一种检测量具及其安装使用方法与流程
1.本发明涉及一种检测量具及其安装使用方法,属于测量工具技术领域。
背景技术:
2.在机加工过程中有时会遇到内孔台阶比较短的情况,由于内孔的尺寸精度要求高,目前主要使用内侧千分尺和内径表进行测量,使用不便捷,测量不可靠。
技术实现要素:
3.本发明所要解决的技术问题是针对上述现有技术提供一种检测量具及其安装使用方法,它能够有效检测内孔尺寸,保证产品精度,大大提高产品质量和合格率。
4.本发明解决上述问题所采用的技术方案为:一种检测量具,它包括杆身,所述杆身内穿装有操纵杆,所述操纵杆左右两侧分别连接设置有第一顶杆和第二顶杆,所述操纵杆顶部设置有操作杆,所述操纵杆底部设置有安装块,所述安装块上设置有第一测量座,所述第一测量座上设置有第一测量爪,所述杆身在安装块右方设置有调程安装座,所述调程安装座上设置有第二测量座,所述第二测量座上设置有第二测量爪,所述杆身左端设置有百分表,所述百分表的测量杆端部与第一顶杆相抵,所述第二顶杆中部套装有弹簧座,所述弹簧座与第二顶之间通过左右两个压缩弹簧相连接。
5.可选的,所述杆身在操作杆位置处开设有第一滑槽,所述操作杆设置于第一滑槽内。
6.可选的,所述杆身在安装块位置处开设有第二滑槽,所述安装块设置于第二滑槽内。
7.可选的,所述杆身左端设置有百分表夹头,所述百分表固定设置于百分表夹头上,所述百分表通过锁紧环与百分表夹头相固定。
8.可选的,所述弹簧座内部设置有一中间凸台,所述第二顶杆上设置有左右两个弹簧挡圈,左右两个弹簧挡圈分别位于弹簧座左右两侧,左右两个压缩弹簧分别连接设置于左右两个弹簧挡圈和中间凸台之间。
9.可选的,所述弹簧座通过调节螺钉与杆身相固定,所述弹簧座外壁上沿左右方向开设有第三滑槽,所述调节螺钉设置于第三滑槽内。
10.可选的,所述第一顶杆与杆身之间设置有第一直线轴承。
11.可选的,所述第二顶杆与杆身之间设置有左右两个第二直线轴承,左右两个第二直线轴承位于弹簧座左右两侧。
12.可选的,所述杆身左端套装有第一保护胶套,所述杆身右端套装有第二保护胶套。
13.一种检测量具的安装使用方法,所述方法包括以下步骤:
14.步骤一、将杆身内外及其它所有部件清理干净;
15.步骤二、通过操纵杆将第一连杆和第二连杆连接起来,使用紧固螺钉固定;
16.步骤三、将第一直线轴承和左侧第二直线轴承装上第一连杆和第二连杆,将左侧
的弹簧挡圈固定在第二连杆上,把左侧压缩弹簧和弹簧座装上第二连杆,然后将右侧压缩弹簧装上,使用右侧弹簧挡圈固定,最后将右侧第二直线轴承装上第二连杆,各轴承位置涂抹润滑油脂;
17.步骤四、将步骤三完成的组件放入杆身内,使用调节螺钉、第二紧定螺钉和第三紧定螺钉分别对各位置进行固定;
18.步骤五、将安装块放入第二滑槽内,并使用螺钉与操纵杆相固定;
19.步骤六、将第一测量座通过螺钉固定设置于安装块上,将第一测量爪通过螺钉固定设置于第一测量座上;
20.步骤七、将调程安装座套装至杆身上,并使用第二手拧螺钉进行固定;
21.步骤八、将第二测量座通过螺钉固定安装于调程安装座上,将第二测量爪通过螺钉固定设置于第二测量座上;
22.步骤九、将操作杆放入第一滑槽内并与操纵杆相固定;
23.步骤十、将百分表夹头旋入杆身左端,并通过锁紧螺钉进行固定;
24.步骤十一、将第一保护胶套套装至杆身左端;
