一种汽车行李架装饰盖卡扣检测和装配设备的制作方法
1.本发明涉及汽车行李架装饰盖卡扣检测和装配机构,特别是一种汽车李架卡扣检测和装配设备。
背景技术:
2.随着汽车行业的高速发展,对汽车的需求量也越来越高。而汽车零部件是汽车的基本组成部分,也就需要自动化设备来提高汽车零部件的生产效率。其中自动化设备中所涉及的气动控制系统就是一种新型自动化代替手工操作的装置。气动控制系统装置是一种自动控制、可重复工作、能在三维空间完成各种作业的机电一体化自动化生产设备。特别适合于多品种、大批量的柔性生产。它对提高产品质量,提高生产效率,改善劳动条件和产品的快速更新换代起着十分重要的作用。气动控制系统综合了计算机、控制论、机构学、plc编程等多学科而形成的高新技术,是当代研究十分活跃、应用日益广泛的领域。气动控制实现自动化并不是简单意义上代替人工的劳动,而是按给定程序、轨迹和要求实现自动操作的自动机械装置,且适应性较强。所以它在产品的批量生产中获得广泛的引用。
3.现有的汽车行李架主要由装饰盖和底座组成,装饰盖和底座都是注塑件,由金属卡扣连接。请参阅图1、2,它们是汽车行李架装饰盖的结构示意图。如图3、4,当行李架装饰盖对应位置装上金属卡扣以后,把底座扣在相应位置,通过金属卡扣限制住位置,让装饰盖和底座紧紧的连接在一起。
4.现有的方式主要是通过人工操作,把金属卡扣用手压在装饰盖对应位置,然后与底座装配在一起,其加工效率低且加工质量不可控,尤其是量大的时候,人员操作劳动强度大,无法保证生产安全,且产品质量一致性很差。无法保证按时、按量的完成既定任务目标,导致交付延期。再有,卡扣有多个,人员操作无法保证不漏装,没有很好的防呆防漏措施,质量方面无法做到可控,影响交付。
技术实现要素:
5.本发明的目的在于提供一种汽车行李架装饰盖卡扣检测和装配工装,主要解决上述现有技术所存在的缺陷,它大幅度提高劳动生产效率,降低制造成本,减轻劳动强度,保障安全生产,也是顺应机械自动化发展趋势的需求。
6.为实现上述目的,本发明提供了、一种汽车行李架装饰盖卡扣检测和装配设备,其特征在于,包括控制机构,所述控制机构上设有卡扣定位检测安装机构,所述卡扣定位检测安装机构上方设有至少一组压装机构,所述控制机构控制压装机构工作;所述卡扣定位检测安装机构包括工作台面板,所述工作台面板上设有至少一排检测安装装置,所述检测安装装置包括六组并列设置的定位装置,所述定位装置包括金属卡扣定位块和辅助定位块,所述金属卡扣定位块卡接在辅助定位块内,所述辅助定位块通过固定板连接支撑块,所述支撑块安装在工作台面板上;所述每组压装机构与检测安装装置的位置相对应;所述压装机构包括支撑横杆,所述支撑横杆通过至少两组l型连接支架固定在工作台面板上,所述支
撑横杆上设有六组自动气动控制装置,所述六组自动气动控制装置设置在工作台面板上的六组定位装置上方,且六组自动气动控制装置与的六组定位装置相对应。
7.优选地,所述自动气动控制装置包括气缸,所述气缸设置在支撑横杆上,所述气缸的底部连接压头,所述压头设置在定位装置的上方。
8.优选地,所述工作台面板上设有两组相对设置的仿形块,所述六组并列设置的定位装置设置在六组并列设置的定位装置,所述两组仿形块之间的距离略大于汽车行李架装饰盖的长度。
9.优选地,所述辅助定位块上设有弹簧复位导向机构,所述弹簧复位导向机构的底部穿过辅助定位块与固定板连接。
10.优选地,所述金属卡扣定位块上设有接近传感器,所述接近传感器用于检测金属卡扣定位块上金属卡扣的到位情况。
11.优选地,所述工作台面板上设有电气控制按钮,通过电气控制按钮控制自动气动控制装置通断。
12.优选地,所述工作台面板上设有储物盒和汇流板。
