一种光学元件的平行度校准工装的制作方法
1.本实用新型应用于平行度校准技术领域,特别涉及一种光学元件的平行度校准工装。
背景技术:
2.激光束的质量因素或者特性包括光束的光强、能量密度、光束半径和远场发散角等等。在不同的情况下,需要采用不同特性的光束,比如在激光打标时就需要高能量密度的光束,能量集中光斑小;在激光准直时需要光束的发散角很小,保证长距离传播光斑的大小没有明显的变化。然而,通过肉眼是很难判断光束的特性,所以为了知道光束的质量,通常会采用光束质量分析仪。
3.综合分析光束的质量,需要分析光束传播到不同位置处的质量,即不同横截面处的光束质量,这样可以知道光束在传播不同距离后其特性变化,现有的技术方案中,通过固定激光器的位置,将光束质量分析仪固定在一个直线模组的活动端上,使光束质量分析仪以一定速度移动远离激光器。但是现有技术的问题就是无法保证光束质量分析仪是完全平行移动的,可能在移动过程中光束照射在其ccd相机感光面上的位置会变化,也有可能光束质量分析仪移动时出现角度偏转导致光束无法照射在其ccd相机的感光面上,这样会失去光束在部分位置处的质量信息,从而不能全面的分析光束特性。如能设计出一种结构简单、操作简便并且可靠性高的光学元件的平行度校准工装,则能够很好地解决上述问题。
技术实现要素:
4.本实用新型所要解决的技术问题是克服现有技术的不足,提供了一种结构简单、操作简便并且可靠性高的光学元件的平行度校准工装。
5.本实用新型所采用的技术方案是:本实用新型包括安装座、激光器以及角度调节器,所述安装座上设置有镜面,所述角度调节器设置在所述安装座上,所述激光器设置在所述角度调节器的活动端,所述激光器的发射端和所述镜面均与光学元件的通光孔相对设置。
6.由上述方案可见,首先将直线模组和本工装均放置在光学平台上,将自准直仪(光学元件)固定在直线模组的活动端,利用自准直仪(光学元件)来调整本工装的镜面(反射面)与自准直仪平行,自准直仪本身附带光源,其平行光管里面有一个十字叉丝,光源发光照射十字叉丝对其成像,将本工装的镜面与自准直仪的通光孔相对设置,用于反射十字丝像;其次自准直仪内有一个ccd相机可以拍摄镜面反射的图像,另外自准直仪附带软件可以实时观察到由镜面反射的十字丝像,十字丝像在软件界面上的位置反映镜面反射像在ccd感光面上的位置,通过软件界面上十字丝的位置即可判断工装的镜面是否与自准直仪平行,当十字丝在软件界面的中心十字标位置说明此时工装镜面与自准直仪的ccd感光面平行。
7.当本工装的镜面调整与自准直仪的ccd感光面平行后,固定工装的位置不动,打开
激光器发出光束进入自准直仪,光束照射在自准直仪的ccd感光面上,同样可以在软件界面上观察激光的光斑,激光光斑在软件界面十字叉丝的中心说明激光器已经与本工装的镜面垂直,如果激光光斑不在中心,对照软件界面上光斑的位置,通过角度调节器调整激光器偏转,使光斑在十字标的中心。调整好激光器与镜面垂直后,开启直线模组带动自准直仪移动远离工装,在整个移动的过程中观察软件界面,激光光斑像一直处于十字标中心,说明整个过程自准直仪与工装的镜面是保持平行移动的,从而完成整个校准过程,后续只需将自准直仪取下来,将光束质量分析仪(光学元件)固定在直线模组的活动端即可。因此,本实用新型不仅结构简单,而且操作简便,校准精度高,能够保证光学元件的平行度,可靠性高,实用性强。
8.进一步地,所述安装座包括底座和固定座,所述镜面设置在所述固定座上,所述固定座设置在所述底座上,所述固定座上设置有安装孔,所述角度调节器穿入所述安装孔后固定在所述固定座上。
9.进一步地,所述角度调节器包括套筒、钢珠、第一圆环、第二圆环、两个手拧螺丝以及两根弹簧,所述套筒穿过所述安装孔后固定在所述固定座上,所述第一圆环和所述第二圆环均设置在所述套筒内,所述第二圆环固定在所述套筒上,所述第一圆环和所述第二圆环通过所述弹簧相连,所述手拧螺丝穿过所述第一圆环后与所述第二圆环螺纹配合,所述钢珠定位配合在所述第一圆环与所述第二圆环之间,所述激光器依次穿过所述第一圆环与所述第二圆环后固定在所述第一圆环上。由此可见,当需要对激光器的角度进行调节时,拧动任意一个手拧螺丝,使第一圆环受力从而发生偏转,进而带动激光器进行偏转,以此来调节激光器发射光的角度。其中两个手拧螺丝处于第一圆环的不同位置,便于对激光器进行不同偏转方向的调节。
附图说明
