座椅总成检具的制作方法
1.本实用新型涉及汽车零部件领域,更具体地说,涉及汽车零部件的测试工具。
背景技术:
2.国内市场上suv、mpv等大中型车辆的销量不断上升,suv、mpv等大中型车辆通常具有三排座位,三排座位中的第二排座位和第三排座位通过二三排座椅总成进行装配,因此二三排座椅总成逐渐成为汽车的重要组成部分。
3.由于加工工艺的原因,座椅总成存在着平整度偏差的问题,其会对汽车的平整度产生直接影响,从而影响到座椅的匹配和乘坐的舒适性。为了检查座椅总成的平整度,会使用座椅总成检具对座椅总成进行检查。由于二三排座椅总成需要安装两排座椅,所以座椅总成的体积较大。在现有技术中,针对二三排座椅总成,一般采用两种形式的检具开发。
4.一种是二排座椅总成与三排座椅总成独立分开开发检具。分开开发检具的优势是检具占地空间小、方便使用、避免了二排三排座椅在生产过程中两套产线不在同一区域使用不方便的问题以及对三坐标设备尺寸大小的需求降低。分开开发检具的缺点是检具独立使用,需要将二排座椅和三排座椅分开,不能与实际装车效果一致。另一种是为二三排座椅总成合并一起开发一套检具。合并开发的优势是检具与实际装车效果一致,即可体现单独检测也可以模拟到二三排共同检测,包括二三排前后运动空间的检测。合并开发的缺点是二三排座椅在一起的开发检具会变大,占用的空间也随之变大,同时对三坐标设备的尺寸要求也随之增大。合并开发直接或间接导致使用不方便、工厂置放空间增加、三坐标设备需求由原本分开开发只需要3米的机台变成5米的机台,接而又导致三坐标占地面积增大,致使导致整个项目开发费用大幅度增加。
技术实现要素:
5.本实用新型旨在提出一种部件独立但又能组合拼装的座椅总成检具。
6.根据本实用新型的一实施例,提出一种座椅总成检具,包括:
7.第一检具组件,第一检具组件包括第一底座、第一定位模块和第一仿形检测块,第一定位模块安装在第一底座上,第一仿形检测块安装在第一定位模块上;
8.第二检具组件,第二检具组件包括第二底座、第二定位模块和第二仿形检测块,第二定位模块安装在第二底座上,第二仿形检测块安装在第二定位模块上;
9.数个定位组件,数个定位组件分别安装在第一定位模块和第二定位模块上,数个定位组件互相定位并锁紧,使得第一定位模块和第二定位模块定位并锁紧。
10.在一个实施例中,数个定位组件包括:
11.x向定位件,x向定位件在x向上定位并锁死,所述x向是沿车身的长度方向;
12.y向定位件,y向定位件在y向上定位并锁死,所述y向是沿车身的宽度方向;
13.z向定位件,z向定位件在z向上定位并锁死,所述z向是高度方向。
14.在一个实施例中,x向定位件包括:
15.x向基座块,x向基座块上具有x向定位面;
16.x向定位块,x向定位块上具有x向定位面,x向定位块上还具有锁紧钩槽;
17.x向锁紧压钳,x向锁紧压钳包括压紧手柄和锁紧挂钩;
18.x向基座块和x向锁紧压钳共同安装在第一定位模块或第二定位模块的其中一个上,x向定位块安装在第一定位模块或第二定位模块中的另一个上,x向基座块和x向定位块的x向定位面互相贴合进行x向定位,锁紧挂钩挂入锁紧钩槽内,压紧手柄下压,锁紧挂钩锁紧在锁紧钩槽内,进行x向锁紧。
19.在一个实施例中,y向定位件包括:y向定位孔和y向定位销,y向定位孔安装在第一定位模块或第二定位模块的其中一个上,y向定位销安装在第一定位模块或第二定位模块中的另一个上,y向定位销嵌入y向定位孔中进行y向定位。
20.在一个实施例中,y向定位孔位于x向基座块上,y向定位孔形成在x向基座块的x向定位面上。y向定位销位于x向定位块上,y向定位销形成在x向定位块的x向定位面上。
21.在一个实施例中,z向定位件包括:
22.z向压杆,z向压杆包括压杆基座和绕压杆基座转动的压杆;
23.z向锁紧螺母,z向锁紧螺母安装在压杆上,z向锁紧螺母旋紧,压杆被锁紧在压杆基座上,z向锁紧螺母放松,压杆能绕压杆基座转动;
24.z向定位面;
25.z向压杆安装在第一定位模块或第二定位模块的其中一个上,z向定位面安装在第一定位模块或第二定位模块中的另一个上,压杆转动与z向定位面贴合进行z向定位,z向锁紧螺母旋紧,进行z向锁紧。
