一种成组砝码智能检测实验台的制作方法
1.本实用新型涉及衡器检定相关技术领域,具体是一种成组砝码智能检测实验台。
背景技术:
2.砝码是在检定机构中或在相应经认证的公司中作为标准砝码使用的砝码,以便对秤、尤其是精密秤进行校验,或者对更低精确度等级的其他砝码进行校准。
3.砝码量传必须极其仔细地保存和操作。砝码例如不能用手拿取或触碰,这是因为这不可避免地会导致检验砝码上有堆积物,这又可能导致检验砝码的表面上发生氧化,并且因此自然会导致砝码值改变。即使是灰尘颗粒也不允许附着在这种检验砝码上。
4.砝码检定过程通常采用“abba”和“aba”的测量循环方式,其中“a”代表标准砝码,“b”代表被检砝码。我国通常采用的有5、2、2*、1的组合;也就是5克、2克、2克、1克;或者5毫克、2毫克、2毫克、1毫克;依次类推。
5.目前国内的砝码检测大部分都为手动检测,通过人员干预在质量比较仪上进行质量比对检测。特别是进行砝码分量组合检定时,均采用人员手工完成。然而,这种手动检测装置由于操作人员在操作时产生的误差,或者误读数据而造成的误差均会严重影响检定结果。尤其是毫克组砝码,因为毫克组砝码是由金属丝按特定的形状弯折形成,体积较小,当操作人员用夹子夹取时非常容易造成砝码变形,从而影响砝码的检测,并且毫克组砝码通常是在千万分之一的高精度比较仪上进行检测的,任何细微的人员误差都会严重影响检定结果。
6.现有技术中,现有技术中对砝码的检定方法有一对一比较法和组合比较法,然而我国jjg99-2006《砝码检定规程》中规定的e1等级传递e2等级毫克组砝码是必须采用组合比较法进行检测的。但是,这种自动检测装置使用组合比较法进行测量时,是将砝码进行平铺式地放在比较仪上,这样由于组合砝码在比较仪上的位置不同,因此将引入偏载误差,然而偏载误差的存在会影响最终的检定结果。
7.本司在公告号为cn 106315211 a的一种用于全方位操控砝码的传运机构、砝码检定系统及砝码检定方法的专利申请中通过采用智能机械手装置对砝码进行转运、传送,提高效率,但该传送机构在实际运用中仍然存在一定问题,如机械手与砝码仓配合时通过设置的摄像机摄像后由人工进行位置判断,由于摄像机角度的问题,容易出现机械手与砝码仓位配合不到位而位置不应对的问题,造成机械手与砝码仓出现碰撞问题,尤其是间隙很小的砝码仓位;又如在将砝码叉取后送至其它仓位或者质量检测仪,需要安排专人在该处进行卸砝码操作,机械手并不能将砝码自主卸下。
技术实现要素:
8.本实用新型的目的在于提供一种成组砝码智能检测实验台,以解决上述背景技术中提出的问题。
9.为实现上述目的,本实用新型提供如下技术方案:
10.一种成组砝码智能检测实验台,包括:中央控制单元、机械手、质量比较仪和砝码仓位,所述中央控制单元包括中央控制计算机、数据线总成计算机,所述中央控制计算机与机械手数据连接;所述数据线总成计算机分别与中央控制计算机和质量比较仪串口通讯连接;
11.所述机械手包括三维导轨装置、转座和叉盘,所述转座设置在三维导轨装置上,所述机械手设置在转座上,机械手上设置有四个叉手,每个叉手由多个叉臂组成,且每组叉手中叉臂间距不相同;所述砝码仓位包括比对砝码仓位、被检砝码仓位、砝码转换仓位和砝码组合仓位,所述比对砝码仓位、被检砝码仓位、砝码转换仓位和砝码组合仓位上均设置有用于放置砝码的凸位;所述机械手上还设置有推板和气缸,所述推板位于相邻两个叉臂之间,推板均与气缸连接;叉手一端还设置有光电发射器,所述比对砝码仓位、被检砝码仓位、砝码转换仓位和砝码组合仓位上设置有光电接收器,所述光电接收器和比对砝码仓位、被检砝码仓位、砝码转换仓位和砝码组合仓位上的每组凸位对应。
