等,对此不做限定。
207.进一步的,本实施方式中的推片染色机10还包括转运装置100,转运装置100包括转运承载机构1001及 第一转运驱动机构1002,转运承载机构1001用于接收涂布完成后的
网织红玻片和/或常规玻片,第一转运驱动 机构1002与转运承载机构1001连接以驱动转运承载机构1001往复运动,沿转运承载机构1001的运动轨迹设 有转运接收位p9及转运夹取位p10。
208.具体的,当推片装置40将网织红样本涂布于网织红玻片上,和/或将常规样本涂布于至常规玻片上后,需 要将网织红玻片和/或常规玻片取走,比如将网织红玻片取走后对网织红玻片上进行网织红检测,又比如将常规 玻片取走后对常规玻片进行染色,因此,本实施方式中,第一转运驱动机构1002驱动转运承载机构1001运动 至转运接收位p9时,转运承载机构1001接收涂布完成后的网织红玻片和/或常规玻片,然后再驱动转运承载机 构1001运动至转运夹取位p10,使得网织红玻片和/或常规玻片在转运夹取位p10被取走。
209.进一步的,本实施方式中的推片染色机10还包括推动装置110,推动装置110包括推动驱动机构1101及推 动件1102,推动驱动机构1101与推动件1102连接,以驱动推动件1102将涂布完成后的网织红玻片和/或常规 玻片,从输送承载机构92推动至转运承载机构1002,在本实施方式中,推动驱动机构1101在第一方向k1上 驱动推动件1102将涂布完成后的网织红玻片和/或常规玻片,从输送承载机构92推动至转运承载机构1002。
210.其中,推动驱动机构1101采用的是电机带动传动带运动,进而带动推动件1102运动的驱动方式,在其他 实施方式中,也可以采用其他驱动方式,比如气缸驱动、丝杆电机驱动等,对此不做限定。
211.进一步的,转运装置100还包括第二转运驱动机构1003,第二转运驱动机构1003分别与第一转运机构1001 及转运承载机构1002连接,以驱动转运承载机构1002分别转动至接收状态及夹取状态,也即当转运承载机构 1002转动至接收状态时,可接收从输送承载机构92上推动来的网织红玻片和/或常规玻片,当转运承载机构1002 转动至夹取状态时,网织红玻片和/或常规玻片可被取走。
212.比如,在实际应用时,网织红玻片和/或常规玻片在输送承载机构92进行样本涂布时,网织红玻片和/或常 规玻片一般呈水平状态,因此,上述的接收状态即为水平状态,而为了方便网织红玻片和/或常规玻片的夹取, 网织红玻片和/或常规玻片需要呈竖直状态,因此,上述的夹取状态即为竖直状态。
213.请一并参阅图2、图3及28,图28是图2中打印装置120的立体结构示意图,本实施方式中的推片染色机 10还包括打印装置120。
214.具体的,沿输送承载机构92的运动轨迹还设有打印位p11,打印装置120用于在打印位p11对网织红玻片、 常规玻片及只染玻片400中的至少一个进行玻片打印,也即输送驱动机构91驱动输送承载机构92运动至打印 位p11时,打印装置120对网织红玻片、常规玻片及只染玻片400中的至少一个进行玻片打印。
215.其中,当网织红玻片、常规玻片在打印完成后,输送驱动机构91驱动输送承载机构92运动至加样位p2, 加样装置30在加样位p2将染色完成后的网织红样本添加至网织红玻片上,和/或将常规样本添加至常规玻片上, 加样完成后,输送驱动机构91驱动输送承载机构92运动至推片位p8,推片装置40在推片位p8将网织红样本 涂布于网织红玻片上,和/或将常规样本涂布于至常规玻片上。
216.进一步的,由于只染玻片400只需要染色,而不需要进行推片操作,因此在打印之前,只染玻片400是不 在输送承载机构92上的,因此,需要先将只染玻片400放置在输送承
载机构92上,本实施方式中,可通过玻 片夹取机构62先将夹取只染玻片400,并将只染玻片400放置在转运装置100上,然后通过推动装置110将只 染玻片400从转运装置100推动至输送承载机构92,其原理与上述将网织红玻片,和/或将常规样本取走的原理 相同,区别仅在于两者的时序是相反的,在此不再赘述,当输送承载机构92接收只染玻片400后,输送驱动机 构91驱动输送承载机构92运动至打印位p11进行玻片打印,当打印完成后,再通过与上述将网织红玻片,和/ 或将常规样本取走相同的方式将只染玻片400取走,可以理解的,只染玻片400的打印,可以在染色之前进行, 也可以在染色之后进行,在此不做限定。
217.其中,打印装置120包括打印机构120a、碳带机构120b及吸附机构120c。
218.请一并参阅图29、图30及图31,图29是图28中打印装置120的立体分解结构示意图,图30是图29中 打印头组件122的立体结构示意图,图31是图30中打印头组件122的截面示意图,打印机构120a包括打印支 架121及打印头组件122,打印头组件122安装在打印支架121上。
219.其中,打印头组件122包括连接座1221及打印头1222,连接座1221与打印支架121连接,打印头1222 用于将碳带500上的识别码信息打印在只染玻片、常规玻片及网织红玻片中的至少一个上。
220.进一步的,打印头1222与连接座1221转动连接,以在打印的过程中,根据只染玻片、常规玻片及网织红 玻片中的至少一个调节打印头1222相对于只染玻片、常规玻片及网织红玻片中的至少一个的角度,在本实施方 式中,打印头1222通过转轴1222a与连接座1221转动连接。
221.具体的,在实际应用的过程中,只染玻片400、常规玻片及网织红玻片中的至少一个与打印头1222的底端 p需要呈平行状态,但是在实际安装时,可能会出现误差,导致打印头1222的底端p没有与只染玻片400、常 规玻片及网织红玻片中的至少一个呈平行状态,从而导致打印失败,而本实施方式中,通过上述的设置方式, 在打印头1222将碳带500压在只染玻片、常规玻片及网织红玻片中的至少一个上的打印过程中,打印头1222 能够相对于连接座1221发生转动,从而调节打印头1222相对于只染玻片、常规玻片及网织红玻片中的至少一 个的角度,使得打印头1222的底端与只染玻片、常规玻片及网织红玻片中的至少一个呈平行状态,进而保证打 印的成功性,比如只染玻片、常规玻片及网织红玻片中的至少一个一般呈水平放置,如果在实际安装时,打印 头1222的底端p的左侧在竖直方向z上的高度低于底端p的右侧,那么如上述的,打印头1222相对于连接座 1221发生转动,使得底端p的左侧就会在方向z1上转动,底端p的右侧就会在方向z2上转动,进而使得打印 头1222的底端与只染玻片、常规玻片及网织红玻片中的至少一个呈平行状态。
222.其中,打印头1222与连接座1221之间设有弹性调节件1223,该弹性调节件1223分别抵接于打印头1222 与连接座1221,提高打印头1222在调节过程中的稳定性。
