一种自动化轧辊相控阵检测系统的制作方法
1.本实用新型属于轧辊检测技术领域,更具体地说,涉及一种自动化轧辊相控阵检测系统。
背景技术:
2.现在的轧辊检测主要是集中在表面波检测和内部检测,表面波检测出来的缺陷能用磁粉、渗透等手段将缺陷显示出来;而内部检测所用的超声波检测目前只能对缺陷的大小进行定义,对缺陷的性质不能有效准确的进行定义,也就是说只能定量确定缺陷的大小,不能准确、具体地定性是哪一种缺陷,例如是体积型缺陷还是面积型缺陷,还有缺陷的种类,是裂纹还是孔洞或者是疏松等。然而确定缺陷的种类对于我们判断轧辊的使用有很大的帮助,危害性缺陷即使很小,也会引起非常严重的后果,因此对于缺陷的性质的判断就显得尤为重要。
3.轧辊涡流检测系统的测试效果并不好,主要表现在:伪缺陷较多;检测灵敏度不够;对表面耦合要求高,而人工检测又需要大量的人力物力,且由于人工检测对于检测人员的资质,检测环境,检测仪器也有相对较高的要求,因此也很难单纯依靠人工检测完成对轧辊的日常检测工作。
4.目前的相控阵检测主要应用在焊缝和板材的检测,现在由于相控阵的技术有所更新,也可以将此技术应用在轧辊的内部检测中,利用相控阵技术解决在轧辊检测过程中内部缺陷不能准确的定性的问题,能够对轧辊内部的缺陷从量和性质方面进行全方位的定义。为了满足轧辊的检测要求需要更改相控阵的发射频率和发射的角度,也需要按照轧辊的外形制作特殊的移动轨道,因此急需设计一款自动化轧辊相控阵检测系统用以满足轧辊的相控阵检测要求。
5.经检索,关于轧辊检测系统已有专利公布,如中国专利申请号为:2019205713501,发明创造名称为:一种轧辊检测装置,公开了一种轧辊检测装置,包括红外测距单元和硬度检测单元,红外测距单元和硬度检测单元之间通过柔性连接杆相连,其中红外测距单元包括平行对称设置于轧辊宽度两侧的移动平台,移动平台沿轧辊的长度方向延伸,移动平台上方设置有支撑平台,支撑平台上安装有红外测距仪,且移动平台带动支撑平台沿轧辊的长度方向移动。
6.上述方案不失为对轧辊检测系统的良好探索,但仍有进一步优化的空间,本行业对轧辊检测系统的探索也从未停止。
技术实现要素:
7.1、要解决的问题
8.针对现有技术中轧辊检测不能对轧辊内部缺陷准确定性的不足,本实用新型提供一种自动化轧辊相控阵检测系统,利用相控阵技术解决在轧辊检测过程中内部缺陷不能准确的定性的问题,满足了相控阵检测设备自动化移动以及检测的要求,不仅能够提高工作
效率,且检测结果更加精准。
9.2、技术方案
10.为解决上述问题,本实用新型采用如下的技术方案。
11.本实用新型的一种自动化轧辊相控阵检测系统,包括移动检测单元,其中移动检测单元包括对称设置在轧辊轴向两端部上方的支撑件,两侧支撑件的相对内侧均设置有水平延伸的连接件,两侧连接件通过插销结构相连,且连接件的内部设有沿轧辊轴向延伸的滑轨,滑轨上配合设置有滑块,滑块的底部设有检测单元。
12.作为本实用新型更进一步的改进,还包括夹持固定单元,其中夹持固定单元包括对称设置于轧辊轴向两侧的移动杆,移动杆顶部设置有夹持部,夹持部在移动杆的带动下沿靠近或远离轧辊的方向移动,夹持部的顶部设置有支撑件。
13.作为本实用新型更进一步的改进,滑块的一侧连接有水平延伸的第一液压杆,且第一液压杆的端部固定在一侧支撑件上,滑块在第一液压杆的推动下沿轧辊的轴向移动。
14.作为本实用新型更进一步的改进,检测单元包括与滑块底部相连的固定件,固定件内设置有竖直延伸的第二液压杆,第二液压杆的底部设置有柔性检测面,柔性检测面上设置有检测探头。
15.作为本实用新型更进一步的改进,柔性检测面的底部中心位置设置有第一压力传感器,第一压力传感器的位置与第二液压杆相对应。
16.作为本实用新型更进一步的改进,柔性检测面的底部两侧均设置有检测部,检测部包括上下设置的检测探头和第二压力传感器,且柔性检测面的顶部与两侧检测部相对应的位置均设置有上下推动的第三液压杆。
