一种可在线称量的挥发性有机气体标准物质制备系统的制作方法
1.本发明涉及挥发性有机气体标准物质制备技术领域,特别是涉及一种可在线称量的挥发性有机气体标准物质制备系统。
背景技术:
2.气体成分分析检测用的分析仪器通常需要使用气体标准物质对其性能进行校准或者验证。挥发性有机物气体标准物质,通常用于环境中对人体有害的挥发性有机物组分测量仪器的校准和评价,所以该类气体标准物质的量值准确和稳定对于有害的挥发性有机物组分测量非常重要。由于空气中挥发性有机物组分比较多,所以通常这类气体标准物质都含有多个目标组分,有的甚至还有几十种目标组分。气体标准物质准备通常使用称量法。国家标准《gb/t5274.1-2018气体分析校准用混合气体的制备第1部分:称量法制备一级混合气体》对称量法制备气体标准物质的技术流程进行了规定。该方法要求气体组分在气瓶内不存在吸附,但是对于挥发性有机物气体组分来说,易于在气瓶内壁产生吸附,而导致其气体标准物质的浓度量值不稳定,尤其是组分分子中原子数量越多,组分的分子量越大,则这种吸附情况越明显,气体标准物质的浓度量值越不准确和稳定。动态法是制备挥发性有机物气体标准物质的另一种途径。但是常用的渗透管法或扩散管法,通常只能发生一种目标组分的气体标准物质,如果是多组分挥发性有机物气体标准物质,则需要多个渗透管或者扩散管,系统变得复杂,组分浓度难以调配和控制。连续注射法是解决多组分挥发性有机物气体标准物质的一种方法,先按目标比例预先混合好挥发性有机物原料液,然后通常用注射器将原料液以恒定流速注入到气化室气化并与稀释气体混合制备出目标浓度的混合气体,但是该方法需要在注射液体前后分别称量注射器的质量,只有注射结束后才能准确计算出气体标准物质的浓度,如果这液体注射期间想调整气体标准物质的浓度就非常不方便。
技术实现要素:
3.为解决现有技术存在的上述问题,本发明提供了一种可在线称量的挥发性有机气体标准物质制备系统。
4.为实现上述目的,本发明提供了如下方案:
5.一种可在线称量的挥发性有机气体标准物质制备系统,包括:第一气源、第二气源、气体流量控制器、气体压力控制器、液体自动称量装置、加热气化混合装置和上位机;
6.所述第一气源和所述气体流量控制器管路连接;所述第二气源与所述气体压力控制器管路连接;所述气体流量控制器和所述液体自动称量装置均与所述加热气化混合装置管路连接;所述气体压力控制器与所述液体自动称量装置管路连接;
7.所述气体流量控制器、所述气体压力控制器、所述液体自动称量装置和所述加热气化混合装置均与所述上位机电连接。
8.优选地,所述第一气源和所述气体流量控制器的连接管路上设置有第一气体减压
阀;所述第二气源与所述气体压力控制器的连接管路上设置有第二气体减压阀。
9.优选地,所述液体自动称量装置包括:基台、防风罩和自动称量机构;
10.所述防风罩扣设在所述基台上;所述自动称量机构设置在所述基台上,且所述自动称量机构置于所述防风罩内部;所述自动称量机构分别与所述气体压力控制器所和述加热气化混合装置管路连接;所述自动称量机构与所述上位机电连接。
11.优选地,所述自动称量机构包括:原料液称量驱动单元、原料液容瓶、质量称量单元、砝码和砝码称量驱动单元;
12.所述原料液称量驱动单元、所述质量称量单元和所述砝码称量驱动单元均与所述上位机电连接;所述原料液容瓶分别与所述气体压力控制器所和述加热气化混合装置管路连接;所述原料液称量驱动单元用于将所述原料液容瓶置于所述质量称量单元上进行称量;所述砝码称量驱动单元用于将所述砝码置于所述质量称量单元上进行称量。
13.优选地,所述原料液称量驱动单元包括:第一定向导轨、第一驱动导轨、第一步进电机、第一支撑臂和第一称量支架;
14.所述第一定向导轨和所述第一驱动导轨均固定设置在所述基台上;所述第一步进电机分别与所述第一驱动导轨和所述上位机电连接;所述第一支撑臂的一端套设在所述第一定向导轨上;所述第一支撑臂的另一端卡设在所述第一称量支架上;所述原料液容瓶置于所述第一称量支架上;所述第一支撑臂与所述第一驱动导轨螺纹传动连接;