26.在一个实施例中,z向定位件还包括垫块,垫块安装在z向定位面上,压杆上具有台阶槽,台阶槽的位置与垫块相对应,压杆转动并与z向定位面贴合,垫块卡入台阶槽中。
27.在一个实施例中,x向基座块、x向锁紧压钳和z向压杆位于第一定位模块上。x向定位块和z向定位面位于第二定位模块上。
28.在一个实施例中,第一检具组件承载第二排座椅,第二排座椅安装在第一仿形检测块上。第二检具组件承载第三排座椅,第三排座椅安装在第二仿形检测块上。
29.在一个实施例中,第一底座和第二底座的底部具有移动机构和支撑机构。移动机构是滚轮组。支撑机构是带有调节部件的支撑杆。
30.本实用新型的座椅总成检具适用性广,独立的部件可以用于各种车型,比如两排的5座车型,通过拼装后的检具也可以用于三排的6座或7座车型,在满足单独座椅总成检具使用的同时也满足了整车座椅总成检具使用的功能,在提升灵活性的同时开发成本也大幅度降低。
附图说明
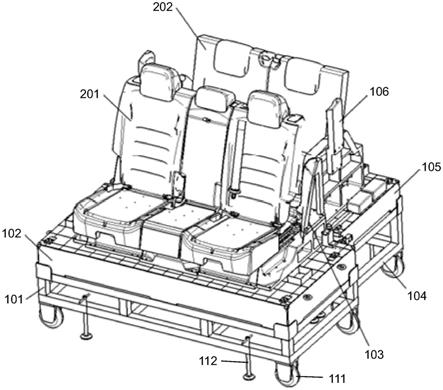
31.图1揭示了根据本实用新型的一实施例的座椅总成检具的结构图。
32.图2揭示了根据本实用新型的一实施例的座椅总成检具的定位组件的结构图,定位组件处于定位锁止状态。
33.图3揭示了根据本实用新型的一实施例的座椅总成检具的定位组件的结构图,定位组件处于解锁分离状态。
具体实施方式
34.图1揭示了根据本实用新型的一实施例的座椅总成检具的结构图。参考图1所示,该座椅总成检具包括:
35.第一检具组件,第一检具组件包括第一底座101、第一定位模块102和第一仿形检测块103。第一底座101是一个框架结构,第一底座101的底部具有移动机构和支撑机构。在图示的实施例中,移动机构是滚轮组111,支撑机构是带有调节部件的支撑杆112。使用时首先收起支撑杆112,然后利用滚轮组111将第一底座101推到需要的位置,放下支撑杆112使得第一底座的位置固定。通过调节部件可以调节支撑杆112的高度,在后续进行z向定位时会使用到调节部件。第一定位模块102安装在第一底座101上。第一仿形检测块103安装在第一定位模块102上。在图示的实施例中,第一检具组件承载第二排座椅,第二排座椅201安装在第一仿形检测块103上。
36.第二检具组件,第二检具组件包括第二底座104、第二定位模块105和第二仿形检测块106。第二底座104同样是一个框架结构,第二底座104的底部也具有移动机构和支撑机构。在图示的实施例中,移动机构是滚轮组111,支撑机构是带有调节部件的支撑杆112。使用时首先收起支撑杆112,然后利用滚轮组111将第二底座104推到需要的位置,放下支撑杆112使得第二底座的位置固定。通过调节部件可以调节支撑杆112的高度,在后续进行z向定位时会使用到调节部件。第二定位模块105安装在第二底座104上。第二仿形检测块106安装在第二定位模块105上。在图示的实施例中,第二检具组件承载第三排座椅,第三排座椅202安装在第二仿形检测块106上。
37.数个定位组件分别安装在第一定位模块102和第二定位模块105上,数个定位组件互相定位并锁紧,使得第一定位模块102和第二定位模块105定位并锁紧。在第一定位模块102和第二定位模块105定位并锁紧后,第一检具组件和第二检具组件就拼接形成了一个整体的,可以用于同时对二三排座椅进行检验的大型检具。
38.图2和图3揭示了根据本实用新型的一实施例的座椅总成检具的定位组件的结构图。图2展示了定位组件处于定位锁止状态的结构,图3展示了定位组件处于解锁分离状态的结构。如图所示,数个定位组件包括:x向定位件、y向定位件和z向定位件。x向定位件在x向上定位并锁死,x向是沿车身的长度方向。y向定位件在y向上定位并锁死,y向是沿车身的宽度方向。z向定位件在z向上定位并锁死,z向是高度方向。
