一种气动机叶片灵活性检查装置的制作方法
1.本实用新型涉及一种气动机叶片灵活性检查装置,属于电液伺服机构先进装配领域。
背景技术:
2.气动机是运载火箭飞行过程中将发动机供给的高压氢气转换为电液伺服机构液压能的能源组件,气动机的可靠性直接影响了伺服机构甚至时整箭的可靠性,是伺服机构的核心零部件。而气动机的核心零件为叶片,叶片装在空心转子轴的叶片槽中,叶片工作过程中要不仅沿着定子高速滑动,同时还要沿着与定子偏心装配的空心转子槽作高速伸缩运动,工作环境恶劣,对叶片质量和可靠性要求高。同时,由于叶片材质的原因,叶片对潮湿度较为敏感,易出现卡滞现象,尤其是在气动机工作过程中,叶片高速旋转,若叶片出现卡滞会导致伺服机构出现功能性失效,故在伺服机构装箭前须对气动机叶片的灵活性进行检查。
技术实现要素:
3.本实用新型解决的技术问题是:针对目前现有技术中,缺少对气动机叶片灵活性进行检查的装置,提出了一种气动机叶片灵活性检查装置。
4.本实用新型解决上述技术问题是通过如下技术方案予以实现的:
5.一种气动机叶片灵活性检查装置,包括空心转子轴、气动机定子、叶片,空心转子轴与叶片连接,旋转空心转子轴带动叶片旋转,空心转子轴与叶片均设置于气动机定子内。
6.当叶片于空心转子轴内旋转时,叶片向下掉落并撞击气动机定子生成撞击声,叶片灵活性满足要求,若未生成撞击声则叶片卡滞。
7.所述撞击声数量等于叶片数量时,叶片灵活性满足要求,否则叶片灵活性不满足要求。
8.还包括旋转装置,所述旋转装置为分体式结构,包括定位杆、锁紧片,定位杆一端设置为六方头结构,另一端设置有对称布置的矩形凸起,锁紧片通过定位杆六方头结构一端放入定位杆完成锁紧,所述定位杆通过矩形凸起一端与空心转子轴的矩形槽进行装卡。
9.所述定位杆材料为高韧性钢料,沿轴向设置有空心方槽,定位杆装入空心转子轴时,矩形凸起进入空心转子轴的矩形槽重合并卡紧。
10.所述空心转子轴于旋转装置带动叶片旋转,定位杆矩形凸起一端沿径向收缩后置于空心转子轴内,定位杆六方头一端与空心转子轴端面贴合。
11.所述定位杆放入空心转子轴内部长度与空心转子轴内矩形槽右端面距空心转子轴左端面距离一致,定位杆矩形凸起一端为压缩状态,待矩形凸起端与空心转子轴矩形槽完成装卡后,定位杆矩形凸起一端由压缩状态恢复为自由状态。
12.所述定位杆与空心转子轴装卡完毕后,锁紧片置于六方头结构一侧以锁死转子轴。
13.本实用新型与现有技术相比的优点在于:
14.(1)本实用新型提供的一种气动机叶片灵活性检查装置,可实现快速定位并锁紧空心转子轴,从而通过此装置可带动空心转子轴旋转。由于叶片灵活性检查气动空心转子轴需要旋转的方向与轴端面的锁紧背母松动的方向一致。通过此装置可避免以锁紧背母作为施力点来转动空心转子轴,规避背母松动的风险;
15.(2)本实用新型采用分体式结构可满足小通径空心转子轴的快速定位和锁紧,设计的用于快速定位空心轴卡槽的定位杆,沿轴向开有方槽,使其前端形成可径向收缩的对称两半,使用时手动收缩其径向尺寸,收缩后的定位杆可顺利进入小通径空心轴;定位杆后端有定位端面,保证进入空心轴的长度与卡槽位置始终保持一致,再通过旋转定位杆可快速定位空心轴卡槽;
16.(3)本实用新型采用设计的锁紧片是在空心轴卡槽被定位后,沿定位杆后端的方槽插入定位杆,使定位杆的两半沿背向圆心的方向扩张,快速锁紧定位槽,锁紧后,通过旋转定位杆从而带动气动机空心转子轴和叶片旋转。
附图说明
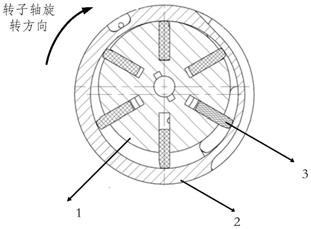
17.图1为实用新型提供的叶片灵活性检查装置示意图;
18.图2为实用新型提供的气动机空心转子轴旋转装置示意图;
19.图3为实用新型提供的空心转子轴旋转装置使用过程示意图;
具体实施方式
20.一种气动机叶片灵活性检查装置,可实现快速定位并锁紧空心转子轴,从而通过此装置可带动空心转子轴旋转。由于叶片灵活性检查气动空心转子轴需要旋转的方向与轴端面的锁紧背母松动的方向一致。通过此装置可避免以锁紧背母作为施力点来转动空心转子轴,规避背母松动的风险,具体结构如下:
21.包括空心转子轴、气动机定子、叶片,空心转子轴与叶片连接,旋转空心转子轴带动叶片旋转,空心转子轴与叶片均设置于气动机定子内,当叶片于空心转子轴内旋转时,叶片向下掉落并撞击气动机定子生成撞击声,叶片灵活性满足要求,若未生成撞击声则叶片卡滞,撞击声数量等于叶片数量时,叶片灵活性满足要求,否则叶片灵活性不满足要求。