15.所述第一定向导轨上设置有第一触碰开关和第二触碰开关;所述第一触碰开关和所述第二触碰开关均与所述上位机电连接;所述第一支撑臂的一端置于所述第一触碰开关和第二触碰开关之间;
16.当所述第一支撑臂触碰所述第一触碰开关时,所述第一称量支架置于所述质量称量单元上;当所述第一支撑臂触碰所述第二触碰开关时,所述第一称量支架离开所述质量称量单元。
17.优选地,所述质量称量单元包括:质量比较仪、称量台面、称量台立柱、称量挂框和称量托盘;
18.所述称量台柱的一端固定设置在所述基台上;所述称量台柱的另一端固定连接至所述称量台面;所述质量比较仪放置在所述称量台面上;所述称量挂框一端挂设在所述质量比较仪上,所述称量托盘设置在所述称量挂框的另一端;所述第一称量支架与所述称量挂框以所述质量比较仪为基准相对设置。
19.优选地,所述砝码称量驱动单元包括:第二定向导轨、第二驱动导轨、第二步进电机、第二支撑臂和第二称量支架;
20.所述第二定向导轨和所述第二驱动导轨均固定设置在所述基台上;所述第二步进电机分别与所述第二驱动导轨和所述上位机电连接;所述第二支撑臂的一端套设在所述第二定向导轨上;所述第二支撑臂的另一端卡设在所述第二称量支架上;所述砝码置于所述第二称量支架上;所述第二支撑臂与所述第二驱动导轨螺纹传动连接;
21.所述第二定向导轨上设置有第三触碰开关和第四触碰开关;所述第三触碰开关和所述第四触碰开关均与所述上位机电连接;所述第二支撑臂的一端置于所述第三触碰开关和第四触碰开关之间;
22.当所述第二支撑臂触碰所述第三触碰开关时,所述第二称量支架置于所述称量托
第一触碰开关,k2-第二触碰开关,k3-第三触碰开关,k4-第四触碰开关,h-混合气体出口。
具体实施方式
37.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
38.本发明的目的是提供一种可在线称量的挥发性有机气体标准物质制备系统,能够解决现有技术中无法调控和精确制备多组分挥发性有机物气体标准物质的问题。
39.为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图和具体实施方式对本发明作进一步详细的说明。
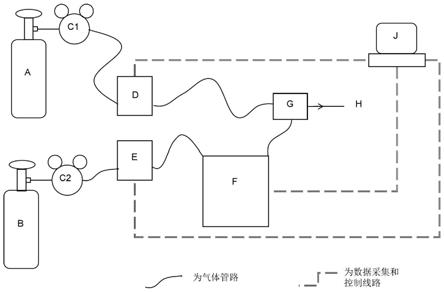
40.如图1所示,本发明提供的可在线称量的挥发性有机气体标准物质制备系统,包括:第一气源a、第二气源b、气体流量控制器d、气体压力控制器e、液体自动称量装置f、加热气化混合装置g和上位机j。
41.第一气源a和气体流量控制器d管路连接。第二气源b与气体压力控制器e管路连接。气体流量控制器d和液体自动称量装置f均与加热气化混合装置g管路连接。气体压力控制器e与液体自动称量装置f管路连接。
42.气体流量控制器d、气体压力控制器e、液体自动称量装置f和加热气化混合装置g均与上位机j电连接。
43.为了提高气体传输管路的安全性,本发明在第一气源a和气体流量控制器d的连接管路上设置有第一气体减压阀c1。第二气源b与气体压力控制器e的连接管路上设置有第二气体减压阀c2。
44.进一步,为了提高液体自动称量装置f进行物质称量的精密性,在本实施例中上述采用的液体自动称量装置f包括:基台f2、防风罩f1和自动称量机构。
45.防风罩f1扣设在基台f2上。自动称量机构设置在基台f2上,且自动称量机构置于防风罩f1内部。自动称量机构分别与气体压力控制器e所和述加热气化混合装置g管路连接。自动称量机构与上位机j电连接。
46.其中,自动称量机构包括:原料液称量驱动单元、原料液容瓶f19、质量称量单元、砝码f12和砝码f12称量驱动单元。
47.质量称量单元、原料液称量驱动单元和砝码f12称量驱动单元均与上位机j电连接。原料液容瓶f19分别与气体压力控制器e所和述加热气化混合装置g管路连接。原料液称量驱动单元用于将原料液容瓶f19置于质量称量单元上进行称量。砝码f12称量驱动单元用于将砝码f12置于质量称量单元上进行称量。
