一种卷烟条盒平整度检测装置的制作方法
1.本实用新型属于卷烟产品外观质量检测技术领域,更具体的说涉及一种卷烟条盒平整度检测装置。
背景技术:
2.当前卷烟条盒外层覆盖有透明纸,透明纸能够使卷烟条盒保持美观,并且提高条盒密闭性,提高卷烟储存时间。条盒透明纸厚度较薄,热封融化可能会使透明纸产生不规则褶皱,使卷烟条盒出现平整度瑕疵,通常卷烟条盒均采用图像识别系统对外观瑕疵条盒进行识别,图像识别系统通过对比拍摄图像与预设图像间像素差异进行判断,透明纸起皱外观缺陷从图像中难以显示,传统图像识别系统难以识别透明纸瑕疵,烟条条盒平整度瑕疵类外观缺陷识别准确性较低,需要后期人工抽检排查缺陷烟条。
技术实现要素:
3.为了克服背景技术中存在的问题,本实用新型专利提供了一种卷烟条盒平整度检测装置,通过激光位移传感器检测卷烟条盒平整度,检测结果准确,提高产品质量,降低人工抽检劳动强度。
4.为了实现上述目的,本实用新型是通过以下技术方案实现的:一种卷烟条盒平整度检测装置,包括激光位移传感器、电动气缸、条盒提升机、编码器、缓冲托板、输送皮带、plc控制器,所述的激光位移传感器设置于条盒提升机上方,所述的条盒提升机由提升电机驱动,提升电机上设置有编码器,条盒提升机出烟口侧壁设置有电动气缸,条盒提升机出烟口与缓冲托板连接,缓冲托板末端与输送皮带连接,所述的plc控制器与激光位移传感器、电动气缸、提升电机、编码器连接。
5.所述的条盒提升机机架设置有声光报警装置,声光报警装置与plc控制器连接。
6.所述的条盒提升机机架设置有触摸显示屏,所述的触摸显示屏与plc控制器连接。
7.本实用新型有益效果:电动气缸推动条盒匀速出烟,激光位移传感器测量传感器与条盒表面相对距离,根据相对距离变化判断卷烟条盒平整度,检测结果准确,提高外观检测准确性,降低人工抽检劳动强度。
附图说明
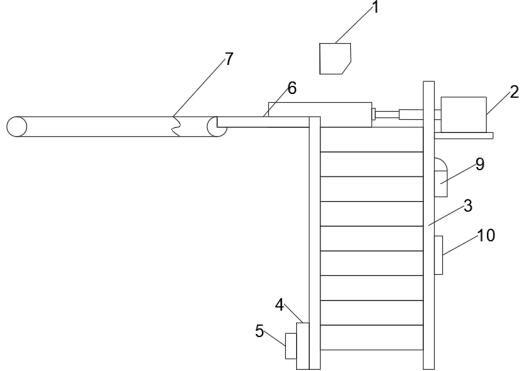
8.图1为本实用新型结构示意图;
9.图2为本实用新型电路图。
10.图中,1-激光位移传感器、2
‑ꢀ
电动气缸、3-提升皮带、4-提升电机、5-编码器、6-连接板、7-输送皮带、8-plc控制器、9-声光报警装置、10-触摸显示屏。
具体实施方式
11.为了使本实用新型的目的、技术方案和有益效果更加清楚,下面将结合附图,对本
实用新型的优选实施例进行详细的说明,以方便技术人员理解。
12.如图1-2所示,一种卷烟条盒平整度检测装置,包括激光位移传感器1、电动气缸2、条盒提升机3、编码器5、缓冲托板6、输送皮带7、plc控制器8,所述的条盒提升机3由提升电机4驱动,提升电机4动作带动条盒提升机内托板将卷烟条盒从下向上竖直提升,提升电机4上设置有编码器5,编码器5检测提升电机4动作情况,判断卷烟条盒输送位置。条盒提升机3上方设置有激光位移传感器1,激光位移传感器1检测面正对卷烟条盒顶面,条盒提升机3顶端开设有出烟口,卷烟条盒通过出烟口进行出烟,传统条盒提升机后端直接连接输送皮带7,卷烟条盒到达顶端后直接通过输送皮带7运输至下一流程,激光位移传感器1检测过程中需要卷烟条盒稳定,若直接连接输送皮带7卷烟条盒会上下抖动并且会突然提速,影响激光位移传感器1正常检测,本实用新型在条盒提升机3出烟口侧壁设置有电动气缸2,条盒提升机3出烟口与缓冲托板6连接,缓冲托板6长度大于卷烟条盒长度,电动气缸2匀速推动卷烟条盒进入缓冲托板6,卷烟条盒完整通过激光位移传感器1,激光位移传感器1测量传感器与卷烟条盒表面相对距离,根据相对距离变化判断卷烟条盒平整度。所述的plc控制器8与激光位移传感器1、电动气缸2、提升电机4、编码器5连接,plc控制器8根据编码器5数据驱动提升电机4动作,卷烟条盒到达出烟口后plc控制器8驱动提升电机4停止动作同时驱动电动气缸2推动卷烟条盒匀速移动,卷烟条盒匀速经过激光位移传感器1。
