一种深孔内径测量装置的制作方法
1.本发明属于航空制造计量领域,涉及一种深孔内径测量装置。
技术背景
2.现有内孔的直径检测,一般采用光面塞规来进行检测,有多少个尺寸规格的孔,就需要制造多少个光面塞规来测量。对于尺寸精度要求高的孔径测量,当普通的光面塞规无法满足精度要求时,特别是液压伺服机构中同一型腔中存在大量不同直径的连接孔,为满足测量要求需要采用计量的方式,但该方式测量周期长,无法满足大规模生产要求。
3.为此,只能设计一种测量精度高,可以测量在某一尺寸范围内孔、某一深度范围内的孔的直径测量装置。通过结构优化,扩展单一结构在机械加工测量中的使用范围。
技术实现要素:
4.本发明的目的:提供一种测量精度高、测量方便可靠、适用范围广的内孔直径测量装置。
5.本发明的技术方案是:
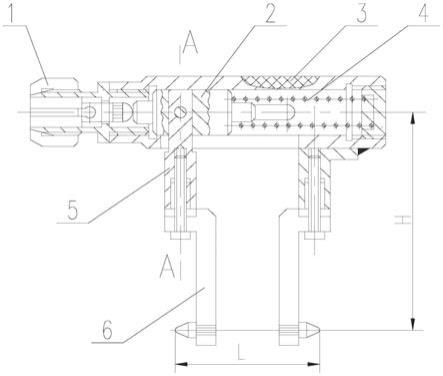
6.一种深孔内径测量装置,所述测量夹具包括测量仪表安装组件1、卡钳套3、滑动轴2、阻尼组件4、测量头安装座5、测量头组件6;
7.滑动轴2滑动安装在卡钳套3内孔中,阻尼组件4也安装在卡钳套3内,阻尼组件4一端与滑动轴2圆柱体n的端面接触,另一端固定在卡钳套3的端面f,
8.通过测量仪表安装组件1将测量仪表固定在卡钳套3端部e,测量仪表测量头与滑动轴2的中圆柱体c的端面接触;
9.滑动轴2侧面设置有沿轴线方向的测量滑槽,测量头安装座5有两个,其中一个测量头安装座5穿过所述的测量滑槽固定在滑动轴2上,且可以随滑动轴2运动,另一个测量头安装座5固定在卡钳套3外圆面上,两个测量头安装座5在同一平面上;
10.测量头组件6分别安装在两个测量头安装座5上,每个测量头组件6的外侧面设置有同轴的测量头顶点,且测量头顶点最大间距l小于阻尼器组件的自由移动距离。
11.进一步,所述的卡钳套3侧面设置有调节滑槽。
12.进一步,还包括调节销7,调节销7一端穿过调节滑槽与滑动轴2连接。
13.进一步,测量仪表安装组件1由表夹螺母8和表夹9连接装配而成,表夹螺母8为内螺纹架构,表夹9一端为完整外螺纹结构,尺寸与卡钳套2的端部e内螺纹结构相配;表夹9另一端为弹性外螺纹结构,其尺寸与表夹螺母8内螺纹尺寸配合。
14.进一步,滑动轴3为回转体结构,由圆柱体c、圆柱体n、圆柱体d依次连接,圆柱体n与卡钳套3内光孔结构g滑动配合。
15.进一步,阻尼组件4一端与滑动轴2圆柱体n的端面接触,并套在圆柱体d外部,圆柱体d作为阻尼组件的引导部分。
16.进一步,卡钳套3在端部e起依次有内螺纹结构与光孔结构g,卡钳套3外圆柱面沿
轴线方向有成一定角度分布的调节滑槽和测量滑槽,测量滑槽的宽度与测量头安装座5宽度配合,调节滑槽的宽度允许调节销7在调节滑槽中自由移动。
17.进一步,测量头组件6上两个测量头顶点连线到滑动轴2回转中心线的垂直距离大于最大测量孔深。
18.本发明的有益效果:本测量装置,采用通用的测量仪表装夹结构安装高精度的通用百分表,手动驱动调节销7来调整测量头组件6中测量头顶点之间的间距,依靠阻尼组件4来对测量顶点进行固定,读取百分表数值。采用该结构,既减少了专用精密测量零件的数量,又有很好的推广性。在测量不同直径尺寸的内孔时,事先依据标准对表件校正百分表读数范围,然后使用该测量结构对被测量孔进行测量。对不同深度条件下的孔进行测量时,根据需要选择合适深度的测量头组件6进行测量。
19.该结构扩展了单一结构直径测量夹具的测量孔径范围,同时也可以应用于不同深度条件下内孔直径的测量,特别是复杂产品内孔型腔的测量要求。减少了高精度内孔测量量具的数量,缩短了孔用量具研发制造周期,节省大量的研发费用。
附图说明
20.图1是本发明深孔内径测量测量状态下的结构示意图;
21.图2是图1沿a-a方向的剖视图;
22.图3是本发明测量仪表安装组件1的结构示意图;
23.图4是本发明卡钳套3的结构主视图;
24.图5是本发明卡钳套3的r-r截面剖视图;
25.图6是本发明卡钳套3的b-b截面剖视图;
26.图7是本发明滑动轴2的主视图;
27.图8是本发明滑动轴2的i-i剖视图;
28.图9是本发明测量头安装座5的主视图;