48.在本实施例中,为了通过交替称量原料液和砝码f12的手段,消除质量比较仪f16示值漂移对称量造成的影响,如图2所示,上述采用的质量称量单元包括:质量比较仪f16、称量台面f15、称量台立柱f14、称量挂框f13和称量托盘f10。
49.称量台柱的一端固定设置在基台f2上。称量台柱的另一端固定连接至称量台面f15。质量比较仪f16放置在称量台面f15上。称量挂框f13一端挂设在质量比较仪f16上,称量托盘f10设置在称量挂框f13的另一端。第一称量支架f17与称量挂框f13以质量比较仪
f16为基准相对设置。其中,质量比较仪f16优选为电子质量比较仪f16,配有上表面称量盘、下称量挂钩和与下称量挂钩配套的称量挂框f13及称量托盘f10,内部传感器为电磁力传感器,具备高灵敏度和准确性。
50.上述采用的原料液称量驱动单元包括:第一定向导轨f3、第一驱动导轨f4、第一步进电机f5、第一支撑臂f18和第一称量支架f17。
51.第一定向导轨f3和第一驱动导轨f4均固定设置在基台f2上。第一步进电机f5分别与第一驱动导轨f4和上位机j电连接。第一支撑臂f18的一端套设在第一定向导轨f3上。第一支撑臂f18的另一端卡设在第一称量支架f17上。原料液容瓶f19置于第一称量支架f17上。第一支撑臂f18与第一驱动导轨f4螺纹传动连接。
52.第一定向导轨f3上设置有第一触碰开关k1和第二触碰开关k2。第一触碰开关k1和第二触碰开关k2均与上位机j电连接。第一支撑臂f18的一端置于第一触碰开关k1和第二触碰开关k2之间。
53.当第一支撑臂f18触碰第一触碰开关k1时,第一称量支架f17置于质量比较仪f16的上表面称量盘上。当第一支撑臂f18触碰第二触碰开关k2时,第一称量支架f17离开质量比较仪f16的上表面称量盘。
54.上述采用的砝码f12称量驱动单元包括:第二定向导轨f8、第二驱动导轨f7、第二步进电机f6、第二支撑臂f9和第二称量支架f11。
55.第二定向导轨f8和第二驱动导轨f7均固定设置在基台f2上。第二步进电机f6分别与第二驱动导轨f7和上位机j电连接。第二支撑臂f9的一端套设在第二定向导轨f8上。第二支撑臂f9的另一端卡设在第二称量支架f11上。砝码f12置于第二称量支架f11上。第二支撑臂f9与第二驱动导轨f7螺纹传动连接。
56.第二定向导轨f8上设置有第三触碰开关k3和第四触碰开关k4。第三触碰开关k3和第四触碰开关k4均与上位机j电连接。第二支撑臂f9的一端置于第三触碰开关k3和第四触碰开关k4之间。
57.当第二支撑臂f9触碰第三触碰开关k3时,第二称量支架f11置于称量托盘f10上。当第二支撑臂f9触碰第四触碰开关k4时,第二称量支架f11离开称量托盘f10。
58.进一步,为了减少液体质量挥发损失的同时,能够提高液体质量称量的精确度,本发明采用的原料液容瓶f19包括瓶体和瓶盖。
59.瓶盖扣设在瓶体上。瓶盖上开设有第一管孔和第二管孔。原料液容瓶f19与气体压力控制器e的连接管路(即气体流入毛细管f20)穿过第一管孔置于瓶体中,且原料液容瓶f19与气体压力控制器e的连接管路(即气体流入毛细管f20)置于距瓶体瓶底的预设距离位置处。原料液容瓶f19与加热气化混合装置g的连接管路(即液体流出毛细管f21)穿过第二管孔置于瓶体中,且原料液容瓶f19与加热气化混合装置g的连接管(即液体流出毛细管f21)路置于瓶体的底部。
60.其中,为了便于对液体自动称量装置f进行实时观察和检测,本发明上述采用的防风罩f1由铝合金框架和透明玻璃做成。并且,为了便于拿取和放置原料液容瓶f19和砝码f12,本发明在防风罩f1上开设有门。
61.下面以采用氮气为原料液制备不同浓度的挥发性有机物气体标准物质为例,对上述提供的可在线称量的挥发性有机气体标准物质制备系统的具体结构和实施过程进行说
明,在实际应用过程中不限于此。
