一种高能X射线天文望远镜镜片成形前精确定位转移装置的制作方法
一种高能x射线天文望远镜镜片成形前精确定位转移装置
技术领域
1.本实用新型涉及天文仪器技术领域,具体为一种高能x射线天文望远镜镜片成形前精确定位转移装置。
背景技术:
2.x射线天文学是研究天体x射线辐射的天文学分支,观测对象的光子能量范围在0.1~100kev之间,通常将0.1~10kev的x射线称为软x射线,10~100kev称为硬x射线。x射线望远镜是x射线天文学中的重要观测仪器,由于x射线本身的性质,仅在掠入射时会发生全反射现象。根据这种现象,目前普遍采用的x射线成像望远镜是由德国科学家wolter在1952年提出的以他的名字命名的wolter-i型掠入射式成像望远镜。但是在掠入射情况下,x射线的能量越高,全外反射临界角度越小,所以单组镜片的望远镜集光面积很小。为了有效地增大望远镜集光面积,1972年van speybroeck提出了多层嵌套的方案,每层望远镜的口径不同,所用镜片的曲率不同。由于卫星的载荷空间有限,所以在有限的口径下,期望反射镜片越薄越好,并且越内层的反射镜镜片的曲率半径越小,即曲率越大。同时,考虑到望远镜的成像分辨率,对反射镜的面形质量也有较高的要求。
3.在柱面镜片在检测的过程中,需要将镜片竖立放置,如果镜片的底端与母线不垂直,则会造成镜片无法稳定竖直放置的问题,进而增加检测难度和镜片的切割难度等问题。
技术实现要素:
4.本实用新型的目的在于提供一种高能x射线天文望远镜镜片成形前精确定位转移装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:一种高能x射线天文望远镜镜片成形前精确定位转移装置,包括底座,所述底座左侧固定连接有直尺,所述底座顶部设置有水平位移台、水平仪、竖直升降台和u形架。
6.所述底座包括有导轨、丝杆、方形丝母和第一螺纹旋钮,所述方形丝母螺纹连接丝杆,所述第一螺纹旋钮右端转动连接于底座左侧中部,所述丝杆左端固定连接于第一螺纹旋钮右端,所述底座正面设置有第一刻度尺,所述第一刻度尺下方设置有刻线,所述导轨固定连接于底座顶部前端,所述方形丝母顶部固定连接水平位移台,所述水平位移台的两内侧滑动连接导轨。
7.优选的,所述水平仪包括有水平仪支座、水平仪水平管和水平仪小球,所述水平仪支座固定连接于水平位移台顶部右侧后端,所述水平仪水平管固定连接于水平仪支座顶部,所述水平仪小球设置于水平仪水平管内。
8.优选的,所述竖直升降台包括有竖直齿条、竖直升降滑块、第二螺纹旋钮、竖直立板和加强板,所述加强板固定连接于水平位移台顶部,所述竖直立板固定连接于加强板左侧,所述竖直齿条固定连接于竖直立板左侧中部,所述竖直升降滑块滑动连接于竖直立板左侧,所述竖直升降滑块内部设置有与竖直齿条垂直相连的横向齿轮,所述第二螺纹旋钮
固定连接于横向齿轮前端。
9.优选的,所述u形架包括有横梁、齿轮、反向齿条装置、第三螺纹旋钮、第二刻度尺和直梁臂,所述横梁固定连接于竖直升降滑块左侧顶部,所述第三螺纹旋钮转动连接于横梁顶部中间,所述齿轮固定连接于第三螺纹旋钮底端,所述反向齿条装置啮合于齿轮外圈,所述第二刻度尺设置于反向齿条装置左侧中部,所述直梁臂固定连接于反向齿条装置左侧。
10.优选的,所述第一刻度尺的长度为-30mm—+30mm,所述直尺刻度为-150mm—+150mm,且所述直尺的0刻度位置与底座的横向正中心对齐,通过设置第一刻度尺更便于观察。
11.优选的,所述第二刻度尺刻度为80mm-160mm,可以通过第二刻度尺直观显示数据。
12.优选的,所述反向齿条装置为两条对称、水平放置的齿条,分别位于所述齿轮的两侧,可以通过齿轮转动而进行移动。
13.与现有技术相比,本实用新型提供了一种高能x射线天文望远镜镜片成形前精确定位转移装置,具备以下有益效果:
14.1、该高能x射线天文望远镜镜片成形前精确定位转移装置,该装置有效实现超薄片在模具前后方向上的精确定位,进而选择模具面形较好的部位进行热成形复制实验。