13.优选地,所述控制机构包括支撑架,支撑架采用框架结构,所述框架结构上设有护板,所述控制机构的两侧设有电气控制柜,所述电气控制柜内设有气源处理二联件和电磁阀。
14.优选地,所述支撑架的底部设有可调节脚轮。
15.优选地,所述压装机构的上方设有防护机构,防护机构包括防护机构本体,所述防护机构通过防护机构本体的两侧通过固定板固定在工作台面板上,所述防护机构本体两侧设有铁丝网和光栅,所述防护机构本体的顶部设有照明灯、看板和蜂鸣器。
16.与现有技术相比,本发明具有如下优越的技术效果:
17.(一)自动气动控制装置而言,具体的:
18.1、本发明采用的自动气动控制装置的气动装置结构简单、轻便、安装维护简单,压力等级低,故使用安全。
19.2、本发明工作介质是取之不尽的空气、排气处理简单,不易污染环境,成本低。
20.3、本发明设备可靠性高,使用寿命长,采用的电器元件的有效动作次数约为百万次,而smc的一般电磁阀的寿命大于3000万次,小型阀超过2亿次。
21.4、本发明气缸的输出力以及工作速度的调节非常容易。气缸的动作速度一般为50~500mm/s。
22.5、本发明利用空气的压缩性,可贮存能量,实现集中供气。可短时间释放能量,以获得间歇运动中的高速响应。可实现缓冲。对冲击负载和过负载有较强的适应能力。在一定条件下,可使气动装置有自保持能力。
23.6、本发明的全气动控制系统具有防火、防爆、防潮的能力。与液压方式相比,气动方式可在高温场合使用。
24.7、由于空气流动损失小,压缩空气可集中供应,可以实现远距离输送。
25.(二)就生产而言:
26.1、本发明通过在定位装置上安装接近传感器,集成了检测功能,可探测金属卡扣是否装配,可以防呆防漏装,极大地提高了合格率,极大地提高了工作效率。
27.2、本发明能降低成本,大大提高劳动生产率。通过自动化控制系统可精确地保证机械的执行机构按照设计的要求完成预定的动作,使之不受机械操作者主观因素的影响,从而实现最佳操作,保证最佳的工作质量和较高的产品合格率。同时,由于气动自动控制自产品实现了工作自动化,所以生产力大大提高。此外,由于自动气动控制工作方式具特别适合于多品种、大批量产品的生产、是缩短产品开发周期、加速更新换代的重要途径。
28.3、产品质量具有高度重复性、一致性,能够大幅降低不合格率,缩短制造周期,能够使企业实现快速交付。
附图说明
29.图1为本发明提出的一种汽车行李架装饰盖卡扣检测和装配设备的汽车行李架装饰盖的注塑件和金属卡扣的正面结构示意图;
30.图2是汽车行李架装饰盖的注塑件和金属卡扣的仰视结构示意图;
31.图3是汽车行李架装饰盖金属卡扣的结构示意图;
32.图4是汽车行李架装饰盖金属卡扣装配后的示意图;
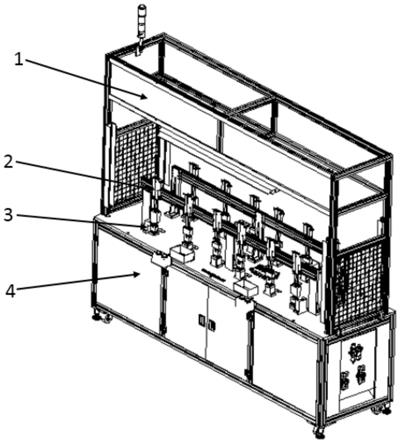
33.图5是本发明的结构示意图;
34.图6是本发明中防护机构的结构示意图;
35.图7是本发明中卡扣定位检测安装机构的结构示意图;
36.图8是本发明中压装机构的结构示意图;
37.图9是本发明中控制机构的结构示意图。
38.图中标号:
39.1、防护机构;1-1、防护机构本体;1-2、铁丝网;1-3、照明灯;1-4、看板;1-5、光栅;1-6、固定板;1-7、蜂鸣器;
40.2、压装机构;2-1、支撑横杆;2-2、l型连接支架;2-3、气缸;2-4、压头;
41.3、卡扣定位检测安装机构;3-1、工作台面板;3-2、仿形块;3-3、接近传感器;3-4、金属卡扣定位块;3-5、弹簧复位导向机构;3-6、辅助定位块;3-7、固定板;3-8、支撑块;3-9、电气控制按钮;3-10、储物盒;3-11、汇流板;