223.进一步参阅图30,连接座1221与打印支架121滑动连接,在本实施方式中,打印支架121上设有导轨1211, 连接座1221设置在导轨1211上,以通过导轨1211与打印支架121滑动连接,从而根据只染玻片、常规玻片及 网织红玻片中的至少一个的位置调节打印头1222的位置,在本实施方式中,也即调节打印头1222在竖直方向 z上的高度。
224.进一步的,连接座1221与打印支架121之间设有第一弹性压持件1212,该第一弹性压持件1212分别抵接 于连接座1221及打印支架121,以在根据只染玻片、常规玻片及网织
红玻片中的至少一个的位置调节打印头1222 的位置的过程中,第一弹性压持件1212向打印头1222提供弹性压持力,使得打印头1222可将碳带500压在只 染玻片、常规玻片及网织红玻片中的至少一个上,从而完成打印。
225.进一步的,打印头组件122还包括检测元件1223,该检测元件1223用于检测碳带500的断裂情况,在本 实施方式中,检测元件1223安装在连接座1221上,在具体应用的过程中,如果碳带500发生断裂,而打印装 置120仍然处于打印的工作状态,则会对打印头1222造成损害,因此,本实施方式中,通过检测元件1223检 测碳带500的断裂情况,当碳带500发生断裂时,检测元件1223生成碳带已断裂的检测信号,此时,打印装置 120即可停止工作,避免对打印头1222造成损害。
226.共同参阅图29、图32及图33,图32是图29中碳带机构120b的立体分解结构示意图,图33是图32中第 二弹性压持件125的立体结构示意图,碳带机构120b用于装载碳带500,其中,碳带机构120b包括碳带支架 123、碳带轮124及第二弹性压持件125,碳带轮124用于装载碳带500并承载于碳带支架123上,第二弹性压 持件125与碳带支架123连接并弹性压持于碳带轮124,以在需要更换碳带500时,只需要克服第二弹性压持 件125的弹性压持力,即可将碳带轮124从碳带支架123上拆卸,完成碳带500的更换。
227.具体的,碳带支架123上形成有安装空间301及与安装空间301连通的导向槽302,碳带轮124上设有导 向凸起1240,以使得导向凸起1240沿导向槽302的延伸方向,也即如图所示的a向将碳带轮124装入安装空 间301,上述的第二弹性压持件125弹性压持于导向凸起1240,从而使得碳带轮124被压持在安装空间301中。
228.其中,碳带支架123包括第一子支架123a、第二子支架123b及连接件123c,第一子支架123a与第二子支 架123b相对设置以形成上述的安装空间301,连接件123c分别连接第一子支架123a及第二子支架123b。
229.其中,碳带轮124包括送带轮1241及收带轮1242,碳带500绕设于送带轮1241,且碳带500的引出端与 收带轮1242连接,在实际使用时,碳带500的引出端可以通过粘接的方式与收带轮1242连接,在打印的过程 中,收带轮1242相对于碳带支架123转动,从而将送带轮1241上的碳带500逐渐的转移到收带轮1242上。
230.其中,在本实施方式中,送带轮1241及收带轮1242中的每一个相对的两侧均设有导向凸起1240,相应的, 导向槽302的数量为四个,第一子支架123a与第二子支架123b分别设有两个导向槽302。
231.可选的,导向槽302的延伸方向c相对于水平方向x呈倾斜设置,一方面使得导向槽302能够引导碳带轮 124装入安装空间301,另一方面使得碳带支架123能够通过导向槽302承载导向凸起1240,进而承载碳带轮 124。
232.进一步的,第二弹性压持件125包括连接部1251及弹性压持部1252,连接部1251与碳带支架123连接, 弹性压持部1252与连接部1251连接并弹性压持于导向凸起1240,当需要将碳带轮124从碳带支架123上拆卸 以更换碳带时,只需要通过外力作用掰动弹性压持部1252,使得导向凸起1240脱离压持状态,即可碳带轮124 从安装空间301中取出。
233.在本实施方式中,连接部1251与第一子支架123a连接,弹性压持部1252的数量为两个,两个弹性压持部 1252分别在连接部1251相对的两端与连接部1251连接,两个弹性压持部1252分别用于弹性压持送带轮1241 的导向凸起1240及收带轮1242的导向凸起1240。
234.进一步的,第二弹性压持件125设有第一定位部125a,碳带轮124设有第二定位部124a,第一定位部125a 与第二定位部124a配合设置,以对碳带轮124在碳带支架123上的安装位置进行定位,在本实施方式中,第一 定位部125a与第二定位部124a的数量分别为两个,两个第一定位部125a分别设置于两个弹性压持部1252上, 两个第二定位部124a分别设置于送带轮1241及收带轮1242上。
235.可选的,第一定位部125a为定位凸起,第二定位部124a为定位槽,可以理解的,在其他实施方式中,第 一定位部125a也可以是定位槽,第二定位部124a为定位凸起。
236.进一步参阅图29,吸附机构120c与打印支架121及碳带机构120b中的一个连接,以吸附打印支架121及 碳带机构120b中的另一个,以在当需要更换碳带500时,只需要克服吸附机构120c的吸附力作用,即可将碳 带机构120b从打印支架121上拆卸下来,完成碳带500的更换。
237.可以理解的,在本实施方式中,当需要更换碳带500时,先克服吸附机构120c的吸附力作用,将碳带机构 120b从打印支架121上拆卸下来,然后再如上述的,克服第二弹性压持件125的弹性压持力,将碳带轮124从 碳带支架123上拆卸,最后完成碳带500的更换。
238.可选的,吸附机构120c为磁性吸附机构,比如磁铁,在本实施方式中,该磁铁安装在打印支架121,以磁 吸吸附碳带机构120c的碳带支架123。
239.可选的,吸附机构120c可以为一个或多个。
240.进一步的,打印支架121上设有第一导向部121a,碳带机构120b上设有第二导向部1201,第一导向部121a 与第二导向部1201插接设置,比如,第一导向部121a为导向柱,第二导向部1201为导向孔,在将碳带机构 120b安装于打印支架121上的过程中,碳带机构120b沿导向柱的延伸方向靠近打印支架121,使得导向柱插入 导向孔中,然后通过吸附机构120c吸附碳带机构120b,完成碳带机构120b的安装,当需要拆卸碳带机构120b 时,克服吸附机构120c的吸附力作用,并将碳带机构120b从导向柱上抽出即可。
241.通过第一导向部121a与第二导向部1201插接设置的方式,一方面为碳带机构120b的安装及拆卸提供导向 作用,另一方面还能够在重力方向上承载碳带机构120b。
242.可选的,第一导向部121a与第二导向部1201的数量分别为多个。
243.其中,在本实施方式中,上述的导向孔是通过安装在打印支架123上的导向管1202形成。
244.进一步的,打印支架123上还设有把手1230,该把手1230用于接受外力作用将碳带支架123安装或拆卸 于打印支架121。
