一种用于多支铰同轴度调整及检测的装置的制作方法
1.本实用新型涉及一种用于多支铰同轴度调整及检测的装置,属于弧形闸门制造安装技术领域,用于水电站弧形闸门立拼过程中,测量多支铰孔同轴度。
背景技术:
2.在水电水利工程中,大坝挡水泄洪建筑物中往往采用弧形工作闸门形式,弧形闸门一般采用两支铰形式,在白鹤滩水电站泄洪洞弧形工作中采用三支铰形式,弧形工作闸门在启闭过程中会承受较大水压,对支铰同轴度要求较高,因此弧形闸门在制造厂出厂前须进行整体预组装,支铰孔同轴度是厂内整体预组检验的重要数据之一。
3.目前,弧形闸门在厂内预组过程中,多个支铰的同轴度无法直观的测量,采用常规全站仪测量,实际测量精度无法满足要求;高精度全站仪价格昂贵且受环境因素影响较大。
技术实现要素:
4.本实用新型目的是提供一种用于多支铰同轴度调整及检测的装置,此装置能够精确、直观测量支铰同轴度,具有简单直接、精度可靠、工作效率高、成本低廉等优点。
5.为了解决上述技术问题,本实用新型提出以下技术方案:一种用于多支铰同轴度调整及检测的装置,它包括测量支架,所述测量支架的顶部固定有顶板,所述顶板的顶部对称固定有立板,所述立板的顶部固定有调整架,所述调整架的内部通过调节螺栓组件支撑有调整圆盘,所述调整圆盘的中心设置有中心孔,所述中心孔的部位穿过有钢丝线,所述钢丝线的一端绕过支撑横杆后固定在钢丝线拉紧螺栓上,所述支撑横杆固定在调整架的外侧壁上,所述钢丝线拉紧螺栓固定在立板上。
6.所述调节螺栓组件包括通过螺纹传动配合安装在调整架四个侧板上的第一调节螺栓、第二调节螺栓、第三调节螺栓和第四调节螺栓;四个调节螺栓将调整圆盘支撑在调整架的中心部位,并改变钢丝线的中心位置。
7.使用时,所述钢丝线连接在两组测量支架之间。
8.还包括钢尺,测量时,通过钢尺测量钢丝线距离支铰孔各个方位的内侧壁的距离。
9.本实用新型有如下有益效果:
10.1、本实用新型采用可精确调整空间位置的钢丝线为中心,测量多个孔同轴度的方法,解决了测量大型装备件的多孔同轴度测量的难题。在邕宁水电站、白河水电站、孤山水电站的表孔弧门及白鹤滩水电站泄洪洞弧门的支铰轴孔同轴度测量上得到应用。均取得良好效果。
11.2、直接经济效益。该检测装置结构设计紧凑、灵巧方便,便于制作及制作成本低,可重复利用。测量直观,精度高。常规全站仪测量,实际测量精度无法满足要求;高精度全站仪价格昂贵且受环境因素影响较大,因此本实用新型目的是实用新型一种能精确、直观测量支铰同轴度测量的装置。实用新型的该测量装置具有简单直接、精度可靠、工作效率高、成本低廉等优点。
12.3、社会效益。通过该装置的应用,解决了大型装备多孔同轴度测量的难题,结构简便,成本低廉,精度高,给制造带来很大便利,降低项目的施工生产成本,节约工期,推动行业大型装备制造技术的进一步发展。
附图说明
13.下面结合附图和实施例对本实用新型作进一步说明。
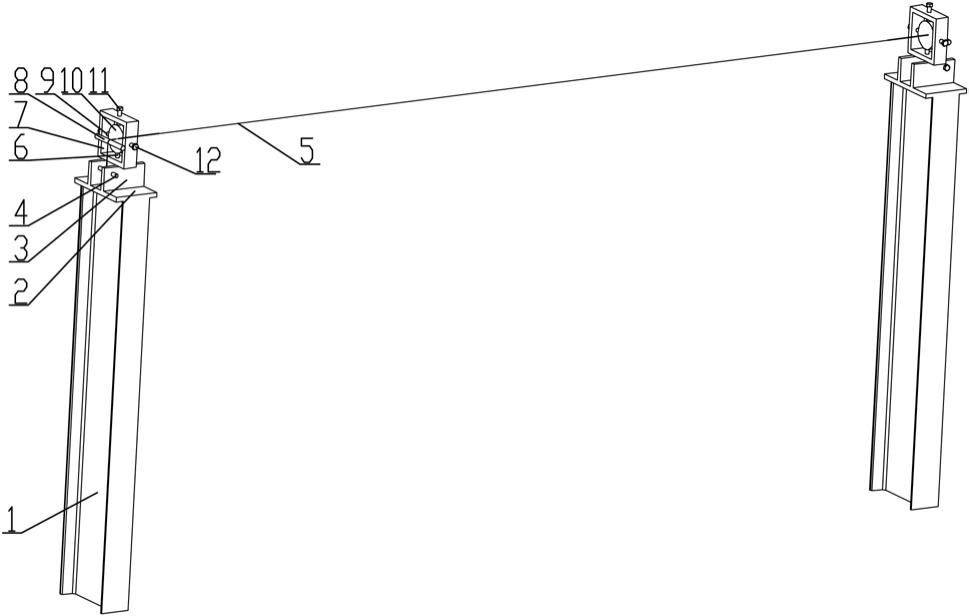
14.图1是本实用新型的装置使用时三维图。
15.图2为本实用新型单侧检测装置的三维图。
16.图3为本实用新型检测装置在进行多个支铰座同轴度调节时的使用布置图。
17.图4为本实用新型检测装置在进行多个支铰座同轴度调节时的使用布置图。
18.图5为本实用新型弧形闸门预组装过程中第一状态图。
19.图6为本实用新型弧形闸门预组装过程中第二状态图。
20.图7为本实用新型弧形闸门预组装过程中第三状态图。
21.图8为本实用新型弧形闸门组装完成之后的结构图。
22.图中:测量支架1、顶板2、立板3、钢丝线拉紧螺栓4、钢丝线5、第一调节螺栓6、调整架7、支撑横杆8、第二调节螺栓9、调整圆盘10、第三调节螺栓11、第四调节螺栓12、支铰座13、钢尺14、支铰孔15、支撑大梁16、活动铰支撑座17、活动铰链18、平台19、支臂支撑座20、弧门支臂21、弧门门叶22、支撑横梁23、轴孔24。
