一种热塑性编织预浸料高温防打滑拉伸试验方法
1.本发明属于复合材料的高温试验领域,涉及一种热塑性编织预浸料高温防打滑拉伸试验方法。
背景技术:
2.热塑性编织预浸料热冲压成型工艺以其高效率、低成本、易于机械自动化等优势,得到了广泛的关注。在热冲压过程中涉及大变形、各向异性和多场耦合等复杂热力学问题,材料温度接近热塑性树脂的熔融温度,因此,测试预浸料在高温下的力学性能是十分有必要的,对预浸料进行高温拉伸试验是测试其弹性模量必要的试验手段。
3.复合材料高温拉伸力学性能试验过程如下:将拉伸试样夹持在高温环境箱里面,通过控制系统对试样进行加热,通过试验机主机对试样进行位移加载,从而获得复合材料在高温环境下的拉伸模量。
4.在高温实验环境下,树脂基体的熔融使试件的夹持固定困难,导致偏轴拉伸数据存在较大的离散型。目前,该问题通过增加夹持面积与固定纤维长度来约束试件,但仍不能有效减少打滑量。
技术实现要素:
5.要解决的技术问题
6.为了避免现有技术的不足之处,本发明提出一种热塑性编织预浸料高温防打滑拉伸试验方法,能够消除试件在高温工况下的打滑现象,有效解决了背景技术中的问题,克服现有技术中的不足。
7.技术方案
8.一种热塑性编织预浸料高温防打滑拉伸试验方法,其特征在于步骤如下:
9.步骤1:对单层热塑性编织预浸料试件进行表面处理;
10.步骤2:将粗砂纸、聚酰亚胺膜和树脂膜剪裁成与试件两端夹持部位相吻合的尺寸;
11.步骤3:将单层热塑性编织预浸料试件、粗砂纸、聚酰亚胺膜和树脂膜置于万能拉伸机夹具上,叠放顺序为中心是单层热塑性编织预浸料,两边依次为树脂膜、聚酰亚胺膜和粗砂纸,且粗砂纸、聚酰亚胺膜和树脂膜与夹具上下边缘重合;粗砂纸在最外层与夹具接触,起到增加夹持区域厚度的作用,防止拧紧夹具时由于热塑性编织预浸料脆性过大发生破坏;聚酰亚胺膜在中间层,当高温下粗砂纸碳化后,有效防止试件与夹具胶连;树脂膜在最内层与热塑性编织预浸料接触,在高温下使试件与夹具间产生更强的粘合力,防止高温状态下的打滑现象;
12.步骤4:常温下施加第一次拧紧力矩保证整体不脱落,然后升温至树脂熔融温度,保温10~20min;
13.步骤5:施加第二次拧紧力矩至最大,保证不破坏试件夹持部位的结构;升温使得
高温环境温度达到试验温度后,保温10~20min,按照实验设计进行高温拉伸操作,完成实验过程。
14.所述单层热塑性编织预浸料试样为哑铃型,夹持端宽,标距段窄,夹持端与标距段之间采用直线—圆弧过渡,圆弧尺寸小于标距段宽度。
15.所述单层热塑性编织预浸料圆弧连接部分为四分之一圆,试件两端不设计倒角。
16.所述单层热塑性编织预浸料标距段宽度为夹持区域宽度的一半,长度为夹持区域长度的4~5倍。
17.所述步骤1单层热塑性编织预浸料的表面预处理夹持部位表面需要进行均匀打磨处理,并用酒精擦去试件表面的多余粉末。
18.有益效果
19.本发明提出的一种热塑性编织预浸料高温防打滑拉伸试验方法,包括单层热塑性编织预浸料、粗砂纸、聚酰亚胺膜和树脂膜。与现有技术相比,本发明针对单层预浸料厚度小于0.5mm的试验工况,需要在树脂熔融温度以上进行拉伸测试。在常温下对单层预浸料进行表面处理后,将粗砂纸、聚酰亚胺膜和树脂膜剪裁成设计尺寸后夹持到试件两端,随后升温至树脂熔融温度进行固化,保温10~20min后再次拧紧夹具进行二次固化,可实现高温状态下稳定夹紧力,保证预浸料高温拉伸试验顺利进行。
20.本发明操作简单,可适用于各种热塑性编织预浸料的高温试验,具有较强的实用性,可明显解决单层预浸料高温拉伸过程中的夹持打滑问题,以获得符合要求的载荷