245.如图28所示,当碳带机构120b如上述的安装在打印支架121上后,打印头1222深入在碳带支架123的安 装空间301内,使得打印过程中,打印头1222能够将碳带500压在只染玻片、常规玻片及网织红玻片中的至少 一个上。
246.进一步的,打印支架121或碳带机构120b上设有检测器1203,检测器1203用于检测第二导向部1201相 对于第一导向部121a的插接位置,从而判断碳带机构120b是否插接到位,一方面避免碳带机构120b没有插接 到位时,打印头1222没有深入到安装空间301内的预设位置,而无法完成打印的情况,另一方面避免吸附机构 120c的吸附力无法将碳带机构120b吸附在打印支架121上。
247.比如,在本实施方式中,检测器1203为光耦,该光耦安装在打印支架121上,碳带机
构120b上设有感应 挡片1204,在第二导向部1201与第一导向部121a插接的过程中,感应挡片1204逐渐靠近光耦,如果感应挡 片1204插入光耦的发射端与接收端之间,说明插接到位,否则说明插接不到位。
248.请一并参阅图34及图35,图34是图29中打印装置120的截面示意图,图35是图34中n部分的放大示 意图,本实施方式中的打印装置120还包括驱动机构120d,驱动机构120d,用于驱动碳带轮124相对于碳带支 架123转动。
249.具体的,碳带轮124设有第一调节部124b,驱动机构120d包括驱动单元126及调节单元127,驱动单元 126与调节单元127连接以驱动调节单元127转动,调节单元127设有第二调节部127a,第一调节部124b与第 二调节部127a用于彼此配合,以使得碳带轮124和/或调节单元127转动至第一调节部124b与第二调节部127a 呈卡合状态,从而使得当驱动单元126驱动调节单元127转动时,带动碳带轮124转动,避免安装过程中,第 一调节部124b与第二调节部127a无法卡合,导致碳带轮124无法转动的情况。
250.其中,第一调节部124b设置于收带轮1242上,也即在本实施方式中,驱动单元126只需要通过调节单元 127带动收带轮1242转动,并传递至送带轮1241上带动送带轮1241转动,进而将送带轮1241上的碳带500 转移至收带轮1242上,驱动单元126并不需要直接驱动送带轮1241转动,相应的,送带轮1241也不需要进行 如上述第一调节部124b与第二调节部127a彼此配合的调节过程,简化了整个装置的结构,当然,在其他实施 方式中,送带轮1241也可以进行如上述第一调节部124b与第二调节部127a彼此配合的调节过程,对此不做限 定。
251.其中,驱动单元126包括电机1261、主动轮1262、从动轮1263及传送带1264,主动轮1262与电机1261 的输出轴连接,传送带1264绕设于主动轮1262及从动轮1263,调节单元127与从动轮1263连接,从而使得 电机1261通过主动轮1262、传送带1264及从动轮1263带动调节单元127转动,进而带动收带轮1242转动。
252.进一步的,如上述描述的检测元件1223用于检测碳带500的断裂情况,在本实施方式中,碳带500的引出 端从送带轮1241引出并绕设于碳带支架123后,与收带轮1242连接,而且由于打印头组件122在碳带支架123 安装完毕后深入安装空间301内,因此,检测元件1223设置于位于安装空间301内的连接座1221上,并检测 位于送带轮1241与收带轮1242之间的碳带500是否断裂,具体检测方法可光耦检测,光耦的接收端与发射端 分别位于碳带的两侧,如果碳带断裂,那么光耦的接收端可以接收到发射端发出的光耦信号,否则不能接收, 当然,在其他实施方式中,也可以通过检测方法进行检测,对此不做限定。
253.共同参阅图36、图37及图38,图36是图35中调节单元127的立体结构示意图,图37是图36中第一调 节部124b与第二调节部127a的未卡合状态示意图,图38是图36中第一调节部124b与第二调节部127a的卡 合状态示意图,其中,第一调节部124b设有第一倾斜导引面1241a,第二调节部127a设有第二倾斜导引面127b, 碳带轮124和/或调节单元127在第一倾斜导引面1241a及第二倾斜导引面127b的导引作用下,转动至第一调 节部1241a与第二调节部127a呈卡合状态。
254.为了便于说明,本实施方式中,以第一调节部124b为调节凸起,第二调节部127a为调节槽为例,下文中 的相关描述也以此为例,当安装过程中,如图37所示的,调节凸起124b与调节槽127a呈没有对准而成错位设 置,也即调节凸起124b的中心线t1与调节槽127a的
中心线t2没有重合,这种情况下,调节凸起124b无法 在f1向上插入至调节槽127a中,或者调节槽127a无法在方向f2上被调节凸起124b插入,也就使得两者无法 卡合,而本实施方式中,通过第一倾斜导引面1241a及第二倾斜导引面127b的设置方式,使得碳带轮124和/ 或调节单元127发生转动,从而使得调节凸起124b与调节槽127a呈对准状态,也即中心线t1与中心线t2呈 重合状态,此时,调节凸起124b即可插入调节槽127a而使得两者之间进行卡合。
255.可选的,第一倾斜导引面1241a及第二倾斜导引面127b的数量分别为两个,两个第一倾斜导引面1241a的 倾斜方向呈交叉设置且沿碳带轮124的转动方向排布,两个第二倾斜导引面127b的倾斜方向呈交叉设置且沿调 节单元127的转动方向排布,这种设置方式可以使得第一调节部124b与第二调节部127b在不同位置没有对准 而成错位设置时,分别通过对应的第一倾斜导引面1241a及第二倾斜导引面127b相互配合实现上述的调节过程。
256.可选的,第一调节部124b及第二调节部127a的数量分别为多个,多个第一调节部124b沿碳带轮124的转 动方向阵列排布,多个第二调节部127a沿调节单元127的转动方向阵列排布,比如在本实施方式中,第一调节 部124b及第二调节部127a的数量分别为四个。
257.进一步的,调节单元127包括第一连接件1271及调节件1272,第一连接件1271与驱动单元126连接,在 本实施方式中,第一连接件1271与从动轮1263连接,上述的第二调节部127a设在调节件1272上,调节件1272 与第一连接件1271滑动连接,且第一连接件1271与调节件1272之间设有弹性件1273,弹性件1273分别抵接 第一连接件1271与调节件1272,以使得碳带轮124和/或调节件1272在第一倾斜导引面1241a及第二倾斜导引 面127b的导引作用下转动时,调节件1272在弹性件1273的弹力作用下朝向碳带轮124运动,进而使得第一调 节部124b及第二调节部127a呈卡合状态。