62.第一气源a(该实施例中为氮气气源)通过第一气体减压阀c1与气体流量控制器d相连,气体流量控制器d(例如七星华创d系列)控制高纯氮气的流量。第二气源b(该实施例中为氮气气源)通过第二气体减压阀c2与气体压力控制器e相连,气体压力控制器e(例如fluke ppc4系列)控制高纯氮气的压力。经过气体压力控制器e精确控压的气体进入液体自动称量装置f,使液体自动称量装置f中原料液均匀流出。气体流量控制器d流出的气体和液体自动称量装置f流出的液体分别进入加热气化混合装置g,在其中将液体加热气化并于气体均匀混合,混合后形成的气体标准物质经过混合气体出口h流出。对于多组分挥发性有机物混合的原料液,加热气化混合装置g的温度设定应该要保证原料液中所有组分都可以气化。
63.液体自动称量装置f包括:防风罩f1、基台f2、第一定向导轨f3、第一驱动导轨f4、第一步进电机f5、第二步进电机f6、第二驱动导轨f7、第二定向导轨f8、第二支撑臂f9、称量托盘f10、第二称量支架f11、砝码f12、称量挂框f13、称量台立柱f14、称量台面f15、质量比较仪f16、第一称量支架f17、第一支撑臂f18、原料液容瓶f19、气体流入毛细管f20、液体流出毛细管f21、第一触碰开关k1、第二触碰开关k2、第三触碰开关k3和第四触碰开关k4。其中,第一触碰开关k1、第二触碰开关k2、第三触碰开关k3和第四触碰开关k4的具体设置形式如图4所示。
64.通过上位机j及其中的软件控制程序,对液体自动称量装置f中的质量比较仪f16的示值进行监测,对液体自动称量装置f中的第一支撑臂f18和第二支撑臂f9进行控制,对气体流量控制器d的流量进行控制和监测,对加热气化混合装置g的温度进行控制和监测,对气体压力控制器e的出口压力进行控制和监测,实现挥发性有机物气体标准物质的现场发生和实时获得该气体标准物质的浓度量值。增加气体压力控制器e的出口压力值则气体标准物质的浓度会增大,反之则减小。减小气体流量控制器d的流量值则气体标准物质的浓度会增大,反之则减小。
65.上位机j含有软件控制程序,上位机j与第一步进电机f5、第二步进电机f6、第一定向导轨f3上的触碰开关k1和k2、第二定向导轨f8上的触碰开关k3和k4以及质量比较仪f16连接,通过控制程序可以自动控制第一支撑臂f18与第二支撑臂f9的升降和起停,并且自动记录质量比较仪f16的示值。例如,当程序运行到需要称量砝码f12时,发送指令给第一步进电机f5,让其工作,带动第一驱动导轨f4旋转,从而提升第一支撑臂f18并使原料液容瓶f19和第一称量支架f17一同升起,离开质量比较仪f16的上表面称量盘,直至第一支撑臂f18接触到第二触碰开关k2后,停止第一步进电机f5的工作,第一支撑臂f18停止提升。然后程序自动判断第二称量支架f11是否已经位于称量托盘f10上,如果没有在称量托盘f10上,则发送指令给第二步进电机f6,让其工作,带动第二驱动导轨f7旋转,从而下降第二支撑臂f9并使砝码f12和第二称量支架f11一同下降,当第二称量支架f11已经落在称量托盘f10上,继续下降第二支撑臂f9,直至第二支撑臂f9接触到第三触碰开关k3后,停止第二步进电机f6的工作,第二支撑臂f9停止下降。当程序运行到需要称量原料液容瓶f19,操作步骤与上述相似,不同之处在于,通过程序发出的指令,控制第一支撑臂f18下降和第二支撑臂f9上升。
66.液体自动称量装置f中,包括一台质量比较仪f16,该质量比较仪f16为电子质量比较仪f16,配有上表面称量盘、下称量挂钩和与下称量挂钩配套的称量挂框f13及称量托盘
f10,内部传感器为电磁力传感器,具备高灵敏度和准确性,例如梅特勒公司xpr205系列。
67.液体自动称量装置f中,包括一台由铝合金框架和透明玻璃做的防风罩f1,用于隔绝周边气流和人为活动对称量的影响。并且质量比较仪f16坐落于厚度不小于4cm铝合金材质的称量台面f15上,该称量台面f15通过四根粗的铝合金称量台立柱f14固定在一个厚度不小于5cm的大理石基台f2上,基台f2水平放置,确保整体装置的稳定性,减少周边环境振动对称量结果的影响,防风罩f1扣设在基台f2上。称量台面f15在靠近中间的位置有一个垂直的孔洞,用于穿过称量挂框f13,使之与质量比较仪f16下方的称量挂钩相连。