42.4、控制机构;4-1、支撑架;4-2、护板;4-3、气源处理二联件;4-4、电磁阀;4-5、电气控制柜;4-6、可调节脚轮。
具体实施方式
43.下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
44.如图5所示,为本发明提供的一种汽车行李架装饰盖卡扣检测和装配设备包括防护机构1、两组压装机构2、卡扣定位检测安装机构3、控制机构4;防护机构1安装在压装机构2上方,压装机构2安装卡扣定位检测安装机构3上,定位检测安装机构3下方是控制机构4,控制机构4包括支撑架4-1,支撑架4-1采用框架结构,所述框架结构上设有护板4-2,所述控制机构4的两侧设有电气控制柜4-5,所述电气控制柜4-5内设有气源处理二联件4-3和电磁阀4-4。
45.如图6所示,防护机构1包括防护机构本体1-1,所述防护机构1通过防护机构本体
1-1的两侧通过固定板1-6固定在工作台面板3-1上,所述防护机构本体1-1两侧设有铁丝网1-2和光栅1-5,所述防护机构本体1-1的顶部设有照明灯1-3、看板1-4和蜂鸣器1-7,防护机构1固定在工作台面板3-1上,兼顾安全与美观,照明设施方便现场人员作业。
46.如图7所示,所述卡扣定位检测安装机构3作为一个集成的模块,集固卡扣定位、检测、安装于一体,具体包括工作台面板3-1,所述工作台面板3-1上设有两排可以操作的检测安装装置,每排检测安装装置包括六组并列设置的定位装置,所述定位装置包括金属卡扣定位块3-4和u型结构的辅助定位块3-6,所述金属卡扣定位块3-4卡接在u型结构的辅助定位块3-6的凹槽内,辅助定位块3-6可以辅助设置定位,使汽车行李架装饰盖定位充分,确保后续操作准确、无错位。辅助定位块3-6通过固定板3-7连接支撑块3-8,所述支撑块3-8安装在工作台面板3-1上;所述金属卡扣定位块3-4上安装有接近传感器3-3,所述接近传感器3-3通过信号连接蜂鸣器1-7,接近传感器3-3用于检测金属卡扣定位块3-4卡槽中金属卡扣的到位情况。进一步,本发明采用的接近传感器3-3选用高灵敏、高精度的金属感应接近式开关,隐藏、埋入式安装,螺纹固定,牢固、可靠,运行稳定。
47.如图8所示,两组压装机构2分别安装在卡扣定位检测安装机构3上方;所述压装机构2包括支撑横杆2-1,所述支撑横杆2-1采用铝合金标注型材,铝合金型材易于加工,成本较低。所述支撑横杆2-1通过三组l型连接支架2-2稳固和可靠地固定在工作台面板3-1上。所述支撑横杆2-1上设有六组自动气动控制装置,所述六组自动气动控制装置设置在工作台面板3-1上的六组定位装置上方,且六组自动气动控制装置与的六组定位装置相对应。
48.自动气动控制装置包括气缸2-3,所述气缸2-3设置在支撑横杆2-1上,所述气缸2-3的底部连接压头2-4,所述压头2-4设置在定位装置的上方。
49.进一步,所述工作台面板3-1上设有两组相对设置的仿形块3-2(具体可以根据产品实配进行调整),所述六组并列设置的定位装置设置在六组并列设置的定位装置,所述两组仿形块3-2之间的距离略大于汽车行李架装饰盖的长度。
50.进一步,u字型的辅助定位块3-6顶部的两端上设有弹簧复位导向机构3-5,所述弹簧复位导向机构3-5的底部穿过辅助定位块3-6与固定板3-7连接,弹簧复位导向机构3-5的顶部弹簧由辅助定位块3-6的顶部延伸露出。该弹簧复位导向机构3-5是用于在压装后,气压装置离开产品,弹簧复位导向机构3-5其自身的弹簧回弹被释放,弹簧恢复并把产品顶上来,使现场操作人员很容易取走产品。