12.作为本实用新型进一步的方案:所述叉手在机械手上呈矩形阵列布置。
13.作为本实用新型进一步的方案:所述比对砝码仓位、被检砝码仓位和砝码组合仓位上的凸位等距布置。
14.作为本实用新型进一步的方案:所述中央控制单元、机械手、质量比较仪和砝码仓位均设置在无尘车间内。
15.作为本实用新型进一步的方案:所述数据线总成计算机还连接有温度传感器、湿度传感器、大气压传感器。
16.与现有技术相比,本实用新型的有益效果是:本实用新型通过智能机械手臂三维方向前后、左右、上下移动和任意两个维度方向的合成运动以及360
°
双向旋转,进行超大空间全方位操作,实现砝码检测的智能化加卸载,测量过程无需人工参与,消除人为误差;
17.利用机械手装置的叉手配合砝码仓位的凸位对砝码进行叉取提取,并通过光电检测门机构对机械手和仓位配合位置进行辅助判断,可降低位置误判可能;
18.能够实现砝码一对三分量组合检定方式,同时检测两套成组砝码,提高工作效率。
附图说明
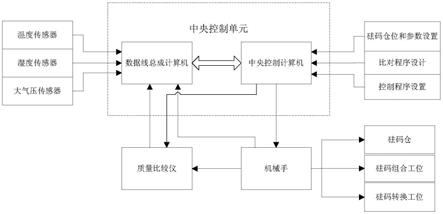
19.图1为本实用新型的原理图。
20.图2为本实用新型中机械手和砝码仓位的组合结构示意图。
21.图3为本实用新型中叉盘的结构示意图。
22.图4为本实用新型中推板与叉臂位置结构示意图。
23.图5为本实用新型中砝码仓位的结构示意图。
24.图6为本实用新型中组合法(一对三)砝码比较流程图。
具体实施方式
25.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
26.请参阅图1~5,本实用新型实施例中,一种成组砝码智能检测实验台,包括:中央控制单元、机械手、质量比较仪和砝码仓位,是中央控制单元、机械手、质量比较仪和砝码仓位均设置在无尘车间8内,中央控制单元包括中央控制计算机、数据线总成计算机,所述中央控制计算机与机械手数据连接,用于控制机械手在各仓位、各组合工位、转换工位、各比较器称量盘之间的砝码运输和加卸载;所述数据线总成计算机与中央控制计算机连接,数据线总成计算机还连接有温度传感器、湿度传感器、大气压传感器数据线连接,并与质量比较仪串口通讯连接。
27.所述机械手包括三维导轨装置1、转座2和叉盘3,所述三维导轨装置1为一种具有x、y、z轴移动导轨的能够在水平面两个方向和纵向实现移动的装置,所述转座2设置在三维导轨装置1上,所述叉盘3设置在转座2上,可通过转座 2驱动实现360
°
的回转运动,这样再由三维导轨装置1带动叉盘3实现空间内的平移;叉盘3上设置有四个矩形阵列布置的叉手31,每个叉手31由多个叉臂组成,且每组叉手31中叉臂间距不相同,叉臂间距较大的大叉手用于叉取 20g-1000g的大砝码,而叉臂间距较小的小叉手用来传运1mg-10g的小砝码;叉盘3上还设置有推板32和气缸33,所述推板32位于相邻两个叉臂之间,推板 32均与气缸33连接;叉手31一端还设置有光电发射器34,所述比对砝码仓位 4和被检砝码仓位5上设置有光电接收器72,光电接收器72对应比对砝码仓位 4和被检砝码仓位5上的每组凸位对应,即每组凸位上放置不同质量的砝码,而每组凸位均对应设置有一组光电接收器72。