258.具体的,当第一调节部124b的调节凸起与第二调节部127a的调节槽呈如图37所示的错位状态时,两者之 间在f向上还相距一段距离l,因此,为了实现第一调节部124b与第二调节部127a呈如图38所示的卡合状态, 碳带轮124和/或调节件1272在第一倾斜导引面1241a及第二倾斜导引面127b的导引作用下转动的同时,需要 调节件1272在f2向上朝向碳带轮124运动,从而使得调节凸起插入调节槽中,通过上述弹性件1273使得第一 连接件1271与调节件1272抵接产生弹力,调节件1272即可在弹力作用下朝向碳带轮124运动。
259.其中,第一连接件1271设有导引槽1271a,调节单元127还包括第二连接件1274,第二连接件1274与调 节件1272连接并穿设于导引槽1271a,以使得调节件1272在弹性件1273的弹力作用下沿导引槽1271a的延伸 方向滑动,该导引槽1271a的设置为调节件1272的方向提供导向作用,可以理解的,导引槽1271a的延伸方向 即为图36中的f向,也即第一连接件1271转动的轴向。
260.进一步的,第二连接件1274在垂直于延伸方向f的方向上与导引槽1271a配合设置,以使得调节件1272 在垂直延伸方向f的方向上与第一连接件1271相对固定,也即调节件1272在第一连接件1271转动的周向上与 第一连接件1271相对固定,从而使得驱动单元126驱动第一连接件1271转动时,调节件1272同步转动,进而 带动碳带轮124转动。
261.进一步的,驱动机构120d还包括检测单元128,检测单元128安装在电机1261、主动轮1262及1263从动 轮中的至少一个上,以检测电机1261的转动位移。
262.在一具体应用场景中,只染玻片、常规玻片及网织红玻片中的至少一个一般包括
打印区和涂布区,涂布区 用于涂布样本,上述的打印头将识别码信息打印在打印区上,因此,只染玻片、常规玻片及网织红玻片中的至 少一个的放置位置需要与碳带500的运动走向匹配,因此,检测单元128即用于检测电机1261、收带轮1242 及送带轮1241中至少一个的转动方向,从而检测碳带500的走向,避免检测碳带500的走向与只染玻片、常规 玻片及网织红玻片中的至少一个的放置位置不匹配而导致打印失败的问题。
263.在另一具体应用场景中,当送带轮1241上的碳带500逐渐转移到收带轮1242的过程中,收带轮1242上的 碳带500缠绕的直径会逐渐增大,但是为了保证碳带500的平稳运行,需要保证送带轮1241上缠绕的碳带500 的切线速度v1与收带轮1242上缠绕的碳带500的切线速度v2相同,其中v1=w1
×
r1,v2=w2
×
r2,w1为 送带轮1241的角速度,r1为送带轮1241与缠绕在碳带轮1241上碳带500的共同半径,w2为收带轮1242的 角速度,r2为收带轮1242与缠绕在碳带轮1242上碳带500的共同半径,因此,检测单元128还用于检测送带 轮1241及收带轮1242的运动轨迹,判断送带轮1241及收带轮1242的运动轨迹与检测单元128的运动轨迹是 否匹配,避免了不匹配时,出现电机卡死的情况。
264.可选的,检测单元128为码盘,码盘的数量为三个,分别安装在电机1261、收带轮1242及送带轮1241上。
265.进一步的,本实施方式中的推片染色机10还包括玻片存储装置130,玻片存储装置130用于存储玻片,并 将玻片推送至输送承载机构92上。
266.具体的,沿输送承载机构92的运动轨迹还设有玻片接收位p12,当输送驱动机构91驱动输送承载机构92 运动至玻片接收位p12后,玻片存储装置130将其存储的玻片600推送至输送承载机构92上,然后输送驱动机 构91驱动输送承载机构92运动至打印位p11,使得打印装置120进行玻片打印。
267.可以理解的,该玻片可以是上述的网织红玻片,也可以是常规玻片,本实施方式中的网织红玻片与常规玻 片仅仅是为了对两者进行区分,而自主定义的名称,在实际应用时,两者都是玻片。
268.进一步的,玻片存储装置130、打印装置120及推片装置40沿第一方向k1依次设置,且推片装置40的推 片方向与第一方向k1相同,减小了整个推片染色机在第二方向k2上的尺寸,提高了推片染色机10整体布局 的合理性。
269.请一并参阅图3及图39,图39是图2中采样装置140的立体结构示意图,本实施方式中的推片染色机10 还包括采样装置140,采样装置140用于采集网织红样本和/或常规样本,采样装置140与加样装置30连通,在 具体应用时,可通过管路将采样装置140与加样装置30连通,以将网织红样本和/或常规样本注入加样装置30, 加样装置30将网织红样本注入网织红染色装置20,和/或将常规样本添加至常规玻片上。
270.其中,采样装置130包括采样驱动机构1301及采样件1302,采样驱动机构1301与采样件1302连接,以 驱动采样件1302远离或靠近网织红容器和/或常规容器,进而使得采样件1302采集网织红样本和/或常规样本, 并在采集完成后,采样件1302远离网织红容器和/或常规容器,在本实施方式中,采样驱动机构1301在竖直方 向z上驱动采样件1302远离或靠近网织红容器和/或常规容器。
271.其中,采样驱动机构1301为丝杆电机,在其他实施方式中,采样驱动机构1301也可以采用其他驱动方式, 比如气缸驱动,对此不做限定。
272.请一并参阅图3及40,图40是图2中混匀装置150的立体结构示意图,本实施方式中的推片染色机10还 包括混匀装置150,混匀装置150包括混匀驱动机构151及混匀组件152,混匀驱动机构151与混匀组件152连 接以驱动混匀组件152往复运动,混匀组件152用于接收网织红容器并对网织红容器中的网织红样本进行混匀, 和/或接收常规容器并对常规容器中的常规样本进行混匀,沿混匀组件12的运动轨迹设有第一容器接收位p13 及第一采样位p14,采样装置140在第一采样位p14采集网织红样本和/或常规样本。
273.其中,混匀驱动机构151采用的是电机驱动传动带运动,进而带动混匀组件152运动的驱动方式,在其他 实施方式中,也可以采用其他驱动方式,对此不做限定。
274.进一步的,混匀组件152包括混匀动力元件1521及混匀承载元件1522,混匀承载元件1522用于承载网织 红容器和/或常规容器,混匀动力元件1521与混匀承载元件1522连接,以驱动网织红容器和/或常规容器摆动, 进而对网织红容器和/或常规容器的样本进行混匀。
275.请一并参阅图3及41,图41是图2中容器夹取装置160的立体结构示意图,本实施方式中的推片染色机 10还包括容器夹取装置160,容器夹取装置160,容器夹取装置160包括容器夹取机构161及容器驱动机构162, 容器夹取机构161用于夹取网织红容器和/或常规容器,容器驱动机构162与容器夹取机构161连接以驱动容器 夹取机构161往复运动,沿容器夹取机构161的运动轨迹设有第一容器夹取位p15及第一容器接收位p13,混 匀组件152用于在第一容器接收位p13接收网织红容器和/或常规容器,也即容器夹取机构161在第一容器夹取 位p15夹取网织红容器和/或常规容器,然后在第一容器接收位p13将网织红容器和/或常规容器放置在混匀组 件152上。