17.作为本实用新型更进一步的改进,固定件的底部设置有水平延伸的固定杆,第二液压杆的底部穿过固定杆与柔性检测面相连,且第三液压杆的顶部固定在固定杆的两侧。
18.作为本实用新型更进一步的改进,夹持固定单元还包括对称设置在轧辊轴向两端部外侧的轨道,轨道沿轧辊的轴向延伸,且轨道配合设置有滑动部,滑动部的上方设置有移动杆。
19.作为本实用新型更进一步的改进,移动杆的一侧设置有水平延伸的推动杆,移动杆在推动杆的带动下沿靠近或远离轧辊的方向移动。
20.作为本实用新型更进一步的改进,还包括位置调节单元,位置调节单元包括平行设置在轧辊径向两侧的两个小辊轮,小辊轮的顶部用于安放轧辊。
21.3、有益效果
22.相比于现有技术,本实用新型的有益效果为:
23.(1)本实用新型的一种自动化轧辊相控阵检测系统,利用相控阵技术解决在轧辊检测过程中内部缺陷不能准确的定性的问题,同时满足了相控阵检测设备自动化移动以及检测的要求,不仅能够提高工作效率,且检测结果更加精准。
24.(2)本实用新型的一种自动化轧辊相控阵检测系统,柔性检测面用于贴合在轧辊顶部表面并通过检测探头对轧辊表面或内部的缺陷进行检测,且柔性检测面采用柔性材质,方便与轧辊表面的弧形贴合,贴合效果更好,进一步提高了检测的准确度。
25.(3)本实用新型的一种自动化轧辊相控阵检测系统,检测探头贴合在轧辊表面并对轧辊表面或内部的缺陷进行检测,根据检测探头的类型不同,能够实现对轧辊表面或内
部缺陷的检测。检测探头与柔性检测面之间的连接方式采用可拆卸连接,便于更换检测探头,扩大了检测系统的适用范围,满足了不同需求的检测要求,对于检测对象有了多方向多方面的检测,可以同时实现表面波检测表面缺陷以及相控阵检测内部缺陷,对内部缺陷从量和性质方面进行全方位的定义(大小,种类、位置等),检测结果更加准确。
26.(4)本实用新型的一种自动化轧辊相控阵检测系统,柔性检测面在两侧第三液压杆的推动下形成与轧辊弧形表面相贴合的弧形结构,并使得两侧的检测探头与轧辊表面贴合进行检测,双探头同步检测,进一步提高了检测的准确度,且整体探头的贴合检测过程完全实现自动化,进一步提高了自动化水平和检测效率。
附图说明
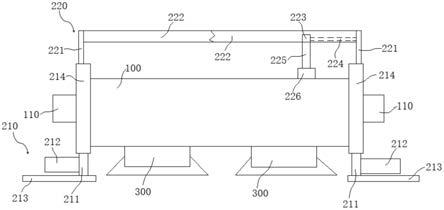
27.图1为本实用新型的一种自动化轧辊相控阵检测系统的主视结构示意图;
28.图2为本实用新型中检测单元的左视结构示意图;
29.图3为本实用新型中检测单元检测时的左视结构示意图;
30.图4为图2中检测部的结构示意图;
31.图5为本实用固定件的结构示意图。
32.图中的标号为:
33.100、轧辊;110、端部;210、夹持固定单元;211、移动杆;212、推动杆;213、轨道;214、夹持部;220、移动检测单元;221、支撑件;222、连接件;223、滑块;224、第一液压杆;225、固定件;226、柔性检测面;227、固定杆;21、第二液压杆;22、第三液压杆;23、第一压力传感器;24、检测部;241、第二压力传感器;242、检测探头;300、小辊轮。
具体实施方式
34.为进一步了解本实用新型的内容,结合附图对本实用新型作详细描述。
35.在本实用新型的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本实用新型和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本实用新型的限制。此外,术语“第一”、“第二”、“第三”仅用于描述目的,而不能理解为指示或暗示相对重要性。
36.下面结合实施例对本实用新型作进一步的描述。
37.实施例1
38.目前对轧辊100进行有效的定期检查,能够及时发现存在于轧辊100表面或工作层内部隐藏的种种缺陷,以便能在缺陷形成的初期,即在缺陷达到一定的临界值之前将其磨削掉,以提高轧辊100合理的连续工作期限,并杜绝因裂纹源扩展而招致灾难性的爆辊事故。随着生产效率的不断提高,传统手工检测在役轧辊已很难满足现场生产要求,为了尽量降低检测过程中人为因素的干扰,提高轧辊100缺陷检测质量,实现轧辊100缺陷的自动化检测已迫在眉睫。本实施例中利用相控阵技术解决在轧辊检测过程中内部缺陷不能准确的定性的问题,同时满足了相控阵检测设备自动化移动以及检测的要求,不仅能够提高工作效率,且检测结果更加精准。