‑
位移曲线。
21.本发明相比现有技术,具有以下有益效果:
22.本发明所设计的试验件可有效避免单层热塑性编织预浸料在高温实验中夹持端打滑现象,同时可避免纵向纤维拔出,使得到的试验数据具有较高的可靠性。配合锯齿状的夹持夹具,可以增大夹持端接触面积,增大夹持力。该方法整体思路简单,可实施性强,可适用于诸如cf/pps、cf/peek、cf/pbo等多种耐高温热塑性编织预浸料的拉伸实验。
附图说明
23.图1为cf/pps编织预浸料结构示意图。
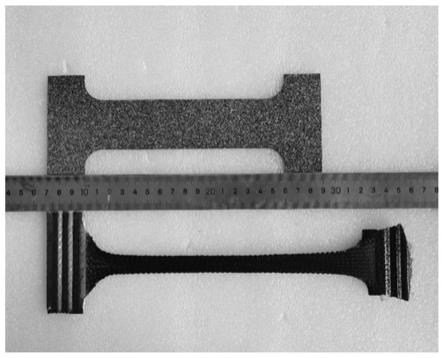
24.图2为本发明方法试验结果对比示意图。
25.图3为高温拉伸试验示意图。
26.图4为过小尺寸试件的拉伸试验示意图。
27.图5为过大尺寸试件的拉伸试验示意图。
28.图6为常规方法拉伸试验结构示意图。
29.图7为夹具结构示意图。
具体实施方式
30.现结合实施例、附图对本发明作进一步描述:
31.一种热塑性编织预浸料高温防打滑拉伸试验方法,用于对cf/pps编织预浸料的试验件进行高温拉伸实验,包括单层cf/pps编织预浸料、粗砂纸、聚酰亚胺膜和聚苯硫醚树脂膜进行高温拉伸试验,夹持顺序由内到外分别是单层热塑性编织预浸料、聚苯硫醚树脂膜、
聚酰亚胺膜、粗砂纸和夹具。夹持材料中粗砂纸在最外层与夹具接触,起到增加夹持区域厚度的作用,防止拧紧夹具时由于热塑性编织预浸料脆性过大发生破坏;聚酰亚胺膜在中间层,当高温下粗砂纸碳化后,可有效防止试件与夹具胶连;聚苯硫醚树脂膜在最内层与单层cf/pps编织预浸料接触,在高温下使试件与夹具间产生更强的粘合力,防止高温状态下的打滑现象。
32.所述单层热塑性编织预浸料在常温下脆性较大,当高于树脂基体熔融温度后韧性增大,可在常温下夹持时适当减小拧紧力矩。当经历二次升温前再次增加拧紧力矩至最大,保温10~20min,使树脂充分浸渍,并与夹具、粗砂纸和单层热塑性编织预浸料形成固定夹持位置。
33.夹持部分与夹具相连,过渡部分根据拉伸机环境箱的尺寸调整长度,试验部分保证试验件破坏位置、破坏方式以及数据的可靠性。夹持部分为220mm
×
30mm的矩形,通过加大接触面积可有效提升夹持力;过渡部分包括圆弧段和直线段,直线段为5mm,以降低纤维的拔出破坏量,圆弧段为r15的四分之一圆,以降低应力集中防止破坏位置出现在试验部分和过渡部分;试验部分宽40mm,以保证高温偏轴拉伸试验中出现明显“经缩”现象,甚至拉断。
34.一种热塑性编织预浸料高温防打滑拉伸试验方法,采用上述的cf/pps编织预浸料和夹持顺序,包括以下步骤。
35.步骤1:对cf/pps编织预浸料的夹持部位表面进行均匀打磨处理,并用酒精擦去试件表面的多余粉末。
36.步骤2:将cf/pps编织预浸料裁剪为哑铃型试样,将粗砂纸、聚酰亚胺膜和树脂膜剪裁成夹持区域尺寸后放置在试件两端,保证粗砂纸、聚酰亚胺膜和聚苯硫醚树脂膜与夹具上下边缘重合,达到覆盖夹持效果;
37.步骤3:将准备好的试件、粗砂纸、聚酰亚胺膜和聚苯硫醚树脂膜按顺序夹持在万能拉伸机上,并确保夹持位置;
38.步骤4:常温下施加第一次拧紧力矩后升温至300℃左右,此时力矩可适当减小,保温10~20min。
39.步骤5:高温下施加第二次拧紧力矩至最大,保证不破坏试件夹持部位的结构。
40.步骤6:待高温环境箱温度达到300℃左右,保温10~20min,使树脂充分浸渍后进行高温拉伸操作。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1