276.其中,容器驱动机构162包括第一夹取驱动组件1621及第二夹取驱动组件1622,第二夹取驱动组件1622 分别与第一夹取驱动组件1621及容器夹取机构161连接,以使得第一夹取驱动组件1621在竖直方向z上驱动 容器夹取机构161往复运动,第二夹取驱动组件1622在水平方向x上驱动容器夹取机构161往复运动。
277.其中,第一夹取驱动组件1621与第二夹取驱动组件1622均可采用丝杆电机、电机传动带、气缸等驱动方 式,对此不做限定。
278.进一步的,本实施方式中的推片染色机10还包括自动进样装置170,进样装置170用于输送网织红容器和 /或常规容器至第一容器夹取位p15,容器夹取机构161用于在第一容器夹取位p15夹取网织红容器和/或所述常 规容器,在本实施方式中,自动进样装置170在第二方向k2上依次输送多个网织红容器和/或多个常规容器至 第一容器夹取位p15。
279.进一步的,本实施方式中的推片染色机10还包括第一手动进样装置180。
280.具体的,沿容器夹取机构161的运动轨迹还设有第二容器夹取位p16,第一手动进样装置180用于在第二 容器夹取位p16接收网织红容器和/或常规容器,容器夹取机构161在第二容器夹取位p16夹取网织红容器和/ 或常规容器,可以理解的,第一手动进样装置180接收网织红容器和/或常规容器的方式是通过人工放置的方式, 当容器夹取机构161夹取位夹取网织红容器和/或常规容器后,放置于混匀装置150上。
281.一般的,如上述描述的,自动进样装置170依次输送多个网织红容器和/或多个常规容器至第一容器夹取位 p15,因此,当出现网织红样本/或常规样本需要在短时间内制片时,也即出现急诊样本时,则可将网织红容器 和/或常规容器放置在第一手动进样装置180
上,不需要等待混匀装置160将自动进样装置170上的多个网织红 容器和/或多个常规容器全部混匀完成才能输送急诊样本,缩短了急诊样本的制片时间。
282.请一并参阅图3及图42,图42是图1中第二手动进样装置190的立体结构示意图,本实施方式中的推片 染色机10还包括第二手动进样装置190。
283.具体的,沿加样件32的运动轨迹还设有第二采样位p17,第二手动进样装置190用于接收网织红容器和/ 或常规容器并输送至第二采样位p17,加样件32用于在第二采样位p17采集网织红样本和/或常规样本,从而使 得网织红容器和/或常规容器不需要通过混匀装置160即可输送至第二采样位p17后,使得加样装置30采集网 织红样本和/或常规样本,避免了当出现网织红样本/或常规样本需要在短时间内制片时,也即出现急诊样本时, 混匀装置160有正在混匀的网织红样本和/或常规样本时,混匀装置160无法将该急诊样本输送至加样位,导致 该急诊样本无法制片,缩短了急诊样本的制片时间,提高了急诊样本的制片效率。
284.其中,第二手动进样装置190包括进样驱动机构191及进样承载机构192,进样承载机构192用于接收网 织红容器和/或常规容器,进样驱动机构191与进样承载机构192连接,以驱动进样承载机构192运动,沿进样 承载机构192的运动轨迹设有第二采样位p17,也即当进样承载机构192接收网织红容器和/或常规容器后,进 样驱动机构191将网织红容器和/或常规容器输送至第二采样位p17,在本实施方式中,进样驱动机构191在第 二方向k2上驱动急诊承载机构192运动。
285.进一步的,推片染色机10还包括壳体200,壳体200形成有壳体空间201及与壳体空间201连通的进样口 202,上述的进样驱动机构191设置容置空间201内,并通过进样口202驱动进样承载机构192伸出或收缩于容 置空间201内。
286.当进样驱动机构191通过进样口202驱动进样承载机构192伸出于容置空间201时,可通过人工的方法将 网织红容器和/或常规容器放置于进样承载机构192上,然后进样驱动机构191通过进样口202驱动进样承载机 构192伸收容于容置空间201,加样装置30再将采集网织红样本和/或常规样本,提高了网织红容器和/或常规 容器放置的便利性。
287.其中,本实施方式中的第二手动进样装置190还包括连接座193,进样驱动机构192与连接座193活动连 接,连接座193与进样驱动机构191固定连接,以使得进样驱动机构191驱动进样驱动机构192运动至进样口 202后,可通过人工的方法使得进样承载机构192相对于连接座193活动,进而运动至网织红容器和/或常规容 器可放置的位置,比如,进样驱动机构192与连接座193滑动连接,当进样驱动机构191驱动进样驱动机构192 运动至进样口202后,人工施力拉动进样承载机构192,使得进样承载机构192相对于连接座193滑动,从而 使得进样承载机构192进一步伸出于容置空间201,并滑动至第二容器接收位p18,网织红容器和/或常规容器 在第二容器接收位p18放置于进样承载机构192上,一方面进一步提高网织红容器和/或常规容器放置的便利性, 另一方面,减小了进样驱动机构191的驱动行程,降低了进样驱动机构191所占的空间,从而减小整个推片染 色机10的体积。
288.请一并参阅图3、图43、图44及图45,图43是图2中玻片运输装置210实施方式的立体结构示意图,图 44是图43中输送台220的立体结构示意图,图45是图44中输送台220一实施方式的示意框图,本实施方式 中的推片染色机10还包括玻片运输装置210,玻片运输装置210用于运输染色完成后的玻片,在本实施方式中, 也即运输上述的只染玻片、网织红玻
片及常规玻片中的至少一个,下文中所描述的玻片,均可以是只染玻片、 网织红玻片及常规玻片中的至少一个。
289.其中,玻片运输装置210包括输送台220、传输单元230及定位单元240。
290.其中,输送台220形成有沿第一方向k1延伸设置的第一运输通道401,可以理解的,该第一方向k1包括 两个子方向k11及k12,具体的,输送台220包括底板221及多个侧板,多个侧板安装在底板221上以围合形 成第一运输通道401,比如如图44所示的,多个侧板包括侧板2221、侧板2222、侧板2223、侧板2224及侧板 2225。
291.其中,第一运输通道401包括玻片篮接收区r1及第一玻片接收区r2,可以理解的,玻片篮接收区r1用 于接收空的玻片篮700,第一玻片接收区r2用于接收玻片,也即玻片在第一玻片接收区r2被插入空的玻片篮 700中,在实际应用时,玻片可以是染色完成后的玻片,完成染色后的玻片被夹爪等玻片夹取机构62夹取并插 入空的玻片篮700中。
292.可选的,第一运输通道401垂直于所述第一方向k1上的宽度h保持不变。