13.进一步的,所述的条盒提升机3机架设置有声光报警装置9,声光报警装置9与plc控制器8连接。激光位移传感器1检测出卷烟条盒存在平整度外观瑕疵后,plc控制器8驱动声光报警装置9报警,提醒工作人员人工检查瑕疵卷烟条盒。
14.进一步的,所述的条盒提升机3机架设置有触摸显示屏10,所述的触摸显示屏10与plc控制器8连接。不同牌号卷烟条盒尺寸不一,工作人员可以通过触摸显示屏10切换不同牌号卷烟条盒待检样品标准值,激光位移传感器1实际测量值和不同牌号待检样品标准值比较,对不同牌号卷烟条盒平整度进行判断。
15.本实用新型的工作过程:卷烟条盒进入条盒提升机3进行提升,编码器5检测提升电机4动作情况,判断卷烟条盒输送位置,当卷烟条盒输送至出烟口时,plc控制器8驱动提升电机4停止动作同时驱动电动气缸2匀速推动卷烟条盒,卷烟条盒进入缓冲托板6,激光位移传感器1精准测量传感器至卷烟条盒表面距离,plc控制器8比对实际测量值和待测样品标准值,当卷烟条盒表面存在平整度瑕疵时,实际测量值与待测样品标准值间存在差异,plc控制器8驱动电动气缸2停止动作,平整度外观瑕疵卷烟条盒停留在缓冲托板6内,便于工作人员查看。
16.最后说明的是,以上优选实施例仅用于说明实用新型的技术方案,而非限制尽管通过上述优选实施例已经对本实用新型进行了详细的描述,但本领域技术人员应当理解可以在形式上和细节上对其做出各种改变,而不偏离本实用新型的保护范围。
技术特征:
1.一种卷烟条盒平整度检测装置,其特征是:包括激光位移传感器(1)、电动气缸(2)、条盒提升机(3)、编码器(5)、缓冲托板(6)、输送皮带(7)、plc控制器(8),所述的激光位移传感器(1)设置于条盒提升机(3)上方,所述的条盒提升机(3)由提升电机(4)驱动,提升电机(4)上设置有编码器(5),条盒提升机(3)出烟口侧壁设置有电动气缸(2),条盒提升机(3)出烟口与缓冲托板(6)连接,缓冲托板(6)末端与输送皮带(7)连接,所述的plc控制器(8)与激光位移传感器(1)、电动气缸(2)、提升电机(4)、编码器(5)连接。2.根据权利要求1所述的一种卷烟条盒平整度检测装置,其特征是:所述的条盒提升机(3)机架设置有声光报警装置(9),声光报警装置(9)与plc控制器(8)连接。3.根据权利要求1所述的一种卷烟条盒平整度检测装置,其特征是:所述的条盒提升机(3)机架设置有触摸显示屏(10),所述的触摸显示屏(10)与plc控制器(8)连接。
技术总结
本实用新型公开了一种卷烟条盒平整度检测装置,属于卷烟产品外观质量检测技术领域,所述的一种卷烟条盒平整度检测装置包括激光位移传感器、电动气缸、条盒提升机、编码器、缓冲托板、输送皮带、PLC控制器,电动气缸推动条盒匀速出烟,激光位移传感器测量传感器与条盒表面相对距离,根据相对距离变化判断卷烟条盒平整度,检测结果准确,提高外观检测准确性,降低人工抽检劳动强度。低人工抽检劳动强度。低人工抽检劳动强度。
技术研发人员:焦俊 郝静烈 常晟 王晓霞 李红玲
受保护的技术使用者:红云红河烟草(集团)有限责任公司
技术研发日:2021.07.30
技术公布日:2022/3/29
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1