68.液体自动称量装置f中,包括原料液容瓶f19和砝码f12,原料液容瓶f19通过第一称量支架f17坐落于质量比较仪f16上表面称量盘的中心,砝码f12通过第二称量支架f11坐落于下方悬挂的称量托盘f10的中心,称量托盘f10通过称量挂框f13与质量比较仪f16的下称量挂钩相连。
69.第一称量支架f17和第二称量支架f11,为材质相同、外观一致的“工”字形圆柱体机构,其中间部位直径小于第一支撑臂f18和第二支撑臂f9的凹槽宽度,上下两端的直径大于第一支撑臂f18和第二支撑臂f9的凹槽宽度,确保第一支撑臂f18和第二支撑臂f9在上下移动时可以提起和落下第一称量支架f17和第二称量支架f11,而不与第一称量支架f17和第二称量支架f11发生摩擦,造成磨损。
70.液体自动称量装置f通过第一定向导轨f3、第一驱动导轨f4、第一步进电机f5、第一支撑臂f18、第一定向导轨f3上的第一触碰开关k1和第二触碰开关k2组成的上臂升降系统可以根据上位机j中的程序通过第一支撑臂f18的升起让原料液容瓶f19和第一称量支架f17离开质量比较仪f16的上表面称量盘,通过第一支撑臂f18的降落让原料液容瓶f19和第一称量支架f17落在质量比较仪f16的上表面称量盘,对原料液容瓶f19进行称量。通过第二定向导轨f8、第二驱动导轨f7、第二步进电机f6、第二支撑臂f9、第二定向导轨f8上的第三触碰开关k3和第四触碰开关k4组成的下臂升降系统,可以根据上位机j中的程序通过第二支撑臂f9的升起让砝码f12和第二称量支架f11离开称量托盘f10,通过第二支撑臂f9的降落让砝码f12和第二称量支架f11落在称量托盘f10上,对砝码f12进行称量。交替升起或降落第一支撑臂f18和第二支撑臂f9,则可以实现对原料液容瓶f19和砝码f12的交替称量。
71.第一支撑臂f18和第二支撑臂f9中间具有带内螺纹圆孔,与第一驱动导轨f4和第二驱动导轨f7通过螺纹传动连接。如图3所示,第一支撑臂f18和第二支撑臂f9外侧具有内壁光滑的圆孔分别穿过第一定向导轨f3和第二定向导轨f8。第一支撑臂f18和第二支撑臂f9另一外侧具有u型的凹槽,分别可以穿过第一称量支架f17和第二称量支架f11的中间部位,升起或者降落第一称量支架f17和第二称量支架f11。
72.原料液容瓶f19为硬质玻璃容器,容器上盖与玻璃容器可以密封连接。容器上盖有两个带内螺纹的锥形圆孔(即第一管孔和第二管孔),圆孔中有石墨压环和带外螺纹的螺栓,石墨压环和螺栓中间都有圆孔。气体流入毛细管f20和液体流出毛细管f21依次穿过原料液容瓶f19上盖的圆孔、石墨压环和螺栓的圆孔,拧紧螺栓,压紧石墨压环,将原料液容瓶f19上盖与气体流入毛细管f20和液体流出毛细管f21密封连接。气体流入毛细管f20一端置于原料液容瓶f19的液面上方,另一端与气体压力控制器e相连。液体流出毛细管f21一端置于原料液容瓶f19的液面下方并且靠近瓶底,另一端与加热气化混合装置g相连。
73.液体自动称量装置f中的防风罩f1具有可开关的门,用于放置砝码f12和原料液容
瓶f19到相应的位置上。
74.原料液容瓶f19中液体流出的质量通过液体自动称量装置f连续在线的交替称量砝码f12和原料液容瓶f19获得,即在t=0时刻交替称量砝码f12(含第二称量支架f11)和原料液容瓶f19(含第一称量支架f17),获得原料液容瓶f19(含第一称量支架f17)和砝码f12(含第二称量支架f11)的质量差
△
m0。在t=1时刻交替称量砝码f12(含第二称量支架f11)和原料液容瓶f19(含第一称量支架f17),获得原料液容瓶f19(含第一称量支架f17)和砝码f12(含第二称量支架f11)的质量差
△
m1。液体流出质量为w=
△
m0
‑△
m1。