293.请参阅图46,图46是图45中输送台220另一实施方式的示意框图,在该另一实施方式中,玻片篮接收区 r1在垂直于第一方向k1上的宽度h1大于第一玻片接收区r2的宽度h2,方便玻片篮接收区r1接收玻片篮 700,在实际应用时,只需要如图46所示的,将侧板2225相对于第一方向k1倾斜设置即可。
294.具体的,玻片篮接收区r1及第一玻片接收区r2都需要容置玻片篮700,因此,在实际应用时,第一玻片 接收区r2的宽度h2必然是要大于玻片篮700的宽度,而将玻片篮接收区r1的宽度h1设置成大于第一玻片 接收区r2的宽度h2,进一步增加了玻片篮接收区r1可容置玻片篮700的区域,提高了玻片篮接收区r1接收 玻片篮700的便利性。
295.进一步的,底板221上开设有运输槽2211,该运输槽2211沿第一方向k1延伸设置。
296.请一并参阅图44及图47,图47是图44中传输单元230的立体结构示意图,传输单元230用于在第一方 向k1上将玻片篮700从玻片篮接收区r1输送至第一玻片接收区r2的预设位置,也即当空的玻片篮700被放 置于玻片篮接收区r1后,传输单元230将玻片篮700输送至第一玻片接收区r2的预设位置,从而使得玻片篮 700输送至第一玻片接收区r2的过程中,在第一方向k1上,通过传输单元230对玻片篮700在第一玻片接收 区r2内的位置进行定位,可以理解的,第一玻片接收区r2的预设位置指的是玻片能够插入玻片篮700的位置。
297.其中,传输单元230包括传输驱动机构231及推动组件232,传输驱动机构231与推动组件232连接,以 使得传输驱动机构231驱动推动组件232将玻片篮700从玻片篮接收区r1推动至第一玻片接收区r2的预设位 置,也即在本实施方式中,传输单元230通过推动的方式输送玻片篮700,这种方式由于推动组件232在推动 的过程中,一直与玻片篮700处于接触状态,因此,一方面,传输驱动机构231只需要按照预先设定的行程驱 动推动组件232在第一方向k1上运动,即可使得玻片篮700输送至第一玻片接收区r2的预设位置,相比于其 他传输方式,比如通过传送带,然后将玻片篮700放置于传送带上进行输送,由于玻片篮700与传送带之间存 在摩擦阻力,因此,玻片篮700有可能出现打滑等现象,从而导致传输驱动机构231按照预先设定的行程驱动 推动组件232在第一方向k1上运动后,玻片篮700无法输送至第一玻片接收区r2的预设位置,另一方面,推 动组件232可以将玻片篮700推动至与侧板223贴合的位置,从而通过推动组件232与侧板223对玻片篮700 的位置进行定位。因此,本实施方式中,传输单元230通过推动的方式输送玻片篮700,能够提高玻片篮700 输送至
上述预设位置的准确性。
298.其中,传输驱动机构231包括第一电机2311、第一主动轮2312、第一从动轮2313及第一传动带2314,第 一主动轮2312与第一电机2311的输出轴连接,第一传动带2314分别绕设于第一主动轮2312及第一从动轮2313, 推动组件232与第一传动带2314连接,从而在第一电机2311的输出轴转动时,通过第一传动带2314带动推动 组件232在第一方向k1上运动,进而推动玻片篮700。
299.进一步的,本实施方式中的传输驱动机构231还包括第一导轨2315,第一导轨2315安装在输送台220上, 推动组件232安装在第一导轨2315上,从而使得推动组件232沿第一导轨2315推动玻片篮700。
300.请一并参阅图48、图49及图50,图48是图47中推动组件232的立体结构示意图,图49是图48中推动 组件232在玻片篮接收区r1的状态示意图,图50是图48中推动组件232在第一玻片接收区r2的状态示意图, 其中,推动组件232包括底座2321及推动本体2322,底座2321与传输驱动机构231连接,在本实施方式中, 底座2321与第一传动带2314连接并安装在导轨2315上,推动本体2322与底座2321转动连接。
301.其中,底座2321或推动本体2322上设有止挡部2312a,本实施方式中,止挡部2312a设置在底座2321上, 该止挡部2312a用于在推动本体2322推动玻片篮700时止挡推动本体2322。
302.具体的,当推动组件232沿子方向k11将玻片篮700从如图49所示的玻片篮接收区r1推动至如图50所 示的第一玻片接收区r2的过程中,止挡部2312a止挡推动本体2322,防止推动本体2322在方向c1上相对于 底座2321转动,从而使得推动过程中,推动本体2322一直保持与玻片篮700处于接触状态,在本实施方式中, 也即推动本体2322可以一直保持在竖直状态。
303.共同参阅图51及图52,图51是图50中推动组件232返回玻片篮接收区r1的状态示意图,图52是图51 中推动本体2322的倾斜状态示意图,其中,推动本体2322包括推动部2322a、导向部2322b及转轴2322c,推 动部2322a及导向部2322b分别设置于转轴2322c相对的两侧,在具体应用时,转轴2322c与底座2321转动连 接,转轴2322c穿设于推动本体2322并与推动本体2322固定连接,以使得推动本体2322形成上述的推动部 2322a及导向部2322b,在其他实施方式中,也可以是转轴2322c与底座2321固定连接,推动本体2322与转轴 2322c转动连接。
304.进一步的,导向部2322b的重力力矩m1大于推动部2322a的重力力矩m2,具体的,当推动组件232如图 50所示的将玻片篮700推动至第一玻片接收区r2后,推动组件232在子方向k12上返回玻片篮接收区r1,如 图51所示,在推动组件232返回的过程中,当推动部2322a运动至玻片篮700的左侧o1时,推动部2322a与 玻片篮接收区r1内的玻片篮700发生抵接,推动本体2322在该抵接作用下相对于底座2321在方向b2上转动, 从而使得推动本体2322从如图51所示的竖直状态转动至如图52所示的倾斜状态,推动组件232继续在子方向 k12运动,直至如图49所示的,推动部2322a运动至玻片篮700的右侧o2而与玻片篮700脱离抵接状态,此 时,由于导向部2322b的重力力矩m1大于推动部2322a的重力力矩m2,在重力作用下,推动本体2322在方 向b1上相对于底座2321转动,进而推动本体2322从如图52所示的倾斜状态转动至如图49所示的竖直状态, 进而使得推动组件232可以如上述的将玻片篮700
从玻片篮接收区r1推动至第一玻片接收区r2,这种方式使 得推动本体2322不需要其他外力作用,仅靠自身重力,即可实现循环式的将多个玻片篮700依次从玻片篮接收 区r1推动至第一玻片接收区r2。
305.其中,导向部2322b的重力力矩m1=g1
×
l1,g1为导向部2322b的重力,l1为导向部2322b的重心与转 轴2322c之间的距离,推动部2322a的重力力矩m2=g2
×
l2,g2为推动部2322a的重力,l2为推动部2322a 的重心与转轴2322c之间的距离。
