一种双头探针用治具的制作方法
1.本实用新型属于探针装配技术领域,具体涉及一种双头探针用治具。
背景技术:
2.探针主要应用于电子元件的性能测试,随着电子元件的精小化发展,探针的尺寸也越来越小,其针管的直径一般可达几毫米。
3.在组装探针的过程中,需要将短针头、弹簧、针管和长针头通过挤压组装在一起。具体组装时,先将短针头、弹簧长针头依次装入针管中,再将针管装入模具中,之后使用顶针等工具对模具两端施压,使短针头、长针头分别与针管的两端进行挤压,形成缩口,进而完成探针的组装。
4.但是目前组装探针时的挤压主要是通过人工完成的,这种作业方式不仅生产率低下,而且组装后的产品次品率较高,难以适应大规模地工厂化生产。
技术实现要素:
5.本实用新型的目的是提供一种双头探针用治具,解决现有这种人工完成探针组装中的挤压工序,存在工作效率低,产品次品率高的问题。
6.为了达到上述目的,本实用新型所采用的技术方案是:一种双头探针用治具,包括:
7.一流道;
8.至少一载具,所述载具滑动设置在所述流道中,每个所述载具中均设置有多个模具,所述模具用于放置探针的各部件;
9.一铆压机构,所述铆压机构位于所述流道的一侧,用于对载具中的探针的各部件进行铆压,完成组装。
10.本实用新型的技术方案,还具有以下特点:
11.进一步地,所述载具包含载具承座,所述载具承座的上方设置有载具压板,所述模具装夹于载具承座和载具压板之间,载具承座上还设置有载具限位板,所述模具的一端抵压在所述载具限位板侧部。
12.进一步地,所述模具包含滚筒,所述滚筒内装配有短模和长模,所述长模内设置有活动定位针,所述活动定位针的一端套设有活动定位针弹簧,并且该端从长模的一端伸出,活动定位针的侧部设置有多个限位槽,长模的侧部设置有多个限位孔,每个所述限位孔和对应限位槽之间设置有限位销。
13.进一步地,所述流道包含两排流道站板,每排所述流道站板上设置有流道板,所述流道板上设置有台阶,所述载具压板的两端分别搭在对应流道板的台阶上。
14.进一步地,靠近所述铆压机构的流道板上设置有落料槽。
15.进一步地,所述流道内设置有限位弹簧,所述限位弹簧的上端设置有楔形限位块,所述楔形限位块位于所述载具的滑动轨迹上。
16.进一步地,所述铆压机构包含铆压站板,所述铆压站板的顶部设置有底板,所述底板上设置有电机和模组,所述模组内设置有丝杠,所述丝杠的一端与所述电机的输出轴连接,丝杠上螺纹装配有滑块,所述滑块上设置有铆压基座,所述铆压基座上设置有多个滑道以及贯穿多个滑道的铆压定位板,每个所述滑道中均放置有铆压杆,所述铆压杆上方设置有压盖。
17.进一步地,每个所述滑道中均放置有缓冲弹簧,所述缓冲弹簧位于铆压定位板与铆压杆之间,缓冲弹簧上方设置有压盖。
18.进一步地,每个所述载具中模具的数量均为四。
19.进一步地,所述铆压杆的数量为二。
20.与现有技术相比,本实用新型的一种双头探针用治具,人工参与度较低,在探针组装的挤压环节以机加工的形式完成生产作业,不仅大大提升了生产效率,还能保障产品的质量,能够适应大规模地生产作业。
附图说明
21.此处所说明的附图用来提供对本实用新型的进一步理解,构成本实用新型的一部分,本实用新型的示意性实施例及其说明用于解释本实用新型,并不构成对本实用新型的不当限定。在附图中:
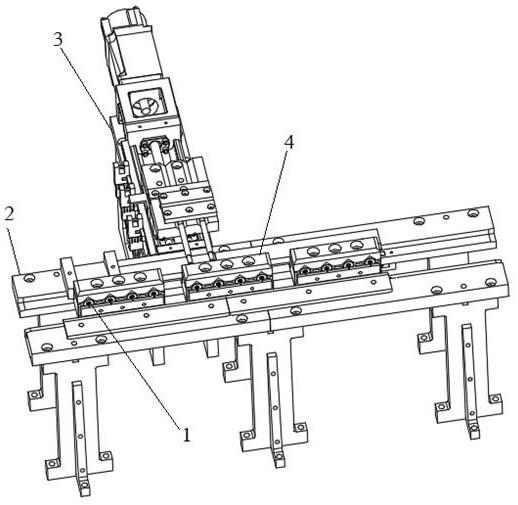
22.图1是本实用新型的一种双头探针用治具的结构示意图;
23.图2是本实用新型的一种双头探针用治具中流道的结构示意图;
24.图3是图2的局部放大图;
25.图4是本实用新型的一种双头探针用治具中载具的结构示意图;
26.图5是本实用新型的一种双头探针用治具中模具装配探针后的结构示意图;
27.图6是图5的爆炸图;
28.图7是本实用新型的一种双头探针用治具中铆压机构的结构示意图;
29.图8是图7去除压盖后的结构示意图。
30.图中,1.模具,101.短模,102.滚筒,103.限位销,104.限位槽,105.长模,106.活动定位针,107.活动定位针弹簧,108.限位孔,2.流道,201.流道站板,202.流道板,203.限位块,204.落料槽,205.限位弹簧,3.铆压机构, 301.铆压站板,302.底板,303.电机,304.滑块,305.铆压基座,306.滑道, 307.铆压定位板,308.压盖,309.铆压杆,310.模组,311.缓冲弹簧,4.载具, 401.载具承座,402.载具压板,403.限位板,5.探针。
具体实施方式