25.步骤十二、将百分表安装于百分表夹头上,并通过锁紧环和第一手动螺钉进行固定;
26.步骤十三、将法兰面堵头旋入杆身右端;
27.步骤十四、将第二保护胶套套装于杆身右端;
28.步骤十五、使用前确定检测内孔或外圆,调整测量爪方向以及弹簧座左右位置来实现;
29.步骤十六、确定检测尺寸大小,使用游标卡尺调节调程安装座位置,保证在测量公差范围内;
30.步骤十七、将量具放入测量基准圆内,轻微左右移动杆身,找至最高或最低点,将百分表盘旋至0刻度线处,并记下表针转动圈数,表盘归零后,重复几次检测基准圆,检测尺寸是否一致,若有区别,检查各处螺钉是否固定牢靠;
31.步骤十八、检测内孔或外圆尺寸。
32.与现有技术相比,本发明的优点在于:
33.本发明一种检测量具及其安装使用方法,它能够有效检测内孔尺寸,保证产品精度,大大提高产品质量和合格率。
附图说明
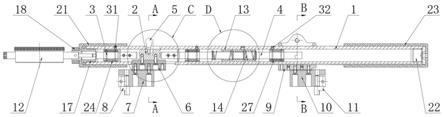
34.图1为本发明一种检测量具的结构示意图。
35.图2为图1的俯视图。
36.图3为图1的仰视图。
37.图4为图1的a-a剖视图。
38.图5为图1的b-b剖视图。
39.图6为图1的c部放大图。
40.图7为图1的d部放大图。
41.其中:
42.杆身1
43.操纵杆2
44.第一顶杆3
45.第二顶杆4
46.操作杆5
47.安装块6
48.第一测量座7
49.第一测量爪8
50.调程安装座9
51.第二测量座10
52.第二测量爪11
53.百分表12
54.弹簧座13
55.压缩弹簧14
56.第一滑槽15
57.第二滑槽16
58.百分表夹头17
59.锁紧环18
60.第一手拧螺钉19
61.第一紧定螺钉20
62.第一保护胶套21
63.法兰面堵头22
64.第二保护胶套23
65.第一直线轴承24
66.中间凸台25
67.弹簧挡圈26
68.第二直线轴承27
69.调节螺钉28
70.第三滑槽29
71.第二手拧螺钉30
72.第二紧定螺钉31
73.第三紧定螺钉32。
具体实施方式
74.以下结合附图实施例对本发明作进一步详细描述。
75.如图1~图7所示,本实施例中的一种检测量具,它包括杆身1,所述杆身1内穿装有操纵杆2,所述操纵杆2左右两侧分别连接设置有第一顶杆3和第二顶杆4,所述操纵杆2顶部设置有操作杆5,所述操纵杆2底部设置有安装块6,所述安装块6上设置有第一测量座7,所述第一测量座7上设置有第一测量爪8,所述杆身1在安装块6右方设置有调程安装座9,所述
调程安装座9上设置有第二测量座10,所述第二测量座10上设置有第二测量爪11,所述杆身1左端设置有百分表12,所述百分表12的测量杆端部与第一顶杆3相抵,所述第二顶杆4中部套装有弹簧座13,所述弹簧座13与第二顶杆4之间通过左右两个压缩弹簧14相连接;
76.所述杆身1在操作杆5位置处开设有第一滑槽15,所述操作杆5设置于第一滑槽15内;
77.所述杆身1在安装块6位置处开设有第二滑槽16,所述安装块6设置于第二滑槽16内;
78.所述杆身1左端设置有百分表夹头17,所述百分表12固定设置于百分表夹头17上;
79.所述百分表12通过锁紧环18与百分表夹头17相固定;
80.所述锁紧环18上设置有第一手拧螺钉19和第一紧定螺钉20;
81.所述杆身1左端套装有第一保护胶套21;