306.其中,当推动本体2322呈竖直状态推动玻片篮700时,推动部2322a位于运输槽211内并沿运输槽211的 延伸方向运动,当推动本体2322呈倾斜状态时,推动部2322a通过运输槽211转动至玻片篮700的下方。
307.可以理解的,上述的玻片篮700的左侧、右侧仅是为了便于说明而根据如图49-图50的图示方位定义的, 在实际应用的过程中,并不代表玻片篮700自身的实际方位。
308.进一步参阅图49,定位单元240包括定位驱动机构241及定位组件242,定位驱动机构241与定位组件连 接以驱动定位组件242推动玻片篮700,以使得玻片篮700在第二方向k2上推动至第一玻片接收区r2的预设 位置,从而使得传输单元230及定位单元240分别在第一方向k1与第二方向k2上对玻片篮700进行定位,提 高了玻片篮700在第一玻片接收区r2内接收玻片的位置准确性,避免了玻片篮700在第一玻片接收区r2内的 位置不准确,而导致玻片无法插入玻片篮700的情况。
309.可选的,第二方向k2与第一方向k1相互垂直。
310.其中,定位驱动机构241包括第二电机2411、第二主动轮2412、第二从动轮2413及第二传动带2414,第 二主动轮2412与第二电机2411的输出轴连接,第二传动带2414分别绕设于第二主动轮2412及第二从动轮2413, 并与定位组件242连接,以在第二电机2411转动时,通过第二传动带2414带动定位组件242运动,在本实施 方式中,定位组件242的运动方向为第一方向k1,下文中的相关描述均以第一方向k1为例进行说明,应理解, 在其他实施方式中,定位组件242的运动方向也可以是其他方向,对此并不做限定。
311.可选的,第二从动轮2413的数量为多个,多个第二从动轮2413的设置,可以使得第二电机2411不需要设 置在第一方向k1上,比如如图49所示的,第二电机2411可以设置在输送台220的下方空间内,合理布局, 减小装置体积。
312.可选的,本实施方式中的定位驱动机构241还包括第一张紧轮2415,第一张紧轮2415压设于第二传动带 2415,提高第二传动带2414的张紧程度。
313.进一步的,本实施方式中的定位驱动机构241还包括第二导轨2416,安装在输送台20上,定位组件242 设置在第二导轨2416上。
314.请一并参阅图49、图53、图54及图55,图53是图49中定位组件242的立体结构示意图,图54是图53 中定位组件242推动的初始状态示意图,图55是图53中定位组件242推动的过程状态示意图,其中,定位组 件242包括第一推动件2421及第二推动件2422,第一推动件2421与定位驱动机构241固定连接,第二推动件2422与第一推动件2421转动连接并用于将玻片篮700在第二方向k2上推动至第一玻片接收区r2的预设位置。
315.具体的,当玻片篮700被传输单元230输送至第一玻片接收区r2后,定位驱动机构241驱动定位组件242 在子方向k11上运动,直至如图52的,第二推动件2422运动至玻片篮700的右侧o2并与玻片篮700呈接触 状态,此时,定位组件242继续运动,第二推动件2422在
玻片篮700的抵接作用下,相对于第一推动件2421 转动,使得定位组件242能够继续运动,进而如图55所示的,定位组件242运动至玻片篮700的下侧o3,由 于定位组件242在第二方向k2上的位置是不变的,因此,玻片篮700就会被定位组件242在第二方向k2上推 动,进而实现玻片篮700在第二方向k2上推动至第一玻片接收区r2的预设位置。
316.可以理解的,上述的玻片篮700的右侧及下侧仅是为了便于说明而根据如图54-图55的图示方位定义的, 在实际应用的过程中,并不代表玻片篮700自身的实际方位。
317.上述实施方式中阐述了玻片篮700在第一玻片接收区r2内被定位组件242在第二方向c上推动至第一玻 片接收区r2的预设位置的具体原理,在其他实施方式中,也可以是玻片篮700从玻片篮接收区r1输送至第一 玻片接收区r2的过程中,被定位组件242在第二方向k2上推动至第一玻片接收区r2的预设位置,比如定位 组件242先在如图54所示的第一过程区r5内将玻片篮700推动至第二方向k2上的预设位置,然后传输单元 230再将玻片篮700从第一过程区r5输送至第一玻片接收区r2,其原理与上述描述相同,在此不再赘述。
318.进一步参阅图43及图55,本实施方式中的输送台220还形成有第二运输通道402,第二运输通道402包括 第二玻片接收区r3及玻片篮输出区r4,第二玻片接收区r3与第一玻片接收区r2连通,在本实施方式中,第 二玻片接收区r3通过缺口403与第一玻片接收区r2连通。
319.可选的,第二运输通道402与第一运输通道401并排设置,这种设置方式可以减小第二运输通道402在垂 直于第一方向k1的方向上所占的空间,在本实施方式中,也即减小k2方向上的所占空间,使得整个装置布局 合理,当然,在其他实施方式中,第二运输通道402也可以以其他方式设置。
320.其中,第二玻片接收区r3用于接收插入玻片后的玻片篮700,也即当玻片篮700从玻片篮接收区r1输送 至第一玻片接收区r2后,玻片篮700在第一玻片接收区r2的预设位置接收玻片的插入,然后插入玻片后的玻 片篮700被输送至第二玻片接收区r3。
321.具体的,本实施方式中的玻片运输装置210还包括推送单元250,推送单元250用于将插入玻片后的玻片 篮700从第一玻片接收区r2推送至第二玻片接收区r3。
322.请参阅图56,图56是图43中j部分的放大示意图,其中,推送单元250包括推送驱动机构251及推送件 252,推送驱动机构251与推送件252连接,以驱动推送件252将插入玻片后的玻片篮700从第一玻片接收区 r2推送至第二玻片接收区r3。
323.其中,推送驱动机构251包括第三电机2511、第三主动轮2512、第三从动轮2513及第三传动带2514,第 三主动轮2512与第三电机2511的输出轴连接,第三传动带2514绕设于第三主动轮2512及第三从动轮2513并 与推送件252连接,以在第三电机2511转动时,通过第三传动带2514带动推送件252运动。
324.可选的,第三从动轮2513数量为多个,多个第三从动轮2513的设置,可以使得第三电机2511不需要设置 传动带2514的传动方向上,比如如图1所示的,第三电机2511可以设置在输送台220的下方空间内,合理布 局,减小装置体积。
325.可选的,本实施方式中的推送驱动机构251还包括第二张紧轮2515,第二张紧轮2515压设于第三传动带 2515,提高第三传动带2514的张紧程度。
326.进一步的,推送件252设有第一推送槽2521,当推送件252将插入玻片后的玻片篮700从第一玻片接收区 r2推送至第二玻片接收区r3的过程中,玻片篮700与第一推送槽
2521配合设置,提高推送过程的稳定性。