31.以下结合附图说明和具体实施例对本实用新型的技术方案作进一步地详细说明。
32.如图1所示,本实用新型的一种双头探针用治具,包括:
33.一流道2;
34.多个载具4,载具4滑动设置在流道2中,每个载具4中均设置有多个模具1,模具1用于放置探针5的各部件;
35.一铆压机构3,铆压机构3位于流道2的一侧,用于对模具1中的探针 5的各部件进行铆压,完成组装。
36.工人可将探针5的各个部件依次装入模具1中,再将模具1放置在载具4中,之后使载具8沿着流道2移动至铆压机构3处,此时铆压机构3动作,完成对模具1中探针5各部件之间挤压,从而完成组装。
37.结合图2和图3,在本实用新型的一种双头探针用治具中,流道2内设置有限位弹簧205,限位弹簧205的上端设置有楔形限位块203,楔形限位块203位于载具8的滑动轨迹上。
38.载具4沿着流道2朝铆压机构3滑动时,会将楔形限位块203向下压,使限位弹簧205收缩;当载具4越过楔形限位块203时,楔形限位块203在限位弹簧205的弹力作用下复位,限制载具8回滑,以便确保装好探针5的载具8在指定位置等待下一步挤压。
39.结合图4,在本实用新型的一种双头探针用治具中,载具4包含载具承座401,载具承座401的上方设置有载具压板402,模具1装夹于载具承座 401和载具压板402之间,载具承座401上还设置有载具限位板403,模具1 的一端抵压在载具限位板403侧部,便于对模具1实施装配。
40.结合图5和图6,在本实用新型的一种双头探针用治具中,模具1包含滚筒102,滚筒102内装配有短模101和长模105,长模105内设置有活动定位针106,活动定位针106的一端套设有活动定位针弹簧107,并且该端从长模105的一端伸出,活动定位针106的侧部设置有多个限位槽104,长模105的侧部设置有多个限位孔108,每个限位孔108和对应限位槽104之间设置有限位销103。
41.探针5的各部件依次装入短模101中,活动定位针106装入长模105中。当铆压杆309朝短模101顶入时,在铆压杆309和长模105一端上孔的作用下会对针管的两端进行挤压,使两端收缩,使长针头和短针头得到固定,从而完成探针各部件之间的组装。
42.结合图2和图3,在本实用新型的一种双头探针用治具中,流道2包含两排流道站板201,每排流道站板201上设置有流道板202,流道板202上设置有台阶,载具压板402的两端分别搭在对应流道板202的台阶上,靠近铆压机构6的流道板202上设置有落料槽204。
43.将装有组装好的探针5的载具4移动至落料槽204时,使用辅助工具,如顶针,将探针5从短模101中顶出,此时探针5经落料槽204流入指定位置,便于收集。
44.结合图7和图8,在本实用新型的一种双头探针用治具中,铆压机构3 包含铆压站板301,铆压站板301的顶部设置有底板302,底板302上设置有电机303和模组310,模组310内设置有丝杠,丝杠的一端与电机303的输出轴连接,丝杠上螺纹装配有滑块304,滑块304上设置有铆压基座305,铆压基座305上设置有多个滑道306以及贯穿多个滑道306的铆压定位板 307,每个滑道306中均放置有缓冲弹簧311和铆压杆309,缓冲弹簧311和铆压杆309上设置有压盖308,缓冲弹簧311位于铆压定位板307与铆压杆 309之间。
45.当载具4沿着流道2移动至铆压机构3处时,电机303带动丝杠旋转,连接在丝杠上的铆压基座305被挡在模组310的侧沿上,此时铆压基座305 将沿着丝杠往复运动。当铆压基座305运动至一定位置后,铆压杆309顶在载具4中对应模具1中的短模101上,继续前移将对探针5的针管两端实施挤压,完成探针10各部件之间的装配。
46.结合图1,在本实用新型的一种双头探针用治具中,每个载具4中模具 1的数量均为四,一个载具4可一次完成四个探针5的组装。
47.结合图1,在本实用新型的一种双头探针用治具中,铆压杆309的数量为二,一次前压可完成两个探针5的组装。
48.上述说明示出并描述了本实用新型的若干优选实施例,但如前所述,应当理解实用新型并非局限于本文所披露的形式,不应看作是对其他实施例的排除,而可用于各种其他组合、修改和环境,并能够在本文所述实用新型构想范围内,通过上述教导或相关领域的技术或知识进行改动。而本领域人员所进行的改动和变化不脱离实用新型的精神和范围,则都应在实用新型所附权利要求的保护范围内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1