29.图10是本发明测量头安装座5的p-p剖视图;
30.图11是本发明测量装置示意图;
31.其中,1—测量仪表安装组件、2—滑动轴、3—卡钳套、4—阻尼组件、5—测量头安装座、6—测量头组件、7—调节销、8—表夹螺母、9—表夹。
具体实施方式
32.下面通过具体实施方式对本发明作进一步的详细说明。
33.如图1、图、图2以及图11所示,一种深孔内径测量装置,所述测量夹具包括测量仪表安装组件1、卡钳套3、滑动轴2、阻尼组件4、测量头安装座5、测量头组件6;
34.滑动轴2滑动安装在卡钳套3内孔中,阻尼组件4也安装在卡钳套3内,阻尼组件4一端与滑动轴2圆柱体n的端面接触,另一端固定在卡钳套3的端面f,
35.通过测量仪表安装组件1将测量仪表固定在卡钳套3端部e,测量仪表测量头与滑动轴2的中圆柱体c的端面接触;
36.滑动轴2侧面设置有沿轴线方向的测量滑槽,测量头安装座5有两个,其中一个测量头安装座5穿过所述的测量滑槽固定在滑动轴2上,且可以随滑动轴2运动,另一个测量头
安装座5固定在卡钳套3外圆面上,两个测量头安装座5在同一平面上;
37.测量头组件6分别安装在两个测量头安装座5上,每个测量头组件6的外侧面设置有同轴的测量头顶点,且测量头顶点最大间距l小于阻尼器组件的自由移动距离。
38.进一步,所述的卡钳套3侧面设置有调节滑槽。
39.进一步,还包括调节销7,调节销7一端穿过调节滑槽与滑动轴2连接。
40.如图3所示,所述为测量仪表安装组件1的结构示意图,测量仪表安装组件1由表夹螺母8和表夹9连接装配而成,表夹螺母8为内螺纹架构,表夹9一端为完整外螺纹结构,尺寸与卡钳套3的端部e内螺纹结构相配;表夹9另一端为弹性外螺纹结构,其尺寸与表夹螺母8内螺纹尺寸配合。
41.如图7、图8所示,滑动轴2为回转体结构,由圆柱体c、圆柱体n、圆柱体d依次连接,圆柱体n与卡钳套3内光孔结构g滑动配合。
42.进一步,阻尼组件4一端与滑动轴2圆柱体n的端面接触,并套在圆柱体d外部,圆柱体d作为阻尼组件的引导部分。
43.如图4、图5、图6所示,进一步,卡钳套3在端部e起依次有内螺纹结构与光孔结构g,卡钳套3外圆柱面沿轴线方向有成一定角度分布的调节滑槽和测量滑槽,测量滑槽的宽度与测量头安装座5宽度配合,调节滑槽的宽度允许调节销7在调节滑槽中自由移动。
44.进一步,测量头组件6上两个测量头顶点连线到滑动轴3回转中心线的垂直h距离大于最大测量孔深。
45.如图9、图10所示,安装座5下端与测量头组件6连接段,设置有定位槽m,该槽用于简化安装座5下端与测量头组件6的连接,保证测量头组件6中测量头的安装工艺要求精度。
46.本发明的一个实施案例中,产品为液压伺服阀体,单一腔体内在不同深度范围上分布有多个不同直径的孔系,最大孔径为48mm,最高精度为h6,孔距阀体外表面最深85mm。在该孔系测量夹具设计中,采用最大测深h=100mm的安装测量头组件6,阻尼组件4采用弹簧结构,卡钳套3的f端面采用螺堵结构封堵,保证该阻尼组件4工作状态的稳定。通过滑动调节销7,驱动测量头组件6的中的测量头进入标准件内孔,校正百分表。再将测量头组件6的中的测量头放入被测量孔。松开调节销7,依靠阻尼组件4的涨紧轮固定测量头,以取得最大测量值。与测量头组件6一体的滑动轴3的c端面驱动百分表的表头,实现对孔径的测量判定。
47.本发明的另一个实施案例中。产品为软质材料,且测量表面精度要求高,不允许外观破坏。在该测量中阻尼组件4采用气动阻尼结构,该结构阻尼速度慢、作用力小。测量头采用尼龙等带自润滑、较硬的材料来制造测量头组件6的中的测量头。仅需要制造一个测量头就可以解决不同需求产品的测量要求,省时省力。
48.本结构安装便捷,克服了传统测量方式带来的测量量具多,量具报关困难的缺点。该结构扩展了单一结构直径测量夹具的测量孔径范围,同时也可以应用于不同深度条件下内孔直径的测量,特别是复杂产品内孔型腔的测量要求。减少了高精度内孔测量量具的数量,缩短了孔用量具研发制造周期,节省大量的研发费用。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1