使用X射线成像技术检测圆管尺寸的装置的制作方法
使用x射线成像技术检测圆管尺寸的装置
技术领域
1.本发明涉及一种检测方法,特别涉及一种使用x射线成像技术检测圆管尺寸的装置。
背景技术:
2.圆管一般是由多种材料经过挤出机加热融化后挤出,由牵引机持续拉伸,经过冷却槽定型,最后由切割机切割成固定长度的管材。挤出机有外模和内模,用于确定圆管的外壁的圆心和内壁的圆心,从挤出机挤出的圆管,由于材料未冷却,壁厚容易变化,而且牵引机的牵引速度过快或者过慢,都会导致壁厚的变薄或变厚。更糟糕的是,每天生产圆管的材料和设备的不稳定,导致挤压出来的圆管在外径和壁厚上有偏差。实际生产中,通过测量圆管的外径和壁厚,需频繁调整挤出机的加热温度、挤出机的挤出速度、牵引机的牵引速度。
3.而针对圆管尺寸的测量方式,基本使用游标卡尺、超声波检测、视觉成像检测、激光测量等。
4.游标卡尺只能检测圆管两端切口处的壁厚尺寸和圆管任意位置的外径,但是无法检测圆管中间的壁厚尺寸,同时精度差,人为干扰影响大;超声波检测只能检测圆管的壁厚尺寸,精度高,但是无法检测圆管的外径尺寸,并且其使用环境要求高,容易引发误操作;视觉成像检测和激光检测只能检测圆管的外径尺寸和端面壁厚,精度高,人为干扰影响小,但是使用环境要求高,且无法检测圆管中间的壁厚尺寸。
5.对于生产线的首批圆管壁厚的检测,需要在设备不停机的情况下,工人快速将产线上定型后的圆管锯开,然后使用游标卡尺测量,根据经验调节生产线的各种参数,等待一段时间让圆管成型比较稳定后,再次锯开产线上的圆管。这个过程不停地重复,直到圆管的尺寸符合生产要求。但是将圆管锯开会导致截面处的圆管变形,因此这个种方法测量得出的圆管壁厚数据是不可靠的。同时这种测量及调机方法耗时很长,依赖技术工人的经验和责任心,材料浪费严重,容易造成成品批量不合格。
6.同样,在质检管理时,需要质检员锯开抽样管,在锯开的端面用卡尺测量壁厚,测量效率低下,准确度不高,抽样数据比例偏小,数据不可靠。
技术实现要素:
7.为解决现有技术的不足,提供一种使用x射线成像技术检测圆管尺寸的设备及方法。本发明利用x射线能穿透圆管的管壁、不损坏圆管的特性,达到检测圆管任意位置的壁厚尺寸和外径尺寸,检测精度高,减少人工的误操作,降低次品率,提高生产效率。
8.为实现上述目的,本发明采用以下技术方案:
9.使用x射线成像技术检测圆管尺寸的装置,包括机座及外壳,在机座两侧的支架上安装有上下排列的两组滚轮,在外壳上开设有用于圆管进出的开孔,x射线发射器安装于机座上且位于两侧支架之间,与x射线发射器对应的成像板通过活动支架安装在x射线发射器上方的对侧。
10.使用x射线成像技术检测圆管尺寸的装置,在外壳用于圆管进入的开孔处固定有防辐射帘。防辐射帘可以使用常规的铅帘,用于防止x射线发射器的辐射外泄,保护现场检测的安全。比如可以使用左右两片铅帘安装在滚轮外侧,在铅帘与开口对应处可以开设圆形槽,用于圆管的穿设。外壳也可以使用铅质材料用来防止辐射外泄。或者可以在x射线发射及接收组件的外侧加装防辐射罩,或者也可以在外壳的开孔处覆盖铅片加强防辐射。
11.使用x射线成像技术检测圆管尺寸的装置,成像板通过带自锁结构的蜗轮蜗杆与活动支架连接,蜗杆上方固定有手柄,手柄穿出于外壳上方。成像板上固定有蜗轮,在机座上可活动地固定有蜗杆,比如通过轴承对蜗杆进行固定,同时在为防止活动支架旋转,在活动支架侧边设有限位挡块;转动手柄,带动蜗杆转动,从而可以使活动支架在蜗杆轴向上下移动,最终带动成像板相对于发射器远近移动,以便采集到最佳的圆管图像。
12.使用x射线成像技术检测圆管尺寸的装置,每只滚轮为中心凹两端凸起的倒锥形。
13.使用x射线成像技术检测圆管尺寸的装置,上滚轮的主轴与拉簧连接,拉簧另一端安装在机架下侧。滚轮组用于圆管的导向及支撑,当每组滚轮只有一只,就只是利用圆管的重力压迫其下方的滚轮进行定位,可能会造成定位不准确的情况,在下滚轮的上方通过拉簧对圆管进行拉动,将圆管的底端面与下滚轮压紧,能保证圆管下端面的定位准确,提高测量及计算的精确度。
