一种弃土再利用保温砌砖的生产方法与流程
1.本发明属于建筑砌砖技术领域,尤其涉及一种弃土再利用保温砌砖的生产方法。
背景技术:
2.砌体工程是指在建筑工程中使用普通黏土砖、承重黏土空心砖、蒸压灰砂砖、粉煤灰砖、各种中小型砌块和石材等材料进行砌筑的工程。包括砌砖、石、砌块及轻质墙板等内容。砌砖、砌石、砌块砖砌体对砌筑材料的要求,组砌工艺,质量要求以及质量通病的防治措施。
3.在现有的砌砖生产过程中,由于生产设备和烧制设备的区别,常常会导致砌砖成品出现裂纹、空心等,劣质砖,只有靠人工进行发现分拣,不仅耗费体力,而且效率极低。目前建筑的采暖和空调能耗是建筑能耗的主要部分,现有的砌砖一般为砂石或者粉煤灰制成,或者坏坏土烧制而成,其比热容较大,使砌砖的保温隔热性能较差,冬季热量散失快,蓄热能力差,夏季容易晒透,热量流入屋内,导致房间内温度过高,因此增加了采暖和空调的负担,不经能耗大,而且影响居民的居住环境。
4.中国砖体申请号201820284305.3公开了一种稳固性高的建筑节能保温砖,涉及建筑节能领域,包括保温砖主体、耐磨层、防水层、隔音层、保温层、吸附孔、加强筋、加强板、保温绝热材料层、限位块、真空腔、凸块和荧光层,保温砖主体的外侧设置有耐磨层,保温砖主体的左侧面中央设置有凸块,保温砖主体的左右侧面上分别对称设置有吸附孔,保温砖主体的底面上设置有限位块。上述现有技术通过设置真空腔进行隔热,砖体制作过程中要做真空处理,制作难度大,成本高,刚度容易受到限制,砖体较厚。
5.中国砖体申请号201821289639.6公开一种传送式砌砖码垛机,包括传送架和电动机,所述传送架上端安装有框架,所述电动机内部安装有转动轴,所述电动机通过电机底座与框架固定连接,所述皮带轮上安装有传送皮带,所述从动轴安装在框架的内部,所述从动轴上安装有连接板,所述连接板下端安装有固定夹板,所述传送架内部安装有滚动筒,所述滚动轴两端通过固定轴承与传送架相连接,该传送式砌砖码垛机,砌砖可以在传送架上进行运输,当砌砖到达框架内部的时候可以通过电动机带安装在从动轴上的连接板进行竖直方向的移动,从而使得固定夹板夹取砌砖,将砌砖进行搬运。上述现有生产技术,对于产生的劣质砖难以去除,生产的砖体质量有可能存在劣质的情况,造成砌砖的生产质量问题。
技术实现要素:
6.针对现有技术不足,本发明的目的在于提供了一种弃土再利用保温砌砖的生产方法,通过合理的步骤结合生产装置,能够有效检测到砌砖在生产过程中的裂纹等问题,并通过控制系统控制机械爪对其进行分拣和剔除,有效保证了砌砖的生产质量。在生产过程中通过对砌砖的多层设置和储能设置,能够有效减缓温度对砌砖的影响,减缓温度传递和散失,冬季有更好的锁温效果,夏季有更好的锁冷效果,减少建筑能耗,改善居住环境。
7.本发明提供如下技术方案:
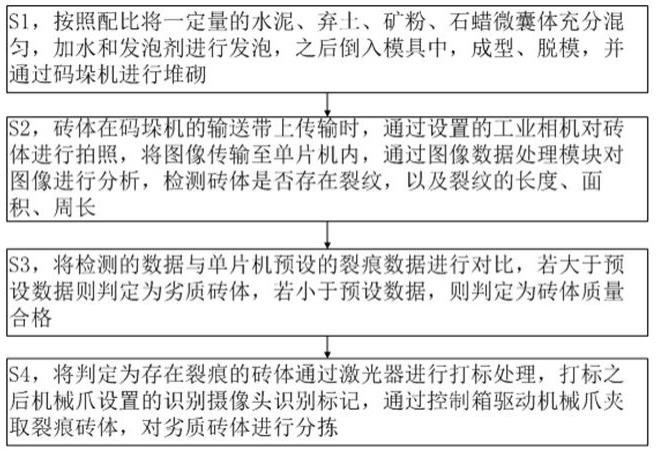
8.一种弃土再利用保温砌砖的生产方法,包括以下步骤:s1,按照配比将一定量的水泥、弃土、矿粉、石蜡微囊体充分混匀,加水和发泡剂进行发泡,之后倒入模具中,成型、脱模,并通过码垛机进行堆砌;
9.s2,砖体在码垛机的输送带上传输时,通过设置的工业相机对砖体进行拍照,将图像传输至单片机内,通过图像数据处理模块对图像进行分析,检测砖体是否存在裂纹,以及裂纹的长度、面积、周长;
10.s3,将检测的数据与单片机预设的裂痕数据进行对比,若大于预设数据则判定为劣质砖体,若小于预设数据,则判定为砖体质量合格;
11.s4,将判定为存在裂痕的砖体通过激光器进行打标处理,打标之后机械爪设置的识别摄像头识别标记,通过控制箱驱动机械爪夹取裂痕砖体,对劣质砖体进行分拣。
12.优选的,步骤s1中,在混合料倒入模具之前,先在最底层加入不掺拌石蜡微囊体的混合浆料构成下骨架层,之后加入掺拌石蜡微囊体的混合浆料构成储能层,并在储能层中心位置加入硅酸铝保温层,最后在最上层加入不掺拌石蜡微囊体的混合浆料构成上骨架层。