39.结合图1
‑
图5,本实施例的一种自动化轧辊相控阵检测系统,包括移动检测单元
220,其中移动检测单元220包括对称设置在轧辊100轴向两端部110上方的支撑件221,两侧支撑件221的相对内侧均设置有水平延伸的连接件222,检测时两侧连接件222通过插销结构相连在一起,且两侧连接件222的长度与轧辊100的轴向长度保持一致。其中连接件222的内部设有沿轧辊100轴向延伸的滑轨,滑轨上配合设置有滑块223,具体地,本实施例中连接件222的内部为空心结构,其内部顶壁设置有沿轧辊100轴向延伸的滑轨,且两侧的连接件222内部的滑轨在相连时对接连成一条完整的滑轨,且该完整的滑轨长度与轧辊100的轴向长度保持一致。滑块223的底部设有检测单元,用于贴合在轧辊100表面并对轧辊100进行检测。检测时,滑块223在滑轨内滑动,带动底部的检测单元沿轧辊100的轴向移动,从而完成对轧辊100的一次检测。
40.本实施例中滑块223的一侧连接有水平延伸的第一液压杆224,且第一液压杆224的端部固定在一侧支撑件221上,滑块223在第一液压杆224的推动下沿轧辊100的轴向移动,第一液压杆224由电机驱动进行左右伸缩运动,电机与plc控制中心相连,plc控制中心控制电机运行,驱动第一液压杆224带动滑块223及滑块223底部的检测单元沿轧辊100的轴向移动,完成对轧辊100的自动化检测,提高自动化水平和检测效率。
41.如图2和图3所示,本实施例中检测单元包括与滑块223底部相连的固定件225,固定件225为中空结构,其中固定件225内设置有竖直延伸的第二液压杆21,第二液压杆21的底部设置有柔性检测面226,柔性检测面226上设置有检测探头242,柔性检测面226用于贴合在轧辊100顶部表面并通过检测探头242对轧辊100表面或内部的缺陷进行检测,且柔性检测面226采用柔性材质,方便与轧辊100表面的弧形贴合,贴合效果更好,进一步提高了检测的准确度。第二液压杆21在电机的驱动下沿竖直方向做上下运动,电机与plc控制中心相连,plc控制中心控制电机运行,驱动第二液压杆21带动柔性检测面226向下运动直至与轧辊100表面贴合,此时检测探头242贴合在轧辊100表面并对轧辊100表面或内部的缺陷进行检测,根据检测探头242的类型不同,能够实现对轧辊100表面或内部缺陷的检测。本实施例中检测探头242与柔性检测面226之间的连接方式采用可拆卸连接,便于更换检测探头242,扩大了检测系统的适用范围,满足了不同需求的检测要求,对于检测对象有了多方向多方面的检测,可以同时实现表面波检测表面缺陷以及相控阵检测内部缺陷,对内部缺陷从量和性质方面进行全方位的定义(大小,种类、位置等),检测结果更加准确。
42.本实施例中柔性检测面226的底部中心位置设置有第一压力传感器23,第一压力传感器23的位置与第二液压杆21相对应,第一压力传感器23与plc控制中心相连,当第一压力传感器23与轧辊100表面接触时,即发送信号至plc控制中心,plc控制中心控制电机停止转动,此时第二液压杆21停止继续向下运动,整体过程实现自动化贴合检测,不需要人工去放置检测探头242,省时省力,提高了工作效率。如图2所示,本实施例中柔性检测面226的底部两侧均设置有检测部24,检测部24包括上下设置的检测探头242和第二压力传感器241,且柔性检测面226的顶部与两侧检测部24相对应的位置均设置有上下推动的第三液压杆22,第三液压杆22在电机的驱动下沿竖直方向做上下运动,电机与plc控制中心相连,plc控制中心控制电机运行,并驱动第三液压杆22带动底部柔性检测面226的两侧向下运动,直至第二压力传感器241与轧辊100表面相贴合,如图3所示,此时柔性检测面226在两侧第三液压杆22的推动下形成与轧辊100弧形表面相贴合的弧形结构,并使得两侧的检测探头242与轧辊100表面贴合进行检测,双探头同步检测,进一步提高了检测的准确度,且整体探头的