14.本发明的技术效果:
15.本发明充分利用x射线的穿透性能,在不破坏圆管的情况下对其进行检测,并且可以连续检测,提高检测效率和检测抽样比例;提高调机效率,减少调机材料损耗;提高壁厚均匀度,使管材成品符合质量标准并节约材料;降低次品率,提高生产效率;全面监控,避免不合格品流入市场。
附图说明
16.图1
‑
图4为本发明圆管尺寸计算的原理示意图。
17.图5为本发明圆管的x射线成像原理示意图。
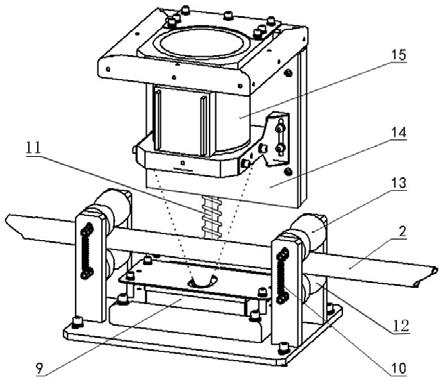
18.图6为本发明设备整体外形结构示意图。
19.图7为本发明设备整体结构示意图。
20.图8为本发明设备内部结构示意图。
21.图9
‑
10为本发明采集的圆管x射线成像图片及图像二值化后清晰化的圆管边缘的图片。
22.图11为本发明图片及坐标示意图。
23.图12为本发明电路原理框图。
24.图中标记为:1为x射线发射器,2圆管,3为x射线成像板,4为本发明外壳上用于圆管穿出的开孔,5为本发明x射线发射器及接收器的防辐射保护壳,6为底座上用于安装滚轮的支架,7为设备外壳,8手柄,9为x射线发射器,10拉簧,11蜗杆,12下滚轮,13上滚轮,14安装成像板的活动支架,15为x射线成像板。
具体实施方式
25.参照附图,使用x射线成像技术检测圆管尺寸的装置,包括机座及外壳7,在机座两
侧的支架上安装有上下排列的两组滚轮12
‑
13,在外壳上开设有用于圆管进出的开孔4,x射线发射器9安装于机座上且位于两侧支架的中间,与x射线发射器对应的成像板15通过活动支架安装在发射器上方对侧;在外壳用于圆管进入的开孔处固定有防辐射帘;成像板通过带自锁结构的蜗轮蜗杆11与活动支架连接,蜗杆通过轴承可活动地连接于机座上,蜗杆上方固定有手柄8,手柄穿出于外壳上方,活动支架上设有与蜗杆配合的蜗轮,同时在为防止活动支架旋转,在活动支架侧边设有限位挡块;每只滚轮为中心凹两端凸起的倒锥形;上滚轮的主轴与拉簧10连接,拉簧另一端安装在机架下侧。
26.本发明在使用时,将圆管2穿过两组滚轮之间,不同直径的圆管,通过滚轮的圆锥形结构及拉簧的作用,将圆管定位于滚轮组的中心,使得圆管与设备的位置相对固定。也可以将本设备放置在圆管挤出机的前方,用于连续检测生产线上的圆管。
27.检测时,通过x射线发射器持续或者间隔地向上照射圆管,从而在成像板上获取圆管的x射线图像。同时可以通过旋转手柄,移动成像板与发射器之间的距离,以获取更好的图像,即将圆管成像最大。
28.在实际测试时需要做到以下装配要求:
29.1、x射线源与成像板的距离恒定,其中h、n/2
‑
1可知;
30.2、挤出模具与检测设备装配后,x射线源与圆管外圆和内圆圆心的距离恒定,h和h1可知;
31.3、x射线源的射线轴线穿过圆管外圆圆心,其中bd与cd相等;
32.3、射线源被放在两组圆管支架中间,射线源外围附有铅帘,同时在被测圆管的进出口处的圆管套管包裹铅皮,用于阻挡射线辐射外泄;
33.4、圆管支架两组左右对称让被测管子保持在射线内固定位置,圆管支架设有固定支架和可活动支架,拉簧给可活动支架适当拉力用来固定被测管道,适应不同外径的圆管,保证测量过程稳定;
34.5、成像板可以用旋转手柄通过蜗轮蜗杆结构上下调整,使成像面积尽可能地大一些,即让被测圆管最大程度利用成像面积。
35.使用本发明设备进行检测的计算方法,即x射线成像技术检测圆管尺寸的方法,步骤如下:
36.步骤一、图像采集:通过成像板采集圆管的x射线成像图片,图片内包括圆管的外壁和内壁;
[0037][0038]
其中,p代表原始图片,m
×
n代表图像的原始尺寸,f(x,y)代表图像上任一点的像素。
[0039]
步骤二、预处理:将图像进行灰度化让图像便于处理,进行初步高斯滤波抑制噪声,对目标区域进行裁剪以缩减运算量,在图像的不同区域采用不同的阈值进行分割,将图像二值化以突出圆管轮廓,步骤如下:
[0040]
步骤二
‑
1、灰度化。进行灰度化让图像便于处理:将每个像素的rgb分量以不同的权值进行加权平均:
[0041]