13.优选的,步骤s2中,检测系统通过工业相机获取砖体的原始图像,经过数据处理模块进行处理,进行裂纹识别,裂纹识别的过程为,a,对原始图像进行降噪处理,采用高通滤波处理。得到平滑图像;b,滤波处理之后的图像变得模糊,将图像进行增强处理,得到较为清晰的梯度图像;c,根据灰度级别识别出裂纹,采用边缘检测算法进行边缘检测,得到边界点图像;d,再次进行降噪处理和增强处理,得到平滑图像并使边缘变得清晰。
14.优选的,裂纹识别的过程还包括:e,接下来对图像进行二值化处理,采用阈值分割技术将裂纹信息与图像背景分割;f,在控制系统内预设一个裂纹范围值,当检测到的裂纹大于设定值,则判定为裂纹,若小于设定值则视为无裂纹;g,视为有裂纹的将图像信息传输至单片机,单片机通过控制系统控制控制激光器进行打标,后续经过识别相机对标记进行识别并通过控制系统控制机械爪分拣出有裂纹的砖体。
15.优选的,裂纹识别的过程中,对裂纹进行长度、面积、周长的计算,若裂纹小到一定范围,对砖体的结构刚性影响可以忽略不计,则不认定为裂纹,能够正常使用,在进行裂纹长度、面积、周长计算前,需要先对图像裂纹进行骨架提取,采用一条细曲线代替原有的裂纹痕迹,采用细化算法找出图像中的中轴线代替原图像,中轴线就是裂纹图像的骨架。
16.优选的,裂纹识别的过程中,裂纹图像经过分析处理之后,得到较为清晰的裂纹之后,利用区域标记法,标记出图像中的连通域,通过图像细化法将图像骨架提取处理,保持图像细小部分的连通性,得到裂纹骨架之后,骨架长度计算使用图像像素点类加法,得出图像裂纹的长度和面积;对于裂纹周长的算法,标记出图像的连通域之后,利用边界跟踪法,跟踪封闭区域的轮廓线的每个黑像素的标号,最后把标号的数目统计得到标记物的周长,最后得到各个连通域裂纹的周长。
17.优选的,步骤s4中,机械爪的尺寸满足d1=0.1b,d2=0.45b,d3=0.08b,d4=0.5b,d5=0.4b,d6=0.2b,d1为固定块与第二转轴之间的直线距离,d2为第二转轴到第三转轴之间的直线距离,d3为第三转轴到第四转轴之间的直线距离,d4为第四转轴到第五转轴之间的直线距离,d5为第五转轴到第六转轴之间的直线距离,d6为第六转轴到第七转轴之间的直线距离,b为根据输送带长度选取的系数。
18.优选的,一种弃土再利用保温砌砖的生产方法采用一种弃土再利用保温砌砖的生产装置,包括机械模块和检测模块,所述机械模块包括码垛机,所述码垛机上设置有控制箱,码垛机的一侧设有输送壳体,输送壳体的内部设有输送带所述输送带的上方设有架体,所述架体与输送壳体连接,所述输送壳体的一侧开设有滑槽,所述滑槽内设有滑块,所述滑块的另一端连接有固定块,所述滑块与滑槽匹配滑动连接,所述固定块贯穿设有螺纹杆,所述螺纹杆的一侧连接有电机,电机驱动连接螺纹杆,螺纹杆的另一端通过设置的轴承与输送壳体的外侧壁转动连接,所述固定块的上方设有机械爪,机械爪抓取检测不合格的砖体;所述检测模块包括架体,架体上设有至少一个相机,所述相机连接有单片机控制器,单片机对相机摄取的图像进行分析处理。
19.优选的,所述机械爪包括第一转轴,所述第一转轴的的底部与固定块连接,所述第一转轴的上方连接有第二转轴,所述第二转轴连接有主臂,所述主臂的另一端连接有第三转轴,所述第三转轴的的另一侧连接有第四转轴,所述第四转轴连接有大臂,所述大臂另一端连接有第五转轴,所述第五转轴连接有小臂,所述小臂另一端连接有第六转轴,所述第六转轴另一侧连接有调节臂,所述调节臂另一端连接有第七转轴,所述第七转轴的端部设有夹块和识别摄像头,所述夹块由气缸或油缸驱动。
20.优选的,所述所述第一转轴在固定块上沿水平面进行360
°
旋转,所述第二转轴、第三转轴、第四转轴、第五转轴、第六转轴、第七转轴均沿自身的轴线的方向进行360
°
旋转。
