机动车号牌自动上料检测装置的制作方法
1.本实用新型涉及一种自动检测装置,尤其是一种机动车号牌自动上料检测装置。
背景技术:
2.机动车牌照的制作过程是先将车牌压制成型,即压制牌照号码的数字或字母,使数字或字母从车牌表面凸出来,再利用烫印机将薄膜油墨覆盖在车牌上进行烫印,将油墨烫印在数字或字母表面。
3.但是,在压制、烫印的过程中,有可能会造成字符以及边框的缺陷,因此,烫印完成后,需要对号牌进行采集、核验,并将号牌信息进行存储。
4.目前,市场上出现的针对号牌采集和核验的装置,检测等技术还不成熟,对于号牌的采集和核验都需要通过人工进行,这种方式不仅需要大量的人力,而且对号牌的采集、核验速度较慢,无法维持一定的速度;同时,人工检验必然会产生失误,工作人员在长时间的工作下容易造成号牌采集错误等问题。
技术实现要素:
5.本实用新型要解决的技术问题是:提供一种机动车号牌自动上料检测装置,解决了人工核验速度缓慢且长时间工作容易疲劳产生失误等问题,能够快速、准确的进行号牌的采集、核验以及判别。
6.本实用新型解决其技术问题所采用的技术方案是:一种机动车号牌自动上料检测装置,包括检测机以及设置在检测机上料端且在检测机外部的上料部套;所述的上料部套与检测机为可拆卸式连接;所述的检测机包括成像检测模组以及下料模组,所述的上料部套通过检测机的传送带与成像检测模组连接进行水平上料;所述的成像检测模组包括相机、镜头以及光源,成像检测模组进行拍照并进行识读检测,输出好品或坏品的判别结果;所述的下料模组设置于成像检测模组的输出端,下料模组将检测好的车牌送出,由人工或后道设备进行收料,完成检测。
7.进一步的说,本实用新型所述的上料部套包括机架,所述的机架上设置有抬升底板、设置在抬升底板四周的多根垂直挡杆以及与抬升底板连接的驱动装置;所述的多根垂直挡杆组成上料仓,垂直挡杆的顶部通过横梁设置有接近开关;所述的驱动装置带动抬升底板步进式上升;所述的上料仓上方设置有机械臂组件,所述的机械臂组件包括直线滑轨模组以及设置在直线滑轨模组上的真空吸盘,所述的真空吸盘吸取上料仓内最表面的待测号牌并通过机械搬运臂搬移至检测机的传送带上。
8.进一步的说,本实用新型所述的光源包括第一光源和第二光源,所述的第一光源设置于第二光源的上方;所述的第一光源为环形光源,所述的第二光源为对称条形光源。
9.进一步的说,本实用新型所述的下料模组包括搬运组件和顶升组件;所述的搬运组件包括直线滑轨模组以及设置在直线滑轨模组上的机械搬运臂,所述的机械搬运臂的底部设置有真空吸盘;所述的顶升组件包括顶升电机以及与顶升电机连接的顶升杆,所述的
顶升杆包括内侧顶升杆和外侧顶升杆,所述的内侧顶升杆顶部设置有承托块,所述的外侧顶升杆对待测车牌进行限位。
10.本实用新型的有益效果是,解决了背景技术中存在的缺陷,以仪器检测、判断替代人工的检测作业,不仅可以更加快速、准确的进行号牌的采集和核验,而且减少了大量人力及缓慢的检查、核验速度;同时,避免了人工检验必然会产生失误,造成号牌采集错误等问题,增加了产能及减少了失误。
附图说明
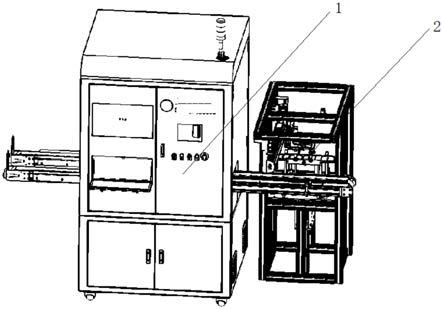
11.图1是本实用新型的结构示意图;
12.图2是本实用新型上料部套的结构示意图;
13.图3是本实用新型成像检测模组的结构示意图;
14.图4是本实用新型下料模组的结构示意图;
15.图中:1、检测机;2、上料部套;3、成像检测模组;4、下料模组;
16.21、抬升底板;22、垂直挡杆;23、步进电机;24、号牌;25、接近开关;26、真空吸盘;
17.31、环形光源;32、对称条形光源;
