一种模拟与预测大尺寸CrMo钢构件心部组织性能的方法与流程
一种模拟与预测大尺寸crmo钢构件心部组织性能的方法
技术领域
1.本发明涉及材料组织控制与热处理领域,特别是涉及一种模拟与预测大尺寸crmo钢构件心部组织性能的方法。
背景技术:
2.crmo系合金钢具有良好的强韧度匹配和疲劳极限,广泛应用于风电主轴及轴承、盾构机主轴承等断面厚度超过100mm的大型关键构件的生产制造。在热处理过程中,这些大尺寸构件因断面厚大,材料淬透性不足,心部淬火后难以得到理想的马氏体组织,而是在复杂热循环作用下生成上贝氏体+粒状贝氏体+白色异常组织+马氏体的复合组织。其中,贝氏体组织和白色异常组织会大大降低材料的冲击韧性,这也是大尺寸crmo钢构件心部冲击性能不合格的根本原因。而在常规实验室试样尺寸与热处理条件下难以模拟出大尺寸构件的心部组织,这大大阻碍了相关研究的推进,并且难以事先对大尺寸crmo钢构件心部性能进行评估与优化,阻碍了国产大尺寸crmo钢构件的升级,提高了生产成本。因此,如何利用实验室小尺寸试样准确得到出大尺寸构件心部组织意义重大。
技术实现要素:
3.本发明的目的在于提供一种模拟与预测大尺寸crmo钢构件心部组织性能的方法,利用实验室小尺寸试样重现大尺寸crmo钢构件心部组织,为后续crmo钢构件心部组织调控与性能优化研究提供先决条件。
4.本发明的技术方案是:
5.一种模拟与预测大尺寸crmo钢构件心部组织性能的方法,具体过程如下:
6.(1)根据大尺寸crmo钢构件的成分与工艺,制造标样;
7.(2)将标样表面精车后进行玻璃真空封管,避免后续热处理过程中产生脱碳层;
8.(3)采用珠光体化退火工艺得到平衡组织;
9.(4)通过淬火热参数控制来得到与心部组织相一致的晶粒尺寸;
10.(5)通过标样尺寸与淬火冷却参数控制来模拟出心部组织。
11.所述的模拟与预测大尺寸crmo钢构件心部组织性能的方法,步骤(1)中,大尺寸crmo钢构件实际淬火生产工艺为水冷或油冷,标样尺寸为60mm
×
60mm
×
60mm,成分与大尺寸crmo钢构件相同,锻造温度及拉拔次数与大尺寸crmo钢构件相同,表面精车。
12.所述的模拟与预测大尺寸crmo钢构件心部组织性能的方法,步骤(3)中,珠光体化退火工艺为:标样在ac3温度以上50~70℃进行保温,保温时间为4~6h,随后炉冷至710~760℃进行保温,保温时间为6~10h,随后炉冷至650~700℃进行保温,保温时间为3~5h,随后炉冷至室温。
13.所述的模拟与预测大尺寸crmo钢构件心部组织性能的方法,步骤(4)中,淬火热参数为:标样加热速率为100~200℃/h,保温温度为大尺寸crmo钢构件实际淬火温度以上10~30℃,保温时间为大尺寸crmo钢构件实际保温时间的1/2~2/3。
14.所述的模拟与预测大尺寸crmo钢构件心部组织性能的方法,步骤(5)中,标样尺寸误差严格控制在
±
5mm之内。
15.所述的模拟与预测大尺寸crmo钢构件心部组织性能的方法,步骤(5)中,淬火冷却参数为:标样通过淬火热参数保温结束后,迅速将标样置于室温干砂中,时间应少于10s;标样上表面之上覆盖的砂层厚度视大尺寸crmo钢构件的断面厚度而定,断面厚度小于200mm时,上表面覆盖的砂层厚度为20~40mm;断面厚度在200~400mm之间(不包括400mm)时,上表面覆盖的砂层厚度为40~120mm;断面厚度在400~600mm之间(不包括600mm)时,上表面覆盖的砂层厚度为120~200mm;断面厚度在600mm以上时,上表面覆盖的砂层厚度>200mm;保证其余表面方向的砂层厚度大于上表面覆盖的砂层厚度。
16.本发明模拟与预测大尺寸crmo钢构件心部组织性能的机理是:
17.本发明固定标样尺寸,特定尺寸的标样为心部组织的获得提供基础,标样尺寸过小则无法得到心部复杂的组织构成,标样尺寸过大则会使标样整体热循环不均匀,导致标样整体组织不均匀,表层组织与内部组织构成不同。
18.砂冷是常用热处理中唯一可以控制冷却速度的冷却方式,通过控制标样在砂中的深度可以实现对冷却速度的调控。同时标样在砂中的冷却速度并不是恒定不变的,试样最初放入砂中,冷却速度快,而随着周围砂子温度的提高,冷却速度逐渐减慢,这与大尺寸crmo钢构件心部组织在水冷或油冷过程中的冷却相类似。
19.本发明的优点及有益效果是:
20.1、本发明通过对标样尺寸与砂层深度的精确控制,可以模拟出各种断面厚度的大尺寸crmo钢构件的由马氏体+上贝氏体+粒状贝氏体+白色异常组织共同组成的心部组织。