贴合检测过程完全实现自动化,进一步提高了自动化水平和检测效率。
43.本实施例中固定件225的底部设置有水平延伸的固定杆227,第二液压杆21的底部穿过固定杆227与柔性检测面226相连,且第三液压杆22的顶部固定在固定杆227的两侧,固定杆227用于固定两侧的第二液压杆21,提高了装置的稳定性。本实施例中第二压力传感器241也与plc控制中心相连,当第二压力传感器241接触到轧辊100表面时,即发送信号至plc控制中心,停止电机运行,此时第二液压杆21不再继续向下运动,实现柔性检测面226与轧辊100表面的紧密贴合。
44.如图1所示,本实施例中还包括夹持固定单元210,其中夹持固定单元210包括对称设置于轧辊100轴向两侧的移动杆211,移动杆211顶部设置有固定轧辊100轴向两端部110的夹持部214,夹持部214在移动杆211的带动下沿靠近或远离轧辊100的方向移动,夹持部214的顶部设置有支撑件221。夹持固定单元210还包括对称设置在轧辊100轴向两端部110外侧的轨道213,轨道213沿轧辊100的轴向延伸,且轨道213配合设置有滑动部,滑动部的上方设置有移动杆211。移动杆211的一侧设置有水平延伸的推动杆212,移动杆211在推动杆212的带动下沿靠近或远离轧辊100的方向移动,直至将夹持部214套装在轧辊100轴向两端部110,此时两侧的连接件222连接在一起,即完成对轧辊100的固定以及为后续的检测做好准备,且自动化程度高,减轻了检测的劳动强度,提高了检测效率。
45.实施例2
46.本实施例的一种自动化轧辊相控阵检测系统,基本结构与实施例1相同,更进一步地,本实施例中还包括位置调节单元,位置调节单元包括平行设置在轧辊100径向两侧的两个小辊轮300,小辊轮300的顶部用于安放轧辊100,具体地,如图1所示,本实施例中轧辊100的底部两侧均设置有一对小辊轮300,支撑更加稳定。其中小辊轮300的底部均安装在固定支架上,且小辊轮300的转动由电机驱动,电机与plc控制中心相连,当完成一次检测时,通过小辊轮300转动,使得轧辊100另一待检测面与检测单元相接触,从而可以顺利进行下一次检测,整体检测流程顺畅,不需要人为调整轧辊100的位置,省时省力,提高了工作效率。同时由于检测点固定,对于现场环境也起到了保护作用,避免了人工检测时轧辊100的乱摆放问题,减轻了现场的环境污染。
47.本实施例中移动杆211的底部设置有上下移动的第四液压杆,第四液压杆的底部固定在滑动部上,且移动杆211在第四液压杆的带动下做上下运动,进而带动夹持部214上下运动。如图5所示,本实施例中夹持部214为矩形框架结构,且夹持部214的底部内侧与轧辊100端部110相接触的内侧壁上设置有第三压力传感器,当第三压力传感器检测到夹持部214与轧辊100端部110相接触支撑时,即发送信号至plc控制中心,停止第四液压杆的运动,完成对轧辊100端部110的支撑,能够适应于不同尺寸轧辊100的支撑固定,适用范围更加广泛。本实施例的检测系统在运行一段时间后,对于各种缺陷的数据采集会慢慢的累积,通过大数据的对比和分析对,数据也可用于分析轧钢对于轧辊100的需求、磨削的工艺要求、事故的处理以及轧辊100的生产等都有积极的意义。
48.本实用新型所述实例仅仅是对本实用新型的优选实施方式进行描述,并非对本实用新型构思和范围进行限定,在不脱离本实用新型设计思想的前提下,本领域工程技术人员对本实用新型的技术方案作出的各种变形和改进,均应落入本实用新型的保护范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1