21.优选的,所述检测模块还包括激光器,所述激光器设置在架体的内侧,激光器设置有多个,单片机分析处理完砖体的图象之后,判断砖体是否存在裂纹和空心的情况,若砖体存在裂纹和空心情况,则通过激光器进行打标处理,打标之后机械爪的识别摄像头识别标记,通过控制箱驱动机械爪夹取问题砖体,对劣质砖体进行删选。
22.优选的,所述检测系统包括图像数据处理模块,数据处理模块处理步骤包括获取原始图像,原始图像平滑处理,梯度处理,获取边界点图像,在进行平滑处理,梯度处理,最后进行图像识别,识别砖体裂纹的宽度、形状,判断裂纹情况。
23.优选的,一种弃土再利用保温砌砖的生产装置生产的一种弃土再利用保温砌砖,包括骨架层、储能层、保温层;所述骨架层包括上骨架层1a和下骨架层1b,所述骨架层由回收的弃土掺拌硬质颗粒粘接而成,所述上骨架层1a和下骨架层1b之间设置有储能层,所述储能层由储能材料和掺拌硬质颗粒粘接而成,所述储能层的上表面和上骨架层1a粘接,所述储能层的下表面与下骨架层1b粘接;所述储能层的的中心位置,水平粘接设有保温层,所述上骨架层1a、下骨架层1b、储能层、保温层构成砌砖体。
24.优选的,所述所述储能层的储能材料为石蜡储能材料,石蜡材料采用微胶囊技术将石蜡粉末包裹在高分子载体基质内部,形成具有核、壳结构的微小颗粒状复合储能材料。
25.优选的,储能材料包括的高分子载体采用聚乙烯、聚丙烯、聚苯乙烯多空二氧化硅中的一种或多种;石蜡储能材料的粒径满足0.1-1000μm。
26.优选的,所述砖体为上、下表面层平行,侧立面竖直的正方体、长方体、或多棱体。
27.优选的,所述机械爪进行抓取砌砖时,通过电机带动螺纹杆转动,螺纹杆在转动过程中,固定块通过设置的内螺纹与螺纹杆匹配转动,由于固定块通过连接杆连接的滑块与滑槽起到导向作用,并且滑块在滑槽中发生相对位移,从而通过连接杆带动固定板与螺纹杆发生相对位移a,便于机械爪的调节;机械爪在夹取砌砖的过程中,通过连接气缸驱动对
称设置的夹块,夹取带有裂缝的砌砖;机械爪在执行夹取任务时,行动行程满足,固定板与螺纹杆发生相对位移a满足a=0-0.5b,第一转轴转动角度满足(-π/2
‑‑
π/2),第二转轴转动角度满足(-π/2
‑‑
3π/4),第三转轴转动角度满足(-π/2
‑‑
0),第四转轴转动角度满足(0
‑‑
5π/4),第五转轴转动角度满足(-π/6
‑‑
10π/6),第六转轴转动角度满足(-π
‑‑
π)。机械爪采用电力驱动,每个转轴均对应设置有一个控制电机,均连接控制系统,采用总线的控制方式与控制电机单独连接,实时传输运动信息。
28.另外,在进行检测的过程中,通过图像分析处理得到带有裂纹的砌砖之后,经过激光器进行打标处理,标记为十字线,标记之后通过机械抓夹块端设置的识别摄像机结合图像分析识别技术识别标记之后,通过获取输送带运行速度可以获取裂纹砖体的定位,则砖体移动的位置坐标满足,x=vt,y=l/2,z=h;上式中,v为输送带的运行速度,t为图像识别时间,l为输送带的宽度,h为输送带距离地面的高度。通过以上数据对砖体定位,获取砖体位置数据,通过控制器执行机械爪准确抓取砖体,增加砖体抓取的准确性,提高抓取效率。
29.另外,为了提升砖体的保温性能,砖体储能层按比例添加石蜡储能材料,所述石蜡储能材料为石蜡微囊体,所述石蜡微囊体的粒径为1-800μm;且石蜡微囊体与硬质颗粒材料添加质量比λ满足(5-10):(4-8)。为了进一步提高储能层的储能效果,石蜡微囊体与硬质颗粒材料添加质量比λ与储能层的质量m、储能层的厚度d之间满足:上式中,为关系系数,取值范围1.69-15.77,d单位为cm。当储能层拌入的石蜡微囊体与硬质颗粒的质量比分别为5:2、10:7、1:1、4:5时砖体与普通的纯硬质材料的普通砖体相比如下表:
30.组别体积密度耐压强度导热系数温度普通砖体0.753.650.23535
±
25:20.692.890.11635
±
