周向X射线探伤活动支架的制作方法
周向x射线探伤活动支架
技术领域
1.本实用新型属于探伤技术领域,特别涉及一种周向x射线探伤活动支架,尤其适用于电力焊工培训钢板对接焊缝试件和小径管对接焊缝试件射线探伤。
背景技术:
2.焊工取证和换证培训考试时,为检验焊工的技术水平,需对焊接试件的焊接接头进行无损检测,实际操作考试是一项重要内容之一,焊接试件的质量检验按照tsg z6002-2010《特种设备焊接操作人员考核细则》要求做射线检测,确保焊工满足考核取证的要求。无损检测会使用到x射线周向探伤机,且进行射线检测的焊接试件分为板材对接焊接试件(以下简称板试件)和管材对接焊接试件(以下简称管试件),其中板试件的尺寸一般为300mm
×
200mm,管试件分为管径小于76mm和大于等于76mm两种,实际焊接培训取证考核中管径小于76mm的较为常见,大于等于76mm的管试件试件较少;管试件长度一般为400mm,焊缝分布在试件中间。
3.考试时按批量进行,一次实操考试需要射线检测的试件非常多,且要求短时间内得到检测结果,工作量非常大,时间紧迫,提高检测效率是如期完成射线检测工作的关键,因此射线检测也应按批量进行检测,从而提高检测效率。
4.目前的x射线周向探伤机在一定程度上已经提升了检测效率,但是在操作时,需将x射线周向探伤机立放,而对于焊接试件的固定位置,则要确保焊缝接头与射线源处于同一水平面上,而且要在符合550mm~700mm的焦距条件下进行检测,对于外径≤89mm的小管焊缝接头的检测还需采用双壁双影椭圆成像透照方式,这需要上下移动管试件来调节射源偏移距离,目前无论是管试件还是板试件,焊接试件的位置固定方式是采用箱子、砖块、垫板等来垫高来调整偏移距离,操作繁琐而且不稳定,效率极低。
技术实现要素:
5.本实用新型针对现有技术中的不足,意在提供一种周向x射线探伤活动支架。
6.本方案中的周向x射线探伤活动支架,包括支座、多组板试件定位夹具和多组管试件定位夹具,所述支座包括环形的支撑台和连接在支撑台下表面的支撑腿,多组所述板试件定位夹具和管试件定位夹具分别沿支撑台的周向等间距设置;板试件定位夹具包括用于卡入板试件的卡槽,管试件定位夹具包括连接在支撑台上的底座和两组连接在底座上的夹板。
7.本方案的工作原理是:本方案中环形的支撑台设置,以便将x射线周向探伤机安放在支撑台的正中央位置。对板试件对接焊缝进行射线检测时,将板试件夹持在板试件定位夹具的卡槽中,使板试件的对接焊缝正对x射线周向探伤机的射线源,胶片紧贴在板试件背对x射线周向探伤机一侧,然后曝光拍片。
8.管试件的对接焊缝射线检测时则是将管试件的一端卡入两组夹板之间进行固定,管试件的焊缝正对x射线周向探伤机的射线源,胶片放置在管试件外表面相应对接焊缝的
区域上。本方案中沿支撑台的周向等间距设置多组板试件定位夹具和管试件定位夹具,则实现了同时对多个板试件或管试件进行射线检测。
9.本方案的有益技术效果是:相比于现有技术中采用箱子、砖块、垫板等来对焊接试件进行固定的方式而言,操作简单、高效,而且加强了焊接试件的稳定性,确保检测过程顺利进行。
10.进一步,所述板试件定位夹具还包括四根立柱,四根立柱之间的连线构成一个四边形,四根所述立柱构成所述卡槽。本方案中支撑台为环形,四根立柱构成卡槽的情况下,四根立柱会均分成两组分别位于两个同心圆的圆周上,进而它们之间的连线构成矩形或等腰梯形,整体结构简单、造价低,而且四根立柱就有四个固定点,足够确保板试件的稳定性。
11.进一步,所述夹板包括两块固定连接在底座上的固定板和两块滑动连接在底座上的活动夹板,活动夹板为弧形且圆心相同;固定板上螺纹连接有螺纹螺杆,螺纹螺杆的前端正对活动夹板,活动夹板上固定连接有滑杆,滑杆与固定板滑动连接。固定板的位置是不变的,通过滑杆能够推动两个活动夹板相向或反向移动,当活动夹板与管试件抵持后,转动螺纹螺杆使之与活动夹板抵持,从而固定活动夹板的位置,本方案方便夹持、固定不同外径的管试件。