具体实施方式
23.下面结合附图对本实用新型的实施方式做进一步的说明。
24.实施例1:
25.如图1
‑
8,一种用于多支铰同轴度调整及检测的装置,它包括测量支架1,所述测量支架1的顶部固定有顶板2,所述顶板2的顶部对称固定有立板3,所述立板3的顶部固定有调整架7,所述调整架7的内部通过调节螺栓组件支撑有调整圆盘10,所述调整圆盘10的中心设置有中心孔,所述中心孔的部位穿过有钢丝线5,所述钢丝线5的一端绕过支撑横杆8后固定在钢丝线拉紧螺栓4上,所述支撑横杆8固定在调整架7的外侧壁上,所述钢丝线拉紧螺栓4固定在立板3上。此装置能够精确、直观测量支铰同轴度,具有简单直接、精度可靠、工作效率高、成本低廉等优点。使用过程中,通过其布置的多个支铰座的两侧,并使得钢丝线穿过轴孔,进而调节铰支座的轴孔位置,使其保持同心布置。
26.进一步的,所述调节螺栓组件包括通过螺纹传动配合安装在调整架7四个侧板上的第一调节螺栓6、第二调节螺栓9、第三调节螺栓11和第四调节螺栓12;四个调节螺栓将调整圆盘10支撑在调整架7的中心部位,并改变钢丝线5的中心位置。通过上述的调节螺栓组件能够对调整圆盘10的位置进行调节。
27.进一步的,使用时,所述钢丝线5连接在两组测量支架1之间。通过两组测量支架1的配合使用,能够测量多个轴孔的同心度。
28.进一步的,还包括钢尺14,测量时,通过钢尺14测量钢丝线5距离支铰孔15各个方位的内侧壁的距离。通过钢尺14便于测量轴孔与钢丝线5的间距,进而对轴孔中心进行调节。
29.实施例2:
30.采用所述用于多支铰同轴度调整及检测的装置进行三支铰弧形闸门组装的方法,它包括以下步骤:
31.步骤一:将多个支铰座13和支撑大梁16在厂内预组,并采用调整及检测装置对多个支铰座13的支铰孔15同轴度进行测量,并调整其同轴度;
32.步骤二:在厂内设置用于弧形闸门活动铰链18预组装的平台19;
33.步骤三:在平台19上定位布置用于对活动铰链18进行预支撑的活动铰支撑座17,布置多组用于对弧门支臂21进行预支撑的支臂支撑座20,布置多组用于对弧门门叶22支撑的支撑横梁23;
34.步骤四:采用吊装将多个活动铰链18初步放置在活动铰支撑座17上,并架设调整及检测装置对多个活动铰链18的轴孔24同轴度进行测量,并调整其同轴度;
35.步骤五:待所有活动铰链18调整固定完成之后,进行弧门支臂21的组装固定;
36.步骤六:弧门支臂21固定完成之后,进行弧门门叶22的组装固定;
37.步骤七:将组装好的活动铰链18与支铰座13进行组装,进而完成整个弧形闸门的组装。
38.进一步的,所述步骤一的具体测量过程为:在多个支铰孔15两端各设一个测量支架1,用钢丝线5穿过支铰孔15,两端绕过调整圆盘10和支撑横杆8之后与测量支架1顶部的钢丝线拉紧螺栓4相连;在支撑大梁16与支铰座13的厂内预组过程中,先定位支撑大梁16,然后吊装各支铰座13,粗调就位,安装测量装置,钢丝线5穿过三支铰座13,调整钢丝线5使其投影与支撑大梁16横向中心重合,以绷紧的钢丝线为多孔中心线基准,用钢尺14测量钢丝线至各个支铰孔15孔面的各个方位的距离,调整并检验三支铰的支铰孔15的同轴度,直至符合规范要求。
39.进一步的,所述步骤四的具体测量过程为:吊装三个活动铰链18在平台就位粗调,架设测量支架1,调整使检测装置的钢丝线5与预先设置的地样重合,以钢丝线5为活动铰链轴孔24的中心,调整活动铰链18,用钢尺14测量钢丝线至各个轴孔面的各个方位的距离,调整并检验三的活动铰链18轴孔的同轴度,直至符合规范要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1