210:70.763.120.09635
±
21:10.833.350.08735
±
24:50.923.630.10335
±231.上述表格中,体积密度单位为g/cm3,耐压强度单位mpa,导热系数单位为w/m
·
k,温度单位为摄氏度。上述表格使用不同配比的石蜡微囊体与硬质颗粒,添加石蜡微囊体对密度影响不大,耐压强度与普通砌砖差距不大,但是明显可知当石蜡微囊体与硬质颗粒的质量比接近1:1附近,导热系数最低,则表示蓄能储温效果最好。
32.通过对石蜡微囊体的粒径做对比试验,石蜡微囊体的粒径分别为200μm,400μm,600μm,800μm,且石蜡微囊体与硬质颗粒质量比1:1时形成的砖体,与普通砌砖相比如下:
33.组别体积密度耐压强度导热系数温度普通砖体0.753.650.23535
±
22000.743.560.12635
±
24000.743.580.07035
±
26000.723.580.09235
±
28000.733.560.10835
±234.由上表可知,石蜡微囊体由于粒径过小,对砖体的体积密度和耐压强度的影响微乎其微,但是当石蜡微囊体的粒径处在400微米出,导热系数出现的峰谷,也就是说,当石蜡
微囊体的粒径接近400微米时具有最好的蓄能效果,隔热保温效果最好。并且,相对于普通的砌砖,添加石蜡微囊体的砖体,明显具有更好的保温隔热效果。更有助于降低建筑能耗,改善居住环境。
35.与现有技术相比,本发明具有以下有益效果:
36.(1)本发明一种弃土再利用保温砌砖的生产方法,通过设置的生产装置,能够有效检测到砌砖在生产过程中的裂纹等问题,并通过控制系统控制机械爪对其进行分拣和剔除,有效保证了砌砖的生产质量。
37.(2)本发明一种弃土再利用保温砌砖的生产方法,在生产过程中通过对砌砖的多层设置和储能设置,能够有效减缓温度对砌砖的影响,减缓温度传递和散失,冬季有更好的锁温效果,夏季有更好的锁冷效果,减少建筑能耗,改善居住环境。
38.(3)本发明一种弃土再利用保温砌砖的生产方法,通过机械抓夹块端设置的识别摄像机结合图像分析识别技术识别标记之后,通过获取输送带运行速度可以获取裂纹砖体的定位,则砖体移动的位置坐标满足关系和对机械爪的数据和行程限定,获取砖体位置数据,通过控制器执行机械爪准确抓取砖体,增加砖体抓取的准确性,提高抓取效率。
39.(4)本发明一种弃土再利用保温砌砖的生产方法,通过设置的图像数据处理分析模块,通过控制系统控制控制激光器进行打标,后续经过识别相机对标记进行识别并通过控制系统控制机械爪分拣出有裂纹的砖体。提高分拣效率,保证砖体生产质量。
40.(5)本发明一种弃土再利用保温砌砖的生产方法,系统检测裂纹识别的过程中,通过对砖体裂纹进行长度、面积、周长的计算,确定砖体的开裂程度,便于对砖体的质量进行细分,裂纹过小的可以继续满足使用需求,提升砖体识别的精确性。
41.(6)本发明一种弃土再利用保温砌砖的生产方法,通过限定石蜡微囊体与硬质颗粒材料添加质量比与储能层的质量、储能层的厚度之间满足的关系,进一步提高储能层的储能效果,具有更好的保温隔热效果。
附图说明
42.为了更清楚地说明本发明实施方式的技术方案,下面将对实施方式中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。
43.图1是本发明的砖体结构示意图。
44.图2是本发明的生产装置结构示意图。
45.图3是本发明的生产装置侧视图。
46.图4是本发明的生产装置局部放大示意图。
47.图5是本发明的机械爪结构示意图。
48.图6是本发明的机械爪比例简图。
49.图7是本发明的检测系统示意图一。
50.图8是本发明的检测系统示意图二。
51.图9是本发明的检测系统狂框图。
52.图10是本发明的图像数据处理流程图。
53.图11是本发明的方法步骤流程图。