39.在图示的实施例中,x向定位件包括:x向基座块301、x向定位块302和x向锁紧压钳303。x向基座块301上具有x向定位面。x向定位块302上也具有x向定位面。x向定位块302上还具有锁紧钩槽321。x向锁紧压钳303包括压紧手柄331和锁紧挂钩332。x向基座块301和x向锁紧压钳303共同安装在第一定位模块或第二定位模块的其中一个上,x向定位块302安装在第一定位模块或第二定位模块中的另一个上。在图示的实施例中,x向基座块301和x向锁紧压钳303位于第一定位模块102上,x向定位块302位于第二定位模块105上。x向基座块301和x向定位块302的x向定位面对向放置,然后互相贴合进行x向定位。锁紧挂钩332挂入锁紧钩槽321内,压紧手柄331下压,锁紧挂钩332锁紧在锁紧钩槽321内,进行x向锁紧。
40.在图示的实施例中,y向定位件包括:y向定位孔304和y向定位销305。y向定位孔安装在第一定位模块或第二定位模块的其中一个上,y向定位销安装在第一定位模块或第二定位模块中的另一个上,y向定位销305嵌入y向定位孔304中进行y向定位。在图示的实施例
中,y向定位孔304位于x向基座块301上,因而y向定位孔位于第一定位模块上。y向定位孔304形成在x向基座块301的x向定位面上。y向定位销305位于x向定位块302上,因而y向定位销位于第二定位模块上。y向定位销305形成在x向定位块302的x向定位面上。
41.在图示的实施例中,z向定位件包括:z向压杆306、z向锁紧螺母307和z向定位面308。z向压杆306包括压杆基座361和绕压杆基座转动的压杆362。z向锁紧螺母307安装在压杆362上,z向锁紧螺母307旋紧,压杆362被锁紧在压杆基座361上,z向锁紧螺母307放松,压杆362能绕压杆基座361转动。z向压杆306安装在第一定位模块或第二定位模块的其中一个上,z向定位面308安装在第一定位模块或第二定位模块中的另一个上。在图示的实施例中,z向压杆306位于第一定位模块102上。z向定位面308位于第二定位模块105上。压杆362转动与z向定位面308贴合进行z向定位,z向锁紧螺母307旋紧,进行z向锁紧。在图示的实施例中,z向定位件还包括垫块309,垫块309安装在z向定位面308上。压杆362上具有台阶槽,台阶槽的位置与垫块309相对应,压杆362转动并与z向定位面308贴合,垫块309卡入台阶槽中。
42.本实用新型的座椅总成检具的使用过程如下:将二排座椅和三排座椅安装在第一仿形检测块和第二仿形检测块上,再将三排座椅和二排座椅连同第一检具组件和第二检具组件一起推至对应的位置。利用定位组件对第一定位模块和第二定位模块进行定位和锁紧。定位和锁紧的顺序如下:
43.第一步先进行y向定位,将y向定位销对准y向定位孔。
44.第二步进行x向定位,x向基座块和x向定位块上的x向定位面对齐,推动底座使得x向基座块和x向定位块上的x向定位面贴合,同时y向定位销嵌入到y向定位孔中。锁紧挂钩挂入锁紧钩槽内并压下压紧手柄,进行x向的锁紧,同时也将y向锁紧。
45.第三步进行z向定位,转动压杆使得压杆与z向定位面贴合,如果存在高度差则可以利用支撑杆上的调节部件来调节支撑杆的高度,使得压杆与z向定位面紧密贴合,然后旋紧z向锁紧螺母进行z向锁紧。
46.本实用新型的座椅总成检具适用性广,独立的部件可以用于各种车型,比如两排的5座车型,通过拼装后的检具也可以用于三排的6座或7座车型,在满足单独座椅总成检具使用的同时也满足了整车座椅总成检具使用的功能,在提升灵活性的同时开发成本也大幅度降低。
47.还需要注意的是,以上所列举的实施例仅为本实用新型的具体实施例。显然本实用新型不局限于以上实施例,随之做出的类似变化或变形是本领域技术人员能从本实用新型公开的内容直接得出或者很容易便联想到的,均应属于本实用新型的保护范围。上述实施例是提供给熟悉本领域内的人员来实现或使用本实用新型的,熟悉本领域的人员可在不脱离本实用新型的实用新型思想的情况下,对上述实施例做出种种修改或变化,因而本实用新型的保护范围并不被上述实施例所限,而应该是符合权利要求书提到的创新性特征的最大范围。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1