f(x,y)=rp
×
r(x,y)+gp
×
g(x,y)+bp
×
b(x,y)
[0042]
一般令,rp=0.3,gp=0.59,bp=0.11,即
[0043]
f(x,y)=0.3
×
r(x,y)+0.59
×
g(x,y)+0.11
×
b(x,y)
[0044]
步骤二
‑
2、截图。对目标区域进行裁剪以缩减运算量:取垂直于圆管轴线的一个区域,并截取下来:
[0045][0046]
其中,p’代表截取后的图片,其中sam代表截取的范围。
[0047]
步骤二
‑
3、高斯滤波。将图像进行初步高斯滤波抑制噪声:首先确定生产掩模的尺寸。先设定模板s的大小sw
×
sh,并找到模板的中心位置cw
×
ch。然后设定高斯分布的标准差σ。然后遍历图像,根据高斯分布的函数,计算模板中每个系数的值s(i,j)。最后模板的每个系数要除以所有系数的和。这样就得到了小数形式的模板mask。
[0048]
cw=(sw
‑
1)/2;ch=(sh
‑
1)/2
[0049][0050][0051]
其中,sw和sh必须是奇数,σ越大,分布越分散,各部分比重差别不大,于是生成的模板各元素值差别不大,类似于平均模板;σ越小,分布越集中,中间部分所占比重远高于其他部分,反映到高斯模板上就是中心元素值远远大于其他元素值,就相当于中间值的点运算。
[0052]
将模板mask放到原图像a中进行二维卷积,对于原图像a中的一个像素f(x,y),卷积过程公式如下:
[0053][0054]
其中,q代表高斯滤波后的图片。
[0055]
步骤二
‑
4、自适应阈值分割。先设定一个自适应阈值矩阵thresh,并利用局部阈值分割的规则对图像进行分割,生成图像q’,以突出圆管轮廓:
[0056]
thresh=(1
‑
ratio)*q
[0057][0058]
其中,一般令ratio=0.15。
[0059]
步骤三、寻找圆管轮廓,寻找特征点。设立一条基准线l,历遍基准线上的所有点的值,找出与圆管轮廓相交的点,并标记下来。所找出的点j有四个,分别是圆管的外径左侧b点(sam
‑
1,pt1)、圆管的内径左侧b’点(sam
‑
1,pt2)、圆管的内径右侧c’点(sam
‑
1,pt3)和圆管的外径右侧c点(sam
‑
1,pt4):
[0060]
l=l(x,y)=[(sam
‑
1,0)
ꢀ…ꢀ
(sam
‑
1,n
‑
1)]
[0061]
j=j(x,y)
[0062]
=[(sam
‑
1,pt1) (sam
‑
1,pt2) (sam
‑
1,pt3) (sam
‑
1,pt4)]
[0063]
步骤四、计算圆管外径尺寸和壁厚尺寸。由相机的分辨率可推算出圆管在成像板上的投影,并由投影关系和装配关系,利用三角函数关系推算出圆管外径尺寸和壁厚尺寸,如图所示,ad为投影轴线,0为圆管的外圆圆心,0’为圆管内圆的圆心。
[0064]
本例中圆管尺寸的具体计算步骤如下:
[0065]
步骤四
‑
1、计算圆管外圆的外径尺寸r。
[0066][0067]
代入已知条件,且由相机的成像面积l
a
×
l
b
,l
a
×
l
b
对应m
×
n,可得,
[0068][0069]
因此,
[0070][0071]
步骤四
‑
2、计算圆管内圆的外径尺寸r、横向偏心距离x1和纵向距离h1的关系,推倒圆管的壁厚尺寸。代入已知条件,且由相机的成像面积la
×
lb可得,
[0072]
2δ=360
°‑
180
°‑
α
‑
β;ε=90
°‑
α
‑
δ;
[0073][0074][0075][0076][0077][0078]
因此,横向偏心距离x1=h1tanε,圆管内圆的外径尺寸
[0079]
同时,
[0080]
由此可求得,圆管的左侧壁厚t1,即线段pt1pt2和右侧壁厚t2,即线段pt3pt4,
[0081][0082]
[0083][0084]
因此,
[0085][0086]
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1