327.请一并参阅图53、图57及图58,图57是图53中定位组件242推动玻片篮的初始状态示意图,图58是图 57中定位组件242推动玻片篮的结束状态示意图,其中,本实施方式中的定位驱动机构241还用于驱动定位组 件242将插入玻片后的玻片篮推动至玻片篮输出区r4。
328.具体的,当如图57所示的,推送单元250将插入玻片后的玻片篮700从第一玻片接收区r2推送至第二玻 片接收区r3后,定位组件242位于玻片篮700的左侧o1,此时,定位驱动机构241驱动定位组件242在子方 向k12上运动,以使得定位组件242的第一推动件2421在子方向k12上将插入玻片后的玻片篮700推动至玻 片篮输出区r4,从而完成玻片的输出,可以理解的,上述的玻片篮700的左侧o1与图49中玻片篮700的左侧 o1相同。
329.其中,第一推动件2421朝向玻片篮输出区r4的一侧形成有第二推送槽2421a,当第一推动件2421在子方 向k12上将插入玻片后的玻片篮700推动至玻片篮输出区r4的过程中,玻片篮700与第二推送槽2421a配合 设置,提高玻片篮700推送的稳定性。
330.可选的,第二推动件2422与第一推动件2421层叠设置,比如第二推动件2422在竖直方向z上设置于第一 推动件2421的上方,这种设置方式可以使得第二推动件2422及第二推送槽2421a共同与玻片篮700配合设置, 从而通过增加第二推送槽2421a在竖直方向z上的深度,来提高玻片篮700推送的稳定性;又或者第二推动件 2422与第一推动件2421层叠设置,且第二推动件2422朝向玻片篮输出区r4的一侧凸出于第一推动件2421, 这种设置方式不需要设置第二推送槽2421a,仅通过第二推动件2422与第一推动件2421即可实现与第二推送 槽2421a相同的作用。
331.进一步的,上文中分别阐述了玻片篮700在第一玻片接收区r2及第一过程区r5内被定位组件242在第二 方向k2向上推动至第一玻片接收区r2的预设位置的具体原理,在又一实施方式中,当如图57所示的,也可 以是定位组件242将第二玻片接收区r3内的玻片篮700推出的过程中,定位组件242在第二玻片接收区r3内 将第一玻片接收区r2内的玻片篮700推动至在第二方向k2向上的预设位置,或者定位组件242在第二过程区 r6内将第一过程区r5内的玻片篮700推动至第二方向k2向上的预设位置,这两种实施方式以及上文中阐述 的实施方式都可以实现定位组件242将玻片篮700推动至第一玻片接收区r2在第二方向k2向上的预设位置, 原理也都相同,在此不再赘述。
332.请参阅图59,图59是本技术提供的玻片运输方法一实施方式的具体流程示意图,本实施方式中的玻片运 输方法具体包括:
333.s10:传输单元在第一方向上将玻片篮从玻片篮接收区输送至第一玻片接收区的预设位置;
334.s11:定位驱动机构驱动定位组件推动玻片篮,以使得玻片篮在第二方向上推动至第一玻片接收区的预设位 置。
335.可以理解的,上述各步骤的具体原理可参阅上述玻片运输装置210实施方式中的相关描述,在此不再赘述。
336.请参阅图60,图60是本技术提供的玻片运输方法另一实施方式的具体流程示意图,本实施方式中步骤s20 及s21分别与上述步骤s10及s11相同,本实施方式中的玻片运输方法还包括:
337.s22:推送单元将将插入玻片后的玻片篮从第一玻片接收区推送至第二玻片接收区;
338.s23:定位驱动机构驱动定位组件将插入玻片后的玻片篮推动至玻片篮输出区。
339.可以理解的,上述各步骤的具体原理可参阅上述玻片运输装置210实施方式中的相关描述,在此不再赘述。
340.请参阅图61,图61是图1中推片染色机10的控制示意图,本实施方式中的推片染色机10还包括控制器 260,控制器260用于控制清洗驱动机构431驱动清洗容器432在第一移动方向x上往复运动,也即控制器260 用于控制清洗驱动机构431驱动清洗容器432从容置位p1运动至清洗位p2,以对推片300进行清洗,当清洗 完毕后,控制器260控制清洗驱动机构431驱动清洗容器432从清洗位p2运动至容置位p1,控制器260控制 染色装置对完成推样的玻片进行染色,在本实施方式中,也即控制常规染色装置60对只染玻片和/或常规玻片 进行染色。
341.进一步的,控制器260还用于用于控制传输单元230在第一方向k1上将玻片篮700从玻片篮接收区r1输 送至第一玻片接收区r2的预设位置,控制器260用于控制定位驱动机构241驱动定位组件242推动玻片篮700, 以使得玻片篮700在第二方向c上推动至第一玻片接收区r2的预设位置。
342.进一步的,控制器260还用于:
343.依次控制加样驱动机构驱动加样件将常规样本添加至常规玻片上、推片装置将常规样本涂布于常规玻片上; 和/或
344.依次控制网织红加液装置向网织红染色装置注入网织红染色试剂、加样驱动机构驱动加样件将网织红样本 添加至网织红玻片上、推片装置将网织红样本涂布于网织红玻片上;和/或
345.控制常规加液装置向常规染色装置注入常规染色试剂,以使得常规染色装置对只染玻片进行染色;和/或
346.依次控制加样驱动机构驱动加样件将常规样本添加至常规玻片上、推片装置将常规样本涂布于常规玻片上、 常规加液装置向常规染色装置注入常规染色试剂。
347.可以理解的,关于控制器260的控制原理可参阅上述中的相关描述,在此不再赘述。
348.请参阅图62,图62是本技术提供的推片染色方法实施方式的流程示意图,本实施方式中的推片染色方法 包括:
349.s31:加样驱动机构驱动加样件将常规样本添加至常规玻片上、推片装置将常规样本涂布于常规玻片上;和 /或
350.s32:网织红染色装置对网织红样本进行染色、加样驱动机构驱动加样件将网织红样本添加至网织红玻片上、 推片装置将网织红样本涂布于网织红玻片上;和/或
351.s33:常规染色装置对只染玻片进行染色;和/或
352.s34:加样驱动机构驱动加样件将常规样本添加至常规玻片上、推片装置将常规样本涂布于常规玻片上、常 规染色装置对常规玻片进行染色。
353.可以理解的,上述各步骤的具体原理请参阅上述相关描述,在此不再赘述。
354.区别于现有技术的情况,本技术提供的推片染色机包括:网织红染色装置,用于对
网织红样本进行染色; 加样装置,包括加样驱动机构及加样件,加样驱动机构与加样件连接以驱动加样件往复运动,沿加样件的运动 轨迹设有网织红染色位及加样位,网织红染色装置设置于网织红染色位,加样件用于在加样位将网织红样本添 加至网织红玻片上;推片装置,用于将网织红样本涂布于网织红玻片上,能够实现对网织红样本的制片。
355.以上所述仅为本技术的部分实施方式,并非因此限制本技术的保护范围,凡是利用本技术说明书及附图内 容所作的等效装置或等效流程变换,或直接或间接运用在其他相关的技术领域,均同理包括在本技术的专利保 护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1