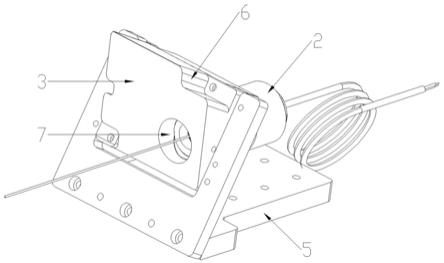
10.图1是本实用新型的立体图;
11.图2是所述角度调节器的分解图;
12.图3是本实用新型的应用示意图。
具体实施方式
13.实施例一:
14.如图1至图3所示,在本实施例中,本实用新型包括安装座、激光器1以及角度调节器2,所述安装座上设置有镜面3,所述角度调节器2设置在所述安装座上,所述激光器1设置在所述角度调节器2的活动端,所述激光器1的发射端和所述镜面3均与光学元件4的通光孔相对设置。
15.在本实施例中,所述安装座包括底座5和固定座6,所述镜面3设置在所述固定座6上,所述固定座6设置在所述底座5上,所述固定座6上设置有安装孔7,所述角度调节器2穿入所述安装孔7后固定在所述固定座6上。
16.在本实施例中,所述角度调节器2包括套筒8、钢珠9、第一圆环10、第二圆环11、两个手拧螺丝12以及两根弹簧13,所述套筒8穿过所述安装孔7后固定在所述固定座6上,所述第一圆环10和所述第二圆环11均设置在所述套筒8内,所述第二圆环11固定在所述套筒8
上,所述第一圆环10和所述第二圆环11通过所述弹簧13相连,所述手拧螺丝12穿过所述第一圆环10后与所述第二圆环11螺纹配合,所述钢珠9定位配合在所述第一圆环10与所述第二圆环11之间,所述激光器1依次穿过所述第一圆环10与所述第二圆环11后固定在所述第一圆环10上。
17.在本实施例中,本实用新型的工作原理如下:
18.首先将直线模组和本工装均放置在光学平台上,将自准直仪(光学元件)固定在直线模组的活动端,利用自准直仪来调整所述镜面3(反射面)与自准直仪平行,自准直仪本身附带光源,其平行光管里面有一个十字叉丝,光源发光照射十字叉丝对其成像,将所述镜面3与自准直仪的通光孔相对设置,用于反射十字丝像;其次自准直仪内有一个ccd相机可以拍摄镜面反射的图像,另外自准直仪附带软件可以实时观察到由镜面反射的十字丝像,十字丝像在软件界面上的位置反映镜面反射像在ccd感光面上的位置,通过软件界面上十字丝的位置即可判断所述镜面3是否与自准直仪平行,当十字丝在软件界面的中心十字标位置说明所述镜面3与自准直仪的ccd感光面平行。
19.当所述镜面3调整与自准直仪的ccd感光面平行后,固定工装的位置不动,打开所述激光器1发出光束进入自准直仪,光束照射在自准直仪的ccd感光面上,同样可以在软件界面上观察激光的光斑,激光光斑在软件界面十字叉丝的中心说明所述激光器1已经与所述镜面3垂直,如果激光光斑不在中心,对照软件界面上光斑的位置,通过所述角度调节器2调整所述激光器1偏转,使光斑在十字标的中心。调整好所述激光器1与所述镜面3垂直后,开启直线模组带动自准直仪移动远离本工装,在整个移动的过程中观察软件界面,激光光斑像一直处于十字标中心,说明整个过程自准直仪与所述镜面3是保持平行移动的,从而完成整个校准过程。
20.校准完成后,将自准直仪取下,把光束质量分析仪(光学元件)固定在直线模组的活动端,打开所述激光器1,光束照射在光束质量分析仪的ccd相机感光面上(不一定是在感光面的正中心),在直线模组带动光束质量分析仪移动时,激光束一直照射在ccd相机感光面上的同一位置,这样保证ccd相机可以一直采集到激光束的横截面。
21.实施例二:
22.本实施例与实施例一的不同之处在于:
23.将本工装替换为自准直仪,将光束质量分析仪放置在直线模组的活动端,采用一块面积比光束质量分析仪的ccd相机入光口面积稍大一些的平面反光镜,可以完全遮住ccd相机的入光口,在反光镜的背面均匀铺上一层双面胶,即保证反光镜背面的双面胶厚度一致,将反光镜粘到光束质量分析仪的ccd相机入光口的外框,用来遮住入光口。
24.然后打开自准直仪,自准直仪发出一个十字丝像照射在反光镜上,反光镜同时反射十字丝像回到自准直仪的ccd感光面上,在自准直仪的软件界面就可以观察到由反光镜反射的十字丝,观察自准直仪的软件界面上十字丝的位置,通过调节光束质量分析仪的角度将十字丝移到自准直仪软件界面的中心十字标处,此时说明光束质量分析仪已经与自准直仪平行,后续在直线模组带动光束质量分析仪移动时,激光束一直照射在ccd相机感光面上的同一位置,这样保证ccd相机可以一直采集到激光束的横截面。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1