75.在短时间段内(通常为数分钟)内交替称量砝码f12和原料液容瓶f19,进行称量的过程具体为:
76.步骤一:升起第一支撑臂f18,让第一称量支架f17脱离质量比较仪f16的上表面称量盘。降落第二支撑臂f9,让第二称量支架f11落在称量托盘f10上,此时质量比较仪f16的示值反映的是砝码f12和第二称量支架f11的质量数据(m1)。
77.步骤二:升起第二支撑臂f9,让第二称量支架f11脱离称量托盘f10,再降落第一支撑臂f18,让第一称量支架f17落在质量比较仪f16的上表面称量盘上,此时质量比较仪f16的示值反映的是原料液容瓶f19和第一称量支架f17的质量数据(m2)。
78.步骤三:升起第一支撑臂f18,让第一称量支架f17脱离质量比较仪f16的上表面称量盘。降落第二支撑臂f9,让第二称量支架f11落在称量托盘f10上,此时质量比较仪f16的示值反映的是砝码f12和第二称量支架f11的质量数据(m3)。
79.根据以上反复交替称量的结果可以计算得到原料液容瓶f19(含第一称量支架f17)与砝码f12(含第二称量支架f11)的质量差为:
[0080][0081]
根据t=0时刻与t=1时刻的时间差t和t=0时刻与t=1时刻之间液体流出质量w计算单位时间内(通常以分钟计)流出液体质量,即w=w/t(单位通常为g/min)。再根据气体流量控制器d的气体流量数值d(单位通常为l/min),就可以计算出该实验条件下的气体浓度为c=w/d(单位为g/l),在连续多个t时间段内进行测量,可以获得多个气体浓度值c,其统计平均值即为该气体标准物质的浓度值。
[0082]
如果该原料液容瓶f19中的原料液为多组分挥发性有机物的混合溶液,并且知道其中每个组分j的质量浓度xj(单位为g/g),则该气体标准物质中组分j的浓度为cj=wxj/d(单位为g/l)。
[0083]
基于上述描述,本发明中通过自动化的连续在线称量原料液体的流出质量,并结合稀释气体的流量得到气体标准物质的浓度。通过计算机及其中的软件控制程序,对称量装置、气体流量控制器、加热气化装置、精密气体压力控制器等进行监测和控制,可以实现挥发性有机物气体标准物质的现场发生,结合原料液中挥发性有机物组分的配比,即可实时获得该气体标准物质各组分的浓度量值。系统通过计算机在线调控气体流量和气体压力,可以发生出不同浓度的气体标准物质。相比于称量法制备此类气体标准物质,该系统解决了挥发性有机物组分在气瓶内壁吸附造成的量值不准确问题,相比于注射器发生法制备此类气体标准物质,该系统解决了挥发性有机物组分浓度现场获得、实时获得和及时调控等问题。流出液体质量的称量基于高精度质量比较仪自动进行,无需人工操作,最大程度减
少了人物因素对质量精确称量的影响。使用参比砝码并与原料液容器交替称量,获得原料液容器质量与参比砝码质量的绝对差值,避免了质量比较仪示值漂移对称量结果的影响。将原料液容器和参比砝码分置于称量设备的上下方,避免了交替称量时被称物称量重心不一致的情况,从而获得更加精准的质量数据。本发明可实时、准确地获得原料液体的流出质量,用于常温为液体状态的挥发性有机物的气体标准物质制备,尤其对于多组分挥发性有机物气体标准物质的精确制备具有较强的实际应用效果。
[0084]
此外,本发明还可以用于其它常温下为液体组分的气体标准物质制备,例如制备氮气中硝酸气体标准物质等。
[0085]
本说明书中各个实施例采用递进的方式描述,每个实施例重点说明的都是与其他实施例的不同之处,各个实施例之间相同相似部分互相参见即可。
[0086]
本文中应用了具体个例对本发明的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本发明的方法及其核心思想;同时,对于本领域的一般技术人员,依据本发明的思想,在具体实施方式及应用范围上均会有改变之处。综上所述,本说明书内容不应理解为对本发明的限制。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1