54.图中:1、骨架层;1a、上骨架层;1b、下骨架层;2、储能层;3、保温层;4、码垛机;5、控制箱;6、输送壳体;7、输送带;8、固定块;9、螺纹杆;10、电机;11、机械爪;12、架体;13、连杆;14、滑块;15、滑槽;16、工业相机;17、激光器;111、第一转轴;112、第二转轴;113、第三转轴;114、第四转轴;115、第五转轴;116、第六转轴;117、第七转轴;118、主臂;119、大臂;120、小臂;121、调节臂;122、夹块。
具体实施方式
55.为使本发明实施方式的目的、技术方案和优点更加清楚,下面将结合本发明实施方式中的附图,对本发明实施方式中的技术方案进行清楚、完整地描述。显然,所描述的实施方式是本发明一部分实施方式,而不是全部的实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
56.因此,以下对在附图中提供的本发明的实施方式的详细描述并非旨在限制要求保护的本发明的范围,而是仅仅表示本发明的选定实施方式。基于本发明中的实施方式,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施方式,都属于本发明保护的范围。
57.实施例一:
58.如图11所示,一种弃土再利用保温砌砖的生产方法,包括以下步骤:s1,按照配比将一定量的水泥、弃土、矿粉、石蜡微囊体充分混匀,加水和发泡剂进行发泡,之后倒入模具中,成型、脱模,并通过码垛机进行堆砌;
59.s2,砖体在码垛机的输送带上传输时,通过设置的工业相机对砖体进行拍照,将图像传输至单片机内,通过图像数据处理模块对图像进行分析,检测砖体是否存在裂纹,以及裂纹的长度、面积、周长;
60.s3,将检测的数据与单片机预设的裂痕数据进行对比,若大于预设数据则判定为劣质砖体,若小于预设数据,则判定为砖体质量合格;
61.s4,将判定为存在裂痕的砖体通过激光器进行打标处理,打标之后机械爪设置的识别摄像头识别标记,通过控制箱驱动机械爪夹取裂痕砖体,对劣质砖体进行分拣。
62.步骤s1中,在混合料倒入模具之前,先在最底层加入不掺拌石蜡微囊体的混合浆料构成下骨架层,之后加入掺拌石蜡微囊体的混合浆料构成储能层,并在储能层中心位置加入硅酸铝保温层,最后在最上层加入不掺拌石蜡微囊体的混合浆料构成上骨架层。
63.步骤s2中,检测系统通过工业相机获取砖体的原始图像,经过数据处理模块进行处理,进行裂纹识别,裂纹识别的过程为,a,对原始图像进行降噪处理,采用高通滤波处理。得到平滑图像;b,滤波处理之后的图像变得模糊,将图像进行增强处理,得到较为清晰的梯度图像;c,根据灰度级别识别出裂纹,采用边缘检测算法进行边缘检测,得到边界点图像;d,再次进行降噪处理和增强处理,得到平滑图像并使边缘变得清晰。
64.裂纹识别的过程还包括:e,接下来对图像进行二值化处理,采用阈值分割技术将裂纹信息与图像背景分割;f,在控制系统内预设一个裂纹范围值,当检测到的裂纹大于设定值,则判定为裂纹,若小于设定值则视为无裂纹;g,视为有裂纹的将图像信息传输至单片
机,单片机通过控制系统控制控制激光器进行打标,后续经过识别相机对标记进行识别并通过控制系统控制机械爪分拣出有裂纹的砖体。
65.裂纹识别的过程中,对裂纹进行长度、面积、周长的计算,若裂纹小到一定范围,对砖体的结构刚性影响可以忽略不计,则不认定为裂纹,能够正常使用,在进行裂纹长度、面积、周长计算前,需要先对图像裂纹进行骨架提取,采用一条细曲线代替原有的裂纹痕迹,采用细化算法找出图像中的中轴线代替原图像,中轴线就是裂纹图像的骨架。
66.裂纹识别的过程中,裂纹图像经过分析处理之后,得到较为清晰的裂纹之后,利用区域标记法,标记出图像中的连通域,通过图像细化法将图像骨架提取处理,保持图像细小部分的连通性,得到裂纹骨架之后,骨架长度计算使用图像像素点类加法,得出图像裂纹的长度和面积;对于裂纹周长的算法,标记出图像的连通域之后,利用边界跟踪法,跟踪封闭区域的轮廓线的每个黑像素的标号,最后把标号的数目统计得到标记物的周长,最后得到各个连通域裂纹的周长。