叉盘3通过三维导轨装置1带动至被检砝码仓位5,并将其叉手31插入相邻凸位间的空腔中,使位于凸位上的砝码位于叉手31中两个叉臂之间,在此过程中,通过转座2转动以转换不同尺寸的叉手31对应相同大小的砝码,随后叉手31上移即可将砝码提取并转移。在进行定位时,先将叉盘3移动至仓位附近,随后平移叉盘3,当光电接收器72接收到光电发射器34发射的光信号时即停止移动叉盘3,即此时机械手叉臂与仓位上凸位位置对应,即可进行下一步叉取操作。在卸砝码时,控制其上气缸33 动作,使推板32移动将砝码从段不同缓慢推下即可自动完成卸砝码。
28.所述砝码仓位包括比对砝码仓位4、被检砝码仓位5、砝码转换仓位6和砝码组合仓位7,所述比对砝码仓位4、被检砝码仓位5、砝码转换仓位6和砝码组合仓位7上均设置有用于放置砝码的凸位71,且比对砝码仓位4、被检砝码仓位5和砝码组合仓位7上的凸位71等距布置,而砝码转换仓位6上凸位不等距间隔布置,这是因为在成组砝码组合法检定时,10g的砝码即属于50g、20g、 20*g、10g的称量序列又作为5g、2g、2*g、1g称量序列的参考标准,所以10g 的砝码要在两台质量比较仪上称量,根据仓位分配,10g砝码放置在小质量被检砝码仓位上,这就需要实现10g砝码到大质量比较仪一侧的转移。砝码转换仓位 6就是装设在大质量比较仪一侧,用来实现10g砝码转移的仓位,如小叉盘去小质量被检砝码仓位叉取10g砝码,然后把砝码转移放置在砝码转换仓位,再由大叉盘叉取10g砝码放到相应仓位或大质量比较仪上进行称量,这样砝码转换仓位6便可与大叉手和小叉手均能配合。
29.实施例一,如图6,本实施例中,检定过程用一个1kg e1等级的标准砝码来量传一组(500g~1mg)e2等级的砝码,第一个称量序列为1kg标准砝码对被检的(500+500*)g砝码,完成一个abba测量循环。1kg砝码放置在大质量比对砝码仓位a1(仓位编号)位,500g、500*g砝码分别放置在大质量被检砝码仓位的b1、b2(仓位编号)位。
30.步骤一,叉取砝码:
31.机械手首先从初始停靠位置出发,移动至b1仓位用大叉盘叉取500g被检砝码,把500g被检砝码转运到大质量砝码组合仓位;
32.然后再移动至b2仓叉取500*g被检砝码,再把它转运到大质量砝码组合仓位,这样两个被检砝码都放置在大质量砝码组合仓位,接着机械手用大叉盘叉取大质量砝码组合仓位的两个砝码,实现机械手一个叉能同时叉取两个砝码的功能;
33.最后机械手回到比对砝码仓位i用大叉盘叉取e1仓位的1kg标准砝码,至此,机械手就完成了标准和被检砝码的叉取任务;
34.步骤二,称量砝码:
35.机械手把叉取到的标准和被检砝码搬运到大质量比较仪门口,首先依次把标准砝码和被检砝码放入比较仪秤盘,进行秤盘自动找中心(程序可以设定找中心次数),以消除质量比较仪偏载对称量结果的影响;
36.找中心完成后,大叉盘把标准砝码放入比较仪秤盘,称量其质量值得a值。称量完毕,大叉叉取出标准砝码,机械手顺时针转90
°
,再把被检砝码放入比较仪秤盘,称量其质量值得b值,取出砝码,然后再重复一次得第二个b值。最后机械手重复测量一次标准砝码,得到第二个a值,这样就完成了一个“abba”称量循环。
37.步骤三,放回砝码:
38.称量完成后,机械手首先把标准砝码放回e1砝码仓位,然后再把两个被检砝码放到砝码组合仓位,再由大叉分别按顺序逐个叉取500g 500*g砝码放回到 b2、b1砝码仓位,最后机械手回到停靠位,准备进行下一个称量操作。