22.检查装置还包括旋转装置,所述旋转装置为分体式结构,包括定位杆、锁紧片,定位杆一端设置为六方头结构,另一端设置有对称布置的矩形凸起,锁紧片通过定位杆六方头结构一端放入定位杆完成锁紧,所述定位杆通过矩形凸起一端与空心转子轴的矩形槽进行装卡。
23.其中,定位杆材料为高韧性钢料,沿轴向设置有空心方槽,定位杆装入空心转子轴时,矩形凸起进入空心转子轴的矩形槽重合并卡紧;
24.空心转子轴由旋转装置带动叶片旋转,定位杆矩形凸起一端沿径向收缩后置于空心转子轴内,定位杆六方头一端与空心转子轴端面贴合;
25.定位杆放入空心转子轴内部长度与空心转子轴内矩形槽右端面距空心转子轴左端面距离一致,定位杆矩形凸起一端为压缩状态;待矩形凸起端与空心转子轴矩形槽完成装卡后,定位杆矩形凸起一端由压缩状态恢复为自由状态,此时可装入锁紧片。
26.定位杆与空心转子轴装卡完毕后,锁紧片置于六方头结构一侧以锁死转子轴。
27.下面结合具体实施例进行进一步说明:
28.在本实施例中,叶片灵活性检查时,即手动反向,与工作旋转方向相反转动空心转子轴一周,听叶片自由掉落的声音,以确认叶片状态。若能听到清楚听到六声叶片自由落体撞击定子的轻脆声音,则认为叶片灵活性良好。
29.采用的分体式结构可满足小通径空心转子轴的快速定位和锁紧,设计有用于快速定位空心轴卡槽的定位杆,沿轴向开有方槽,使其前端形成可径向收缩的对称两半,使用时手动收缩其径向尺寸,收缩后的定位杆可顺利进入小通径空心轴;定位杆后端有定位端面,保证进入空心轴的长度与卡槽位置始终保持一致,再通过旋转定位杆可快速定位空心轴卡槽;
30.设计的锁紧片是在空心轴卡槽被定位后,沿定位杆后端的方槽插入定位杆,使定位杆的两半沿背向圆心的方向扩张,快速锁紧定位槽,锁紧后,通过旋转定位杆从而带动气动机空心转子轴和叶片旋转。
31.具体为:
32.如图1所示是气动机叶片灵活性检查示意图,由于气动机定子和空心转子轴两者偏心设计,通过旋转空心转子轴带动叶片旋转,若叶片在空心转子轴槽内灵活性好,则在旋转过程中当叶片处于竖直朝下时,叶片会往下掉落撞击定子,发出清脆的撞击声,若没有听到撞击声则表面叶片可能卡滞,需分解进一步检查。旋转一周所听到的撞击声应等于叶片的数量。此种叶片灵活性检查方法简单、可靠、成本低。
33.如图2所示是气动机空心转子轴旋转装置结构示意图,旋转装置采用分体式设计,由定位杆和锁紧片组成。定位杆一端为六方头,便于旋转;另一端设计有对称布置的矩形凸起,用于空心轴矩形槽的装卡;同时定位杆材料为高韧性钢料制造且沿轴向开有扁平的空心方槽,在定位杆进入空心转子轴时,可使其径向尺寸收缩,保证凸起部分能顺利进入小通径的空心轴,待定位杆的矩形凸起与空心转子轴的矩形槽重合时,定位杆的对称两半可利用其弹性迅速回弹,从而快速完成与空心转子轴的装卡。装卡完毕后,锁紧片通过定位杆六方一端的方槽放入定位杆,完成锁紧,保证旋转过程中定位杆的矩形突起与空心转子轴矩形槽装卡牢固。
34.如图3所示用空心转子轴旋转装置带动转子轴旋转,对气动机叶片灵活检查进行检查时,先将定位杆矩形凸起一端沿径向收缩后放入空心转子轴内部,如图3(a)所示;待定位杆六方头端面与转子轴端面贴合后,由于图中定位杆放入转子轴内部的长度与图中转子轴内的方槽右端面距转子轴左端面的尺寸一致,且定位杆凸起一端一直处于压缩状态,旋转六方头可快速定位方槽并完成装卡,如图3(b)所示;定位杆与转子轴装卡完毕后,从六方头一侧放入锁紧片,限制旋转过程中定位杆的相对运动,如图3(c)所示;锁紧片完全放入定位杆后,使定位杆可靠锁死转子轴,此时便可用定位杆的六方头作为施力点带动整个空心转子轴旋转,即可检查叶片的灵活性,如图3(d)所示。此种旋转装置具有快速装卡、快速锁紧及使用简单等特点。
35.本实用新型虽然已以较佳实施例公开如上,但其并不是用来限定本实用新型,任何本领域技术人员在不脱离本实用新型的精神和范围内,都可以利用上述揭示的方法和技术内容对本实用新型技术方案做出可能的变动和修改,因此,凡是未脱离本实用新型技术
方案的内容,依据本实用新型的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本实用新型技术方案的保护范围。
36.本实用新型说明书中未作详细描述的内容属于本领域技术人员的公知技术。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1