一种轴类零件圆跳动全自动检测装置的制作方法
1.本实用新型涉及检测装置技术领域,具体而言,是一种轴类零件圆跳动全自动检测装置。
背景技术:
2.随着制造业技术以及要求的飞速提高,配套的现代机加工基础行业随之也面临着更高的技术要求,对于加工零件的质量以及公差精度要求越来越严格。同样的,对于高质量、高精度的零件的检测方式及检测精度,也提出了高要求。其中尤其是圆跳动公差的检测更为重要。目前传统的轴类圆跳动检测方式一般为人工手动在偏摆台手持零件定位旋转检测,但是存在工件检测不稳定、手持固定影响较大的问题,造成零件检测尺寸差异。另外人工检测还存在小批量、不能长时间作业的问题。
技术实现要素:
3.本实用新型旨在一种轴类零件圆跳动全自动检测装置,实现轴类零件圆跳动检测的高效、便捷、高精度及自动化。
4.为解决上述问题,本实用新型所采用的技术方案是:
5.本实用新型的一种轴类零件圆跳动全自动检测装置,其特殊之处在于,包括配置于机架上的:
6.自动上料车,具有用以放置轴类零件且呈矩阵排布的轴孔;
7.三轴机器人模组,具有由三个方向的模组驱动控制的夹爪,所述夹爪用以夹持轴类零件,并在模组驱动下实现轴类零件的移动;
8.检测台,包括相互配合对轴类零件进行夹持的固定顶尖和旋转顶尖,以及配置于轴类零件一侧对其进行检测的千分表检测组件,和配置于轴类零件另一侧对其实施拿取抓握的旋转夹爪组件。
9.所述三轴机器人模组包括模组机架以及固定于模组机架上的x轴模组、y轴模组和z轴模组,所述y轴模组固定在x轴模组上,z轴模组固定于y轴模组上,z轴模组上安装有末端夹爪。
10.所述检测台包括安装于台架上的偏摆台,所述固定顶尖安装于所述偏摆台的轴孔内,用以对待测轴类零件的一侧定位。
11.所述旋转定位组件与所述偏摆台相对而设的安装于台架上,用以实现对待测轴类零件的驱动及另一侧夹持定位。
12.所述千分表检测组件和旋转夹爪组件分别固定在待测轴类零件的水平两侧。
13.所述旋转定位组件包括安装于平移模组上的旋转电机,以及由旋转电机输出连接的旋转顶尖,所述旋转顶尖与所述固定顶尖相对而设且同轴心,通过平移模组带动旋转电机及旋转顶尖的滑动能够调节旋转顶尖与固定顶尖之间的间距,以适应不同轴长的轴类零件,通过旋转电机带动旋转顶尖转动进而驱动轴类零件的旋转。
14.所述旋转夹爪组件包括安装于台架上的平移气缸,安装于平移气缸上的旋转气缸,以及安装于旋转气缸输出端的旋转夹爪,通过平移气缸可调整旋转夹爪在轴类零件上的夹握位置,通过旋转气缸实现旋转夹爪的转动角度以实现对轴类零件不同夹握姿态。
15.所述千分表检测组件由检测平移机构以及安装于平移机构上的两个千分表构成,其中一个千分表接触轴类零件的表面,另一个千分表接触在旋转顶尖的锥面。
16.本实用新型通过自动上料车,一次性放置批量检测产品,有效缩短人工重复搬运的浪费,批量性、长时间作业;实现零件的自动抓取上料、自动搬运、不合格品自动剔除。通过控制零件旋转实现自动检测,以及使用检测台圆跳动自检补偿零件圆跳动检测的方式,弥补检测台本身的机械误差,更好的减小检测误差,提高检测精度。同时解决人工手持工件检测不稳定,造成零件检测尺寸差异的问题。
附图说明
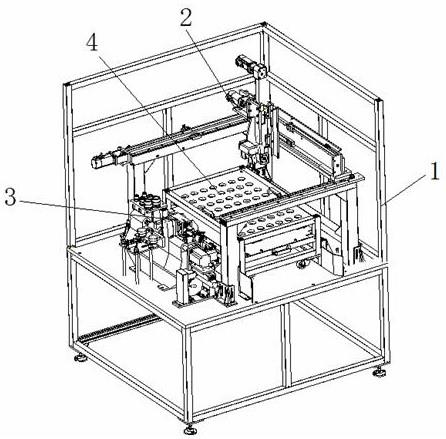
17.图1 本实用新型一种轴类零件圆跳动全自动检测装置结构示意图;
18.图2 本实用新型三轴机器人模组结构示意图;
19.图3 本实用新型检测台结构示意图;
20.图4 本实用新型检测台详细结构示意图。
具体实施方式
21.下面就附图对本实用新型作以下详细说明。
22.实施例一