18.41、直线滑轨模组;42、机械搬运臂;43、顶升电机;44、内侧顶升杆;45、外侧顶升杆;46、承托块;47、出料皮带。
具体实施方式
19.现在结合附图和优选实施例对本实用新型作进一步详细的说明。这些附图均为简化的示意图,仅以示意方式说明本实用新型的基本结构,因此其仅显示与本实用新型有关的构成。
20.如图1
‑
4所示的一种机动车号牌自动上料检测装置,包括检测机1以及设置在检测机上料端且在检测机外部的上料部套2;所述的上料部套2与检测机1为可拆卸式连接。
21.上料部套2通过检测机的传送带与成像检测模组连接进行水平上料;上料部套包括机架,所述的机架上设置有抬升底板21、设置在抬升底板四周的多根垂直挡杆22以及与抬升底板连接的驱动装置;所述的多根垂直挡杆组成上料仓,垂直挡杆的顶部通过横梁设置有接近开关25;所述的驱动装置带动抬升底板步进式上升;驱动装置为步进电机23;所述的上料仓上方设置有机械臂组件,所述的机械臂组件包括直线滑轨模组以及设置在直线滑轨模组上的真空吸盘26,所述的真空吸盘吸取上料仓内最表面的待测号牌并通过机械搬运臂搬移至检测机的传送带上。机械臂组件每吸走一张号牌,抬升底板连接的步进电机工作,抬升底板就上升一个号牌厚度的高度。
22.检测机1包括成像检测模组以及下料模组,所述的成像检测模组3包括相机、镜头以及光源,成像检测模组与工控机连接,相机对待测机动车号牌进行拍照并上传至工控机的软件识别模块中进行识读检测,输出好品或坏品的判别结果;光源包括第一光源和第二光源,所述的第一光源设置于第二光源的上方;所述的第一光源为环形光源31,所述的第二光源为辅助光源,采用两个对称设置的条形光源组成对称条形光源32。
23.下料模组4设置于成像检测模组的输出端,下料模组将检测好的车牌分别由好品收料通道或坏品收料通道送出,以供人工或后道设备进行收料,从而完成检测。
24.下料模组包括搬运组件和顶升组件,所述的搬运组件包括直线滑轨模组41以及设置在直线滑轨模组上的机械搬运臂42,所述的机械搬运臂的底部设置有真空吸盘。机械搬运臂通过吸盘吸取已经完成采图的号牌,并根据检测结果分别将号牌放置在对应的收料通道上的顶升组件中。
25.顶升组件包括顶升电机43以及与顶升电机连接的顶升杆,所述的顶升杆包括内侧顶升杆44和外侧顶升杆45,内侧顶升杆与外侧顶升杆组成收料仓;所述的内侧顶升杆顶部设置有承托块46,所述的外侧顶升杆对待测车牌进行限位。顶升电机为步进电机,顶升杆从初始状态的最高点开始,每落一片号牌则下降一个固定高度,直到料仓达到设定的放料数量。
26.检测过程为:待测号牌堆叠放置在上料仓中,最表面的第一张号牌触发接近开关,机械臂组件的真空吸盘吸取上料仓内最表面的待测号牌并通过机械搬运臂搬移至检测机的传送带上;传送带将号牌传送至成像检测模组的下方,成像检测模组对号牌进行拍照并上传至工控机的软件识别模块中进行识读检测,输出好品或坏品的判别结果;然后搬运组件的机械搬运臂通过吸盘吸取已经完成采图的号牌,并根据检测的好品/坏品结果分别将号牌放置在好品/坏品收料通道的承托块上;并且每放置一个号牌,顶升杆下降一个号牌厚度的高度;当好品/坏品收料仓中任意一个料仓达到放料容量后,下料模组的出料皮带47转动将号牌送出。
27.以上说明书中描述的只是本实用新型的具体实施方式,各种举例说明不对本实用新型的实质内容构成限制,所属技术领域的普通技术人员在阅读了说明书后可以对以前所述的具体实施方式做修改或变形,而不背离实用新型的实质和范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1