51.进一步,工作台面板3-4上还安装有储物盒3-10、汇流板3-11和电气控制按钮3-9,通过电气控制按钮3-9控制自动气动控制装置通断。当接近传感器3-3检测到定位装置的金属卡扣定位块3-4有金属卡扣置入,人员远离气缸动作范围,光栅1-5解除报警,然后操作电气控制按钮3-9,气路系统方可响应,即电气控制系统响应,继而气缸才能有所动作。
52.进一步,为了便于设备的移动,在支撑架4-1的底部设有可调节脚轮4-6。
53.本发明装置使用时的具体步骤包括:
54.s1:首先将金属卡扣预先一一放置在六组定位装置的金属卡扣定位块3-4的定位卡槽中;
55.s2:通过六组定位装置的金属卡扣定位块3-4上的六处检测机构,即接近传感器3-3感应金属卡扣是否存在,当接近传感器3-3检测到金属卡扣位置正确且无歪斜,设备解除蜂鸣器1-7警报;
56.当检测到接近传感器3-3检测到定位装置上有漏装金属卡扣,接近传感器3-3通过信号连接蜂鸣器1-7报警,则该设备无法继续下一步动作,操作人员检查报警对应位置,重新放入金属卡扣,警报解除,设备可继续动作;
57.s3:将汽车行李架装饰盖按外形放置在预先放置的金属卡扣上方,且汽车行李架装饰盖的两端放置在两组仿形定位3-2之间,汽车行李架装饰与六处辅助定位块3-6充分定位,且无变形和异常的情况下,按下电气控制按钮3-9,压装机构2的六组气缸2-3同时下压,六组气缸2-3对应的六组压头2-4带着产品下压,即可压着汽车行李架装饰盖进入下方的金属卡扣,依靠金属卡扣自身的结构勾住汽车行李架装饰盖,使两者牢固、可靠,并且轻易无法脱落,即可完成压装;
58.s4:最后,弹簧复位导柱机构3-5,通过其自身的弹簧回弹的力量,把产品顶上来。现场操作人员取走产品。
59.通过上述操作,本发明以自动化方式实现行李架装饰盖卡扣装配工作,进而使汽车行李架装饰盖的塑料件与金属卡扣牢固、可靠,并且轻易无法脱落,即可完成压装。
60.本发明提供的防护机构设置在压装机构上方,和卡扣定位检测安装机构一同固定在工作台面板上,全方位保护现场操作人员的安全。卡扣定位检测安装机构集成了金属卡扣定位、检测有无和安装机构。压装机构主要由气缸和压头构成,固定在工作台面板上,下方是控制机构。控制机构上设置有电气控制柜、气源处理二联件、电磁阀和脚轮。电气控制柜设置在工作台下,并连接控制各机构上的气缸。气源处理组件放置在工作台下方,固定工作台面板下方,沉浸式安装,既有保护,又便于观察,兼顾美观。脚轮便于现场转运,方便、快捷。本发明提高了劳动生产效率,降低制造成本,减轻劳动强度,保障安全生产。且本发明采用的两排可以操作的检测装置,且两排检测装置为对称结构,可用作产品左右件检测装配,互不干扰。通过将接近传感器固定在金属卡扣定位块上,使检测装置实现定位兼具检测功能,再设置仿形块与辅助定位块,相辅相成,充分定位。同时设备左右共用,结构设计紧凑,充分利用了空间,布局合理,成本最优,可实现效率最大化。本发明充分考虑传统操作方式,即手工装配的痛点,克服了长久以来,手工装配方式,无法防漏防呆,无法保证产品质量,交付有极大的风险的问题。本发明可移动,可固定,使用灵活方便、高效和稳定。
61.在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”、“内”、“外”、“顺时针”、“逆时针”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的设备或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
62.此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
63.以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1