67.步骤s4中,机械爪的尺寸满足d1=0.1b,d2=0.45b,d3=0.08b,d4=0.5b,d5=0.4b,d6=0.2b,d1为固定块与第二转轴之间的直线距离,d2为第二转轴到第三转轴之间的直线距离,d3为第三转轴到第四转轴之间的直线距离,d4为第四转轴到第五转轴之间的直线距离,d5为第五转轴到第六转轴之间的直线距离,d6为第六转轴到第七转轴之间的直线距离,b为根据输送带长度选取的系数。
68.实施例二:
69.如图1所示,
70.一种利用弃土的保温砌砖生产方法生产的保温砌砖,包括骨架层1、储能层2、保温层3;所述骨架层1包括上骨架层1a和下骨架层1b,所述骨架层1由回收的弃土掺拌硬质颗粒粘接而成,所述上骨架层1a和下骨架层1b之间设置有储能层2,所述储能层2由储能材料和掺拌硬质颗粒粘接而成,所述储能层2的上表面和上骨架层1a粘接,所述储能层2的下表面与下骨架层1b粘接;所述储能层2的的中心位置,水平粘接设有保温层3,所述上骨架层1a、下骨架层1b、储能层2、保温层3构成砌砖体。
71.所述所述储能层2的储能材料为石蜡储能材料,石蜡材料采用微胶囊技术将石蜡粉末包裹在高分子载体基质内部,形成具有核、壳结构的微小颗粒状复合储能材料。
72.储能材料包括的高分子载体采用聚乙烯、聚丙烯、聚苯乙烯多空二氧化硅中的一种或多种;石蜡储能材料的粒径满足0.1-1000μm。
73.所述砖体为上、下表面层平行,侧立面竖直的正方体、长方体、或多棱体。
74.实施例三:
75.如图2-4所示,一种弃土再利用保温砌砖生产方法采用的一种弃土再利用保温砌砖的生产装置,包括机械模块和检测模块,所述机械模块包括码垛机4,所述码垛机4上设置有控制箱5,码垛机4的一侧设有输送壳体6,输送壳体6的内部设有输送带7所述输送带7的上方设有架体12,所述架体12与输送壳体6连接,所述输送壳体6的一侧开设有滑槽15,所述滑槽15内设有滑块14,所述滑块14的另一端连接有固定块8,所述滑块14与滑槽15匹配滑动连接,所述固定块8贯穿设有螺纹杆9,所述螺纹杆9的一侧连接有电机10,电机10驱动连接螺纹杆9,螺纹杆9的另一端通过设置的轴承与输送壳体6的外侧壁转动连接,所述固定块8的上方设有机械爪11,机械爪11抓取检测不合格的砖体;所述检测模块包括架体12,架体12
上设有至少一个工业相机,所述工业相机连接有单片机控制器,单片机对工业相机摄取的图像进行分析处理。
76.实施例四:
77.如图5-6所示,在实施例三的基础上,所述机械爪11包括第一转轴111,所述第一转轴111的的底部与固定块8连接,所述第一转轴111的上方连接有第二转轴112,所述第二转轴112连接有主臂118,所述主臂118的另一端连接有第三转轴113,所述第三转轴113的的另一侧连接有第四转轴11414,所述第四转轴11414连接有大臂119,所述大臂119另一端连接有第五转轴115,所述第五转轴115连接有小臂120,所述小臂120另一端连接有第六转轴116,所述第六转轴116另一侧连接有调节臂121,所述调节臂121另一端连接有第七转轴117,所述第七转轴117的端部设有夹块122和识别摄像头,所述夹块122由气缸或油缸驱动。
78.所述所述第一转轴111在固定块8上沿水平面进行360
°
旋转,所述第二转轴112、第三转轴113、第四转轴11414、第五转轴115、第六转轴116、第七转轴117均沿自身的轴线的方向进行360
°
旋转。
79.所述机械爪11进行抓取砌砖时,通过电机10带动螺纹杆9转动,螺纹杆9在转动过程中,固定块8通过设置的内螺纹与螺纹杆9匹配转动,由于固定块8通过连杆13连接的滑块14与滑槽15起到导向作用,并且滑块14在滑槽15中发生相对位移,从而通过连杆13带动固定板与螺纹杆9发生相对位移a,便于机械爪11的调节;机械爪11在执行夹取任务时,行动行程满足,固定板与螺纹杆9发生相对位移a满足a=0-0.5b,第一转轴111转动角度满足(-π/2