39.至此机械手完成一个完整的“abba”砝码检定流程,整个过程机械手按设定的程序进行操作,完全不需要人的参与,消除了人为误差,而且a-b-b-a的测量循环时间间隔完全相同,有效降低或消除质量比较仪线性漂移对测量结果的影响,提高了检定精度,实现了砝码检测从人工检测到自动检测的飞跃。
40.实施例二,本实施例中,机械手对两台比较仪同时进行比对操作(直接比较法为例)
41.检定过程用一个500g e2等级的标准砝码来量传一个500g f1等级的砝码,在大质量比较仪上完成一个aba测量循环;用一个10g e2等级的标准砝码来量传一个10g f1等级的砝码,在小质量比较仪上完成一个aba测量循环。500g 砝码放置在大质量比对砝码仓位的d1位,500g被检砝码放置在大质量被检砝码仓位的b1位;10g砝码放置在小质量比对砝码仓位的i1位,10g被检砝码放置在小质量被检砝码仓位的g1位。
42.步骤一,叉取砝码:
43.机械手首先从初始停靠位置出发,移动至大质量被检砝码仓位的b1仓位用大叉叉取500g被检砝码,然后机械手用另一个大叉盘去大质量比对砝码仓位叉取d1仓位的500g标准砝码,至此,机械手就完成在大质量质量比较仪上比对砝码的叉取任务;
44.接着机械手去小质量被检砝码仓位的g1位用小叉盘叉取10g被检砝码,然后机械手用另一个小叉盘去小质量比对砝码仓位叉取i1仓位的10g标准砝码,至此,机械手就完成在小质量质量比较仪上比对砝码的叉取任务,机械手四个叉盘同时承载上砝码。
45.步骤二,称量砝码:
46.机械手把叉取到的标准和被检砝码搬运到质量比较仪门口(两台质量比较仪在机
械手两侧对称放置),首先大叉盘依次把标准砝码和被检砝码放入比较仪秤盘,进行秤盘自动找中心(程序可以设定找中心次数),以消除质量比较仪偏载对称量结果的影响。
47.找中心完成后,大叉盘把500g标准砝码放入比较仪秤盘,称量500g砝码质量值,在等待称量数值的同时小叉把10g标准砝码放入小质量比较仪秤盘,随后机械手按照取出500g标准砝码-放入500g被检砝码-取出10g标准砝码-放入10g 被检砝码-取出500g被检砝码-放入500g标准-取出10g被检砝码-放入10g标准砝码-取出500g标准砝码-取出10g标准砝码的顺序进行操作,称量完毕,这样就完成了两个砝码各自一个“aba”称量循环。其原理是利用砝码在一台比较仪上的称量时间间隔,完成对另一台质量比较仪上砝码的加卸载工作,这样使机械手能在两台比较仪之间交替加载砝码,使两台比较仪同时工作。
48.步骤三,放回砝码:
49.称量完成后,机械手首先把大叉盘的500g标准砝码和被检放回d1砝码仓位和b1砝码仓位;然后把小叉的10g标准砝码和被检砝码放回i1砝码仓位和g1 砝码仓位;最后机械手回到停靠位,准备进行下一个称量操作。
50.对于本领域技术人员而言,显然本实用新型不限于上述示范性实施例的细节,而且在不背离本实用新型的精神或基本特征的情况下,能够以其他的具体形式实现本实用新型。因此,无论从哪一点来看,均应将实施例看作是示范性的,而且是非限制性的,本实用新型的范围由所附权利要求而不是上述说明限定,因此旨在将落在权利要求的等同要件的含义和范围内的所有变化囊括在本实用新型内。不应将权利要求中的任何附图标记视为限制所涉及的权利要求。
51.此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1