23.图1所示为本实施例一种轴类零件圆跳动全自动检测装置的结构全貌,该检测装置用以检测轴类零件的圆跳动公差,其结构包括机架1以及配置于机架1上的三轴机器人模组2、检测台3和自动上料车4。所述自动上料车4具有用以放置轴类零件的轴孔,所述轴孔呈矩阵排布。通过三轴机器人模组2从自动上料车4上矩阵坐标抓料,移放至检测台上进行自动检测,待检测完成后取回,而后在自动上料车4上矩阵坐标放料。
24.三轴机器人模组2用以完成轴类零件的自动上下料,其结构如图2所示:包括模组机架21以及固定于模组机架21上的x轴模组22及x轴导轨23,y轴模组24固定在x轴模组22上,z轴模组25固定于y轴模组24上,z轴模组25上安装有末端夹爪26。
25.检测台3用以对轴类零件的圆跳动公差进行检测,如图3所示:包括安装于台架上的偏摆台31、旋转定位组件35、旋转夹爪组件34和千分表检测组件33;其中,所述偏摆台31的轴孔内安装有固定顶尖32,所述旋转定位组件与所述偏摆台31相对而设的安装于台架上,用以实现对待测轴类零件的驱动及一侧夹持定位,千分表检测组件33固定在待测轴类零件水平一侧,用以检测轴类零件的圆跳动公差,所述旋转夹爪组件34固定在待测轴类零件水平另一侧,用以实现对轴类零件的拿握夹持。具体的,所述旋转定位组件35包括安装于平移模组35-1上的旋转电机35-2,以及由旋转电机35-2输出连接的旋转顶尖35-3,所述旋转顶尖35-3与所述固定顶尖32相对而设且同轴心,通过平移模组35-1带动旋转电机35-2及旋转顶尖35-3的滑动能够调节旋转顶尖35-3与固定顶尖32之间的间距,以适应不同轴长的轴类零件,通过旋转电机35-2带动旋转顶尖35-3转动进而驱动轴类零件的旋转。所述旋转夹爪组件34包括安装于台架上的平移气缸34-1,安装于平移气缸34-1上的旋转气缸34-2,
以及安装于旋转气缸34-2输出端的旋转夹爪34-3,通过平移气缸34-1可调整旋转夹爪34-3在轴类零件上的夹握位置,通过旋转气缸34-2可实现旋转夹爪34-3的转动角度以实现对轴类零件不同夹握姿态。所述千分表检测组件33由检测平移机构33-1以及安装于平移机构33-1上的两个千分表33-2构成,其中一个千分表接触轴类零件的表面,另一个千分表接触在旋转顶尖35-3的锥面。
26.本实施例的一种轴类零件圆跳动全自动检测装置,其设计原理及操作过程如下:
27.三轴机器人模组2从自动上料车4中抓取待检测轴类零件,移放至检测台3旋转夹爪组件34的旋转夹爪34-3处,旋转夹爪34-3对接三轴机器人模组完成夹持后,三轴机器人模组2避开位置;旋转夹爪组件34的旋转气缸34-2带动旋转夹爪34-3完成90
°
旋转,旋转夹爪组件34的平移气缸34-1水平移动,使得轴类待检测零件一端定位在固定顶尖32上;旋转定位组件35的平移模组35-1推动旋转顶尖35-3水平移动,夹持定位轴类待检测零件的另一端;旋转夹爪组件34的旋转夹爪34-3松开零件,千分表检测组件33的平移机构33-1推动两个千分表分别接触轴类零件表面和旋转顶尖6的锥面;旋转定位组件35的旋转电机35-2驱动旋转顶尖35-3旋转,旋转顶尖35-3带动轴类待检测零件360
°
轴线旋转,完成圆跳动检测。
28.本实施例可以通过自动上料车,一次性放置批量检测产品,有效缩短人工重复搬运的浪费,批量性、长时间作业;实现零件的自动抓取上料、自动搬运、不合格品自动剔除。通过控制零件旋转实现自动检测,以及使用检测台圆跳动自检补偿零件圆跳动检测的方式,弥补检测台本身的机械误差,更好的减小检测误差,提高检测精度。同时解决人工手持工件检测不稳定,造成零件检测尺寸差异的问题。
29.综上所述,虽然本发明已以较佳实施例揭露如上,然其并非用以限定本发明,任何熟习此技艺者,在不脱离本发明的精神和范围内,当可作各种更动与润饰,因此本发明的保护范围当视后附的申请专利范围所界定者为准。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1