‑‑
π/2),第二转轴112转动角度满足(-π/2
‑‑
3π/4),第三转轴113转动角度满足(-π/2—0),第四转轴114转动角度满足(0
‑‑
5π/4),第五转轴115转动角度满足(-π/6
‑‑
10π/6),第六转轴116转动角度满足(-π—π)。机械爪11采用电力驱动,每个转轴均对应设置有一个控制电机10,均连接控制系统,采用总线的控制方式与控制电机10单独连接,实时传输运动信息。
80.在进行检测的过程中,通过图像分析处理得到带有裂纹的砌砖之后,经过激光器17进行打标处理,标记为十字线,标记之后通过机械抓夹块122端设置的识别摄像机结合图像分析识别技术识别标记之后,通过获取输送带7运行速度可以获取裂纹砖体的定位,则砖体移动的位置坐标满足,x=vt,y=l/2,z=h;上式中,v为输送带7的运行速度,t为图像识别时间,l为输送带7的宽度,h为输送带7距离地面的高度。通过以上数据对砖体定位,获取砖体位置数据,通过控制器执行机械爪11准确抓取砖体,增加砖体抓取的准确性,提高抓取效率。
81.实施例五
82.如图7-10所示,在实施例三的基础上,所述检测模块还包括激光器17,所述激光器17设置在架体12的内侧,激光器17设置有多个,单片机分析处理完砖体的图象之后,判断砖体是否存在裂纹和空心的情况,若砖体存在裂纹和空心情况,则通过激光器17进行打标处理,打标之后机械爪11的识别摄像头识别标记,通过控制箱5驱动机械爪11夹取问题砖体,对劣质砖体进行删选。
83.所述检测系统包括图像数据处理模块,数据处理模块处理步骤包括获取原始图像,原始图像平滑处理,梯度处理,获取边界点图像,在进行平滑处理,梯度处理,最后进行图像识别,识别砖体裂纹的宽度、形状,判断裂纹情况。
84.检测系统通过工业相机获取砖体的原始图像,经过数据处理模块进行处理,进行
裂纹识别,裂纹识别的过程为,1,对原始图像进行降噪处理,采用高通滤波处理。得到平滑图像;2,滤波处理之后的图像变得模糊,将图像进行增强处理,得到较为清晰的梯度图像;3,根据灰度级别识别出裂纹,采用边缘检测算法进行边缘检测,得到边界点图像;4,再次进行降噪处理和增强处理,得到平滑图像并使边缘变得清晰;5,接下来对图像进行二值化处理,采用阈值分割技术将裂纹信息与图像背景分割;6,在控制系统内预设一个裂纹范围值,当检测到的裂纹大于设定值,则判定为裂纹,若小于设定值则视为无裂纹;7,视为有裂纹的将图像信息传输至单片机,单片机通过控制系统控制控制激光器17进行打标,后续经过识别工业相机对标记进行识别并通过控制系统控制机械爪11分拣出有裂纹的砖体。提高分拣效率,保证砖体生产质量。
85.裂纹识别的过程中,对裂纹进行长度、面积、周长的计算,若裂纹小到一定范围,对砖体的结构刚性影响可以忽略不计,则不认定为裂纹,能够正常使用,在进行裂纹长度、面积、周长计算前,需要先对图像裂纹进行骨架提取,采用一条细曲线代替原有的裂纹痕迹,采用细化算法找出图像中的中轴线代替原图像,中轴线就是裂纹图像的骨架。裂纹图像经过分析处理之后,得到较为清晰的裂纹之后,利用区域标记法,标记出图像中的连通域,通过图像细化法将图像骨架提取处理,保持图像细小部分的连通性,得到裂纹骨架之后,骨架长度计算使用图像像素点类加法,得出图像裂纹的长度和面积;对于裂纹周长的算法,标记出图像的连通域之后,利用边界跟踪法,跟踪封闭区域的轮廓线的每个黑像素的标号,最后把标号的数目统计得到标记物的周长,最后得到各个连通域裂纹的周长。
86.实施例六:
87.实施例二的基础上,为了提升砖体的保温性能,砖体储能层2按比例添加石蜡储能材料,所述石蜡储能材料为石蜡微囊体,所述石蜡微囊体的粒径为1-800μm;且石蜡微囊体与硬质颗粒材料添加质量比λ满足(5-10):(4-8)。为了进一步提高储能层2的储能效果,石蜡微囊体与硬质颗粒材料添加质量比λ与储能层2的质量m、储能层2的厚度d之间满足:蜡微囊体与硬质颗粒材料添加质量比λ与储能层2的质量m、储能层2的厚度d之间满足:上式中,为关系系数,取值范围1.69-15.77,d单位为cm。当储能层2拌入的石蜡微囊体与硬质颗粒的质量比分别为5:2、10:7、1:1、4:5时砖体与普通的纯硬质材料的普通砖体相比如下表:
88.组别体积密度耐压强度导热系数温度普通砖体0.753.650.23535
±
25:20.692.890.20335
±
210:70.763.120.19835
±
21:10.833.350.17535
±
24:50.923.630.18335
±289.上述表格中,体积密度单位为(g/cm
3)
,耐压强度单位mpa,导热系数单位为(w/m
·
k),温度单位为摄氏度。上述表格使用不同配比的石蜡微囊体与硬质颗粒,添加石蜡微囊体对密度影响不大,耐压强度与普通砌砖差距不大,但是明显可知当石蜡微囊体与硬质颗粒的质量比接近1:1附近,导热系数最低,则表示蓄能储温效果最好。
90.通过对石蜡微囊体的粒径做对比试验,石蜡微囊体的粒径分别为200μm,400μm,600μm,800μm,且石蜡微囊体与硬质颗粒质量比1:1时形成的砖体,与普通砌砖相比如下:
91.组别体积密度耐压强度导热系数温度普通砖体0.753.650.23535
±
22000.743.560.16135
±
24000.743.580.14835
±
26000.723.580.18235
±
28000.733.560.19035
±292.由上表可知,石蜡微囊体由于粒径过小,对砖体的体积密度和耐压强度的影响微乎其微,但是当石蜡微囊体的粒径处在400微米出,导热系数出现的峰谷,也就是说,当石蜡微囊体的粒径接近400微米时具有最好的蓄能效果,隔热保温效果最好。并且,相对于普通的砌砖,添加石蜡微囊体的砖体,明显具有更好的保温隔热效果。更有助于降低建筑能耗,改善居住环境。
93.通过上述技术方案得到的装置是一种弃土再利用保温砌砖的生产方法,通过合理的生产步骤结合生产装置,能够有效检测到砌砖在生产过程中的裂纹等问题,并通过控制系统控制机械爪对其进行分拣和剔除,有效保证了砌砖的生产质量。在生产过程中通过对砌砖的多层设置和储能设置,能够有效减缓温度对砌砖的影响,减缓温度传递和散失,冬季有更好的锁温效果,夏季有更好的锁冷效果,减少建筑能耗,改善居住环境。通过机械抓夹块端设置的识别摄像机结合图像分析识别技术识别标记之后,通过获取输送带运行速度可以获取裂纹砖体的定位,则砖体移动的位置坐标满足关系和对机械爪的数据和行程限定,获取砖体位置数据,通过控制器执行机械爪准确抓取砖体,增加砖体抓取的准确性,提高抓取效率。通过设置的图像数据处理分析模块,通过控制系统控制控制激光器进行打标,后续经过识别相机对标记进行识别并通过控制系统控制机械爪分拣出有裂纹的砖体。提高分拣效率,保证砖体生产质量。系统检测裂纹识别的过程中,通过对砖体裂纹进行长度、面积、周长的计算,确定砖体的开裂程度,便于对砖体的质量进行细分,裂纹过小的可以继续满足使用需求,提升砖体识别的精确性。通过限定石蜡微囊体与硬质颗粒材料添加质量比与储能层的质量、储能层的厚度之间满足的关系,进一步提高储能层的储能效果,具有更好的保温隔热效果。
94.本发明中未详细阐述的其它技术方案均为本领域的现有技术,在此不再赘述。
95.以上所述仅为本发明的优选实施方式而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化;凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1