21.2、本发明操作简单,所得标样组织均匀稳定,非常适合进行大断面crmo钢构件心部组织与性能的研究。
22.3、本发明可广泛应用于大尺寸crmo钢构件心部的性能预测。
附图说明
23.图1为实施例1表层组织。
24.图2为实施例1内部组织。
25.图3为实施例1盾构机主轴承心部组织。
26.图4为实施例2表层组织。
27.图5为实施例2内部组织。
28.图6为实施例2风力发电机主轴心部组织。
具体实施方式
29.在具体实施过程中,国产大尺寸crmo钢构件的心部组织复杂,由马氏体+上贝氏体+粒状贝氏体+白色异常组织构成,其中白色异常组织,白色异常组织是一种介于先共析铁素体和粒状贝氏体之间的次高温转变产物,经浓度为4wt%的hno3酒精溶液腐蚀后,在光学显微镜下呈随机分布的不规则规则白色块体。本发明方法的具体过程如下:(1)在大尺寸crmo钢成分与工艺基础上制造标样,标样表面精车后进行真空封管(2)采用珠光体化退火工艺来获得平衡组织;(3)通过淬火热参数控制来得到与心部组织相一致的晶粒尺寸;(4)
通过标样尺寸与淬火冷却参数控制来模拟出心部组织。
30.下面,通过实施例对本发明作进一步详细说明。
31.实施例1
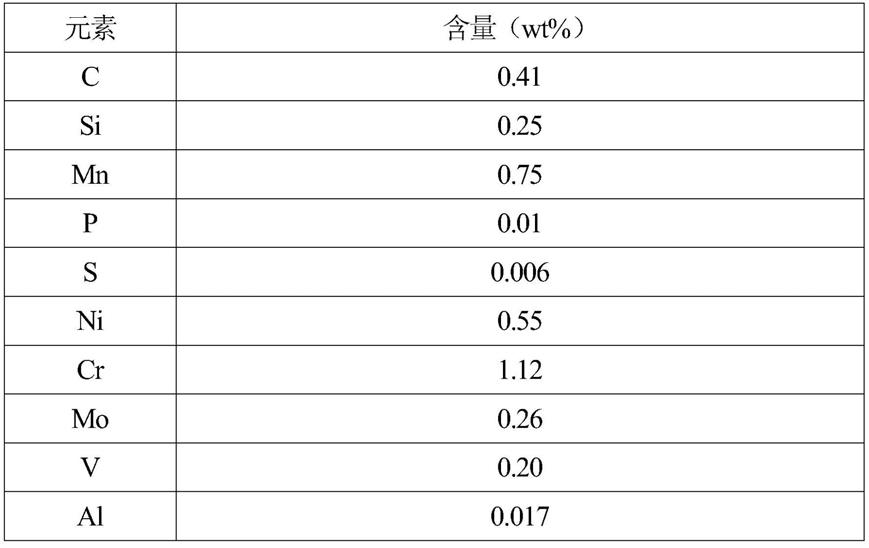
32.本实施例中,断面厚度为300mm的盾构机主轴承实际奥氏体化温度为880℃,保温时间为10h,心部-30℃的冲击功(akv)为35j,其成分如下:
[0033][0034][0035]
采用如下步骤:
①
直接在盾构机主轴承表面上取尺寸为60mm
×
60mm
×
60mm的标样,将标样表面精车,并进行真空封管。
②
将封管后的标样在880℃进行保温,保温时间为6h,随后炉冷至725℃进行保温,保温时间为8h,随后炉冷至660℃进行保温,保温时间为4h,随后炉冷至室温。
③
以180℃/h的加热速率将标样加热至920℃保温,保温时间为5h。
④
保温结束后,5s之内将封管砸碎,并将标样置于直径为300mm的砂桶中心,并在其上表面覆盖70mm厚的砂层,静待标样冷却至室温。
[0036]
经过上述步骤后,标样-30℃的冲击功(akv)为38j,标样的表面组织如图1所示,内部组织如图2所示,盾构机主轴承心部组织如图3所示。由图1、图2、图3可以看出,该方法通过标样尺寸与砂层厚度的准确控制,在小尺寸试样中得到了不同断面厚度大尺寸crmo钢构件的心部组织,且整个标样组织均匀,不存在内外差异。
[0037]
实施例2
[0038]
本实施例中,断面厚度为580mm的风力发电机主轴实际奥氏体化温度为860℃,保温时间为30h,心部-30℃的冲击功(akv)为17j,其成分如下:
[0039]
元素含量(wt%)c0.39si0.23mn0.70
p0.01s0.008ni0.51cr1.09mo0.23v0.10al0.017b0.0010fe余量
[0040]
采用如下步骤:
①
根据上述成分冶炼钢锭,钢锭经三镦三拔后锻造成截面为65mm
×
65mm的方棒,在方棒上取65mm
×
65mm
×
65mm的标样,经精车后尺寸最终为62mm
×
62mm
×
63mm,将标样表面精车,并进行真空封管。
②
将封管后的标样在860℃进行保温,保温时间为5h,随后炉冷至710℃进行保温,保温时间为7h,随后炉冷至670℃进行保温,保温时间为4h,随后炉冷至室温。
③
以180℃/h的加热速率将标样加热至880℃保温,保温时间为20h。
④
保温结束后,5s之内将封管砸碎并将标样置于直径为450mm的砂桶中心,并在其上表面覆盖180mm厚的砂层,静待标样冷却至室温。
[0041]
经过上述步骤后,标样-30℃的冲击功(akv)为15.5j,标样的表面组织如图4所示,内部组织如图5所示,盾构机主轴承心部组织如图6所示。由图4、图5、图6可以看出,该方法通过标样尺寸与砂层厚度的准确控制,在小尺寸试样中得到了不同断面厚度大尺寸crmo钢构件的心部组织,且整个标样组织均匀,不存在内外差异。
[0042]
实施例结果表明,本发明可以很好的模拟出不同厚度的大尺寸crmo钢构件的心部组织,并对心部性能进行准确预测。
[0043]
对本领域的技术人员来说,可依据上述技术方案与构想,结合实际作出其他各种相应的改变,而所有的改变都应该属于本发明权利要求的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1