12.进一步,所述管试件定位夹具还包括升降调节杆,底座固定连接在升降调节杆的顶部,升降调节杆的底部与支撑台固定连接。
13.对于外径≤76mm的管试件对接焊缝采用双壁双影椭圆一次透照,76mm<外径≤89mm的管试件,采用双壁双影椭圆两次透照,透照角度每次偏转小于等于90
°
。胶片放置在管试件外表面相应对接焊缝的区域上,且使射线的透照方向与对接焊缝成适当的夹角,使上下两焊缝在胶片上的影像呈椭圆形显示,其椭圆短轴内侧间距一般为3~10mm。完成这样的操作过程需要上下移动管试件,常规的方式是使用垫板进行垫高,垫板的规格不一,需要找到能够匹配的垫板,所以给检测过程增加了麻烦也延长了准备时间。然而本方案采用升降调节杆则可根据实际需要进行升降调节,操作简单易控。
14.进一步,所述升降调节杆为双头平底座推杆。
15.进一步,所述支撑台由多块等面积的圆环扇形板组成。相比于整块的环形支撑台而言,本方案可在制作支撑台和将其与支撑腿连接的过程中减小变形,二是当焊接试件的厚度较厚,焦距很大时,可把圆环扇形板向外移动,增大焦距以便检测。
16.进一步,所述支撑台由三块等面积的圆环扇形板组成。
17.进一步,所述立柱采用圆钢制成,支撑台采用钢板制成;所述支撑台的外径为1600mm,支撑台的宽度大于420mm,在支撑台表面直径为1240mm和1340mm的同心圆上分别均分18等分,在每个均分点上焊接1根所述立柱,相邻四根立柱构成一组所述的板试件定位夹具;所述管试件定位夹具有四组。根据本文背景技术中提到的板试件和管试件的尺寸规格,相应的检测焦距在550~700mm的范围内,而在此条件下本方案中支撑台的规格是相对最为合适的方案,可一次同时检测9块板试件或4根管试件,与培训考试时需要检验的板试件和管试件数量相切合。本技术中因支撑台是环形的,而所述的支撑台的宽度是指支撑台外径与内径的差。
附图说明
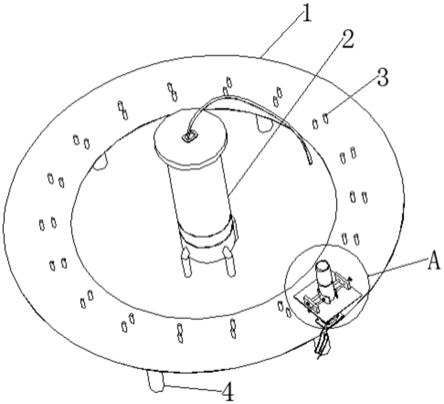
18.图1为本实用新型实施例1中周向x射线探伤活动支架透照管试件对接焊缝试件的结构示意图;
19.图2为图1中a处的放大图;
20.图3为本实用新型实施例1中周向x射线探伤活动支架中的管试件定位夹具的结构示意图;
21.图4为本实用新型实施例1中周向x射线探伤活动支架透照板试件对接焊缝试件的结构示意图;
22.图5为本实用新型实施例2中周向x射线探伤活动支架;
23.图6为纵向焊缝垂直透照法示意图;
24.图7为双壁双影透照示意图。
具体实施方式
25.下面通过具体实施方式进一步详细说明:
26.说明书附图中的附图标记包括:支撑台1、周向x射线探伤机2、立柱3、支撑腿4、管试件5、双头平底座推杆6、底座7、活动夹板8、螺纹螺杆9、固定夹板10、滑杆11、板试件12、圆环扇形13。
27.实施例1基本如附图1~图4所示:周向x射线探伤活动支架,包括支座、板试件12定位夹具和四组管试件定位夹具(图示只体现了一组),支座包括环形的支撑台1和连接在支撑台1下表面的六条支撑腿4,支撑台1采用钢板制成,钢板厚度为2mm,支撑腿4采用圆钢制成。支撑台1的内圆直径为1100mm,外圆直径为1660mm,六条支撑腿4平均分布在半径为700mm的支撑台1底面的同心圆的圆周上,支撑腿4直径为φ60mm、高度为285mm。在直径为1240mm和1340mm的支撑台1表面的同心圆的圆周上分别均分18等分,在均分点上焊接一根直径为φ14mm长度为50mm的圆钢材质的立柱3,连线构成一个等腰梯形的相邻四根立柱3构成一组所述的板试件12定位夹具,四根立柱3构成一个用于放入板试件12的卡槽,则板试件12定位夹具有九组。