82.所述杆身1右端设置有法兰面堵头22;
83.所述杆身1右端套装有第二保护胶套23;
84.所述第一顶杆3与杆身1之间设置有第一直线轴承24;
85.所述弹簧座13内部设置有一中间凸台25,所述第二顶杆4上设置有左右两个弹簧挡圈26,左右两个弹簧挡圈26分别位于弹簧座13左右两侧,左右两个压缩弹簧14分别连接设置于左右两个弹簧挡圈26和中间凸台25之间;
86.所述第二顶杆4与杆身1之间设置有左右两个第二直线轴承27,左右两个第二直线轴承27位于弹簧座13左右两侧;
87.所述弹簧座13通过调节螺钉28与杆身1相固定,通过调节螺钉来调整弹簧座的位置,从而能够调整内外径测量力方向;
88.所述弹簧座13外壁上沿左右方向开设有第三滑槽29,所述调节螺钉28设置于第三滑槽29内;
89.所述调程安装座9套装于杆身1上,所述调程安装座9通过第二手拧螺钉30与杆身1相固定;
90.所述第一直线轴承24通过第二紧定螺钉31与杆身1相固定;
91.所述第二直线轴承27通过第三紧定螺钉32与杆身1相固定。
92.其安装使用方法如下:
93.步骤一、将杆身内外及其它所有部件清理干净;
94.步骤二、通过操纵杆将第一连杆和第二连杆连接起来,使用紧固螺钉固定;
95.步骤三、将第一直线轴承和左侧第二直线轴承分别装上第一连杆和第二连杆,将左侧弹簧挡圈固定在第二连杆上,把左侧压缩弹簧和弹簧座装上第二连杆,然后将右侧压缩弹簧装上,使用右侧弹簧挡圈固定,最后将右侧第二直线轴承装上第二连杆,各轴承位置涂抹润滑油脂;
96.步骤四、将步骤三完成的组件放入杆身内,使用调节螺钉、第二紧定螺钉和第三紧定螺钉分别对各位置进行固定;
97.步骤五、将安装块放入第二滑槽内,并使用螺钉与操纵杆相固定;
98.步骤六、将第一测量座通过螺钉固定设置于安装块上,将第一测量爪通过螺钉固定设置于第一测量座上;
99.步骤七、将调程安装座套装至杆身上,并使用第二手拧螺钉进行固定;
100.步骤八、将第二测量座通过螺钉固定安装于调程安装座上,将第二测量爪通过螺钉固定设置于第二测量座上;
101.步骤九、将操作杆放入第一滑槽内并与操纵杆相固定;
102.步骤十、将百分表夹头旋入杆身左端,并通过锁紧螺钉进行固定;
103.步骤十一、将第一保护胶套套装至杆身左端;
104.步骤十二、将百分表安装于百分表夹头上,并通过锁紧环和第一手动螺钉进行固定;
105.步骤十三、将法兰面堵头旋入杆身右端;
106.步骤十四、将第二保护胶套套装于杆身右端;
107.步骤十五、使用前确定检测内孔或外圆,调整测量爪方向以及弹簧座左右位置来实现;
108.步骤十六、确定检测尺寸大小,使用游标卡尺调节调程安装座位置,保证在测量公差范围内;
109.步骤十七、将量具放入测量基准圆内,轻微左右移动杆身,找至最高或最低点,将百分表盘旋至0刻度线处,并记下表针转动圈数,表盘归零后,重复几次检测基准圆,检测尺寸是否一致,若有区别,检查各处螺钉是否固定牢靠;
110.步骤十八、检测内孔或外圆尺寸,长时间使用时,需定时使用基准圆效验。
111.除上述实施例外,本发明还包括有其他实施方式,凡采用等同变换或者等效替换方式形成的技术方案,均应落入本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1