28.四组管试件定位夹具沿支撑台1的周向等间距设置;管试件定位夹具包括双头平底座推杆6、底座7、两块固定板和两块活动夹板8,固定板焊接在底座7上,活动夹板8为圆弧形,两块活动夹板8的圆心相同,且该圆心也为底座7的中心点;固定板上开设有螺纹连接孔和内壁光滑的通孔,固定板上通过螺纹连接孔连接有螺纹螺杆9,螺纹螺杆9的前端正对活动夹板8。活动夹板8的外表面还固定连接有滑杆11,滑杆11滑动穿过固定板上的通孔,当管试件5放在底座7中心位置时,向底座7中心推动滑杆11,使两块弧形活动夹板8紧贴被检管试件5外表面,然后拧紧螺纹螺杆9使之与活动夹板8紧密抵持,将被测管试件5固定在平台上。
29.双头平底座推杆6的底部固定在支撑台1上,底座7固定连接在双头平底座推杆6的顶部。两天双头平底座推杆6共用一台电源转换器(型号为s-360-12),每台双头平底座推杆6可独立控制。
30.双头平底座推杆6的产品参数为:功率20w~30w,最大推力为1000n,行程为10mm~1200mm。
31.实施例2,与实施例1的区别是:如图5所示,支撑台1由三块等面积的圆环扇形13组成。
32.周向x射线探伤机2的射线源对准焊接试件的焊缝。而周向x射线探伤机2的射线源所在高度是确定的,焊接试件的规格通常也是确定的,所以实施本方案时,可根据使用到的周向x射线探伤机2的射线源位置来确定支撑台1所在的高度,所以此处不再赘述支撑腿4高度的其它情况。
33.以上支撑台1的尺寸、板试件12定位夹具和管试件定位夹具的具体位置只是其中一种实施方式,只要能满足测试焦距在550~700mm即可。
34.利用周向x射线探伤机2检测焊接试件的操作如下:
35.1、射线检测板试件12的对接焊缝
36.采用垂直透照法对板试件12对接焊缝进行射线检测,根据tsg z6002-2010要求射线检测标准为nb/t 47013.2-2015,检测等级为ab级。
37.板试件12对接焊缝采用纵向焊缝垂直透照法,由于周向x射线探伤机2为周向发射射线,一次曝光可透照位于其周向上的多张胶片,纵向焊缝垂直透照法见图6。
38.图6中:l1为射源距离试件射源侧表面的距离,l2为工件表面到胶片的距离,l3为一次透照长度,焦距f=l1+l2。
39.利用本技术方案中的活动支架透照板试件12对接焊缝,板试件12放置在四根立柱3形成的卡槽位置之间,胶片紧贴在板试件12背面(周向x射线探伤机2方向看向板试件12)然后曝光拍片,见图2。
40.2、透照小径管(外径≤89mm)管试件5对接焊缝试件
41.外径≤76mm的管试件5对接焊缝采用双壁双影椭圆一次透照,76mm<外径≤89mm的管试件5采用双壁双影椭圆两次透照,透照角度每次偏转小于等于90
°
。胶片放置在管试件5外表面相应焊缝的区域上,且使射线的透照方向与焊缝成适当的夹角如图7所示,使上下两焊缝在底片上的影像呈椭圆形显示,其椭圆短轴内侧间距一般为3~10mm。
42.图7中:l1为射源到管试件5射源侧表面的距离,l2为工件表面到胶片的距离(l2=d+2h),焦距f=l1+l2,d为管子外径,h为焊缝余高(一般为2mm);s0为射源偏移距离,s0=l1/l2(b+g),b为焊缝宽度(一般b取10mm),g为底片椭圆焊缝影像开口间距(3~10mm)。
43.利用本技术的活动支架透照管试件5对接焊缝,管试件5试件对接焊缝宽度一般为10mm,焊缝两侧管试件5长度分别为100mm,管试件5试件放置在底座7中心处,通过调整双头平底座推杆6的高度来调节射源偏移距离s0,从而控制焊缝影像椭圆短轴内侧间距满足射线检测标准要求,见图4。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1