15.2、该高能x射线天文望远镜镜片成形前精确定位转移装置,实现超薄片对称放置在模具上,超薄片靠重力塌陷时便能平稳地贴合在模具上,进而优化热成形法制作的镜片面形。
16.3、该高能x射线天文望远镜镜片成形前精确定位转移装置,实现热成形后的镜片底端与母线垂直,镜片便能稳定放置在任何平台上,有助于简化镜片的检测过程及切割过程。
附图说明
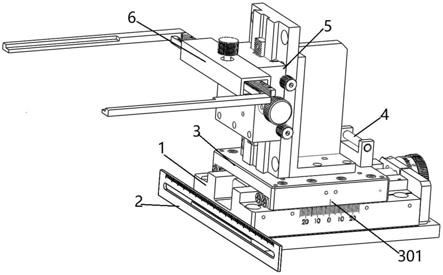
17.图1为本实用新型立体结构示意图;
18.图2为本实用新型底座结构示意图;
19.图3为本实用新型水平仪结构示意图;
20.图4为本实用新型竖直升降台结构示意图;
21.图5为本实用新型u形架结构示意图;
22.图6为本实用新型如实施例2结构示意图。
23.图中:1、底座;101、导轨;102、丝杆;103、方形丝母;104、第一螺纹旋钮;105、第一刻度尺;2、直尺;3、水平位移台;301、刻线;4、水平仪;401、水平仪支座;402、水平仪水平管;403、水平仪小球;5、竖直升降台;501、竖直齿条;502、竖直升降滑块;503、横向齿轮;504、第二螺纹旋钮;505、竖直立板;506、加强板;6、u形架;601、横梁;602、齿轮;603、反向齿条装置;604、第三螺纹旋钮;605、第二刻度尺;606、直梁臂;7、超薄片;8、模具。
具体实施方式
24.下面将结合本实用新型实施例中的附图,对本实用新型实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本实用新型一部分实施例,而不是全部的
实施例。基于本实用新型中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本实用新型保护的范围。
25.在本实用新型中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或成一体;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通或两个元件的相互作用关系。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本实用新型中的具体含义。
26.实施例1:
27.请参阅图1-5,本实用新型提供一种技术方案:一种高能x射线天文望远镜镜片成形前精确定位转移装置,包括底座1,底座1左侧固定连接有直尺2,底座1顶部设置有水平位移台3、水平仪4、竖直升降台5和u形架6,水平仪4包括有水平仪支座401、水平仪水平管402和水平仪小球403,水平仪支座401固定连接于水平位移台3顶部右侧后端,水平仪水平管402固定连接于水平仪支座401顶部,水平仪小球403设置于水平仪水平管402内,竖直升降台5包括有竖直齿条501、竖直升降滑块502、第二螺纹旋钮504、竖直立板505和加强板506,加强板506固定连接于水平位移台3顶部,竖直立板505固定连接于加强板506左侧,竖直齿条501固定连接于竖直立板505左侧中部,竖直升降滑块502滑动连接于竖直立板505左侧,竖直升降滑块502内部设置有与竖直齿条501垂直相连的横向齿轮503,第二螺纹旋钮504固定连接于横向齿轮503前端,u形架6包括有横梁601、齿轮602、反向齿条装置603、第三螺纹旋钮604、第二刻度尺605和直梁臂606,横梁601固定连接于竖直升降滑块502左侧顶部,第三螺纹旋钮604转动连接于横梁601顶部中间,齿轮602固定连接于第三螺纹旋钮604底端,反向齿条装置603啮合于齿轮602外圈,第二刻度尺605设置于反向齿条装置603左侧中部,直梁臂606固定连接于反向齿条装置603左侧,第一刻度尺105的长度为-30mm—+30mm,直尺2刻度为-150mm—+150mm,且直尺2的0刻度位置与底座1的横向正中心对齐,通过设置第一刻度尺105更便于观察,第二刻度尺605刻度为80mm-160mm,可以通过第二刻度尺605直观显示数据,反向齿条装置603为两条对称、水平放置的齿条,分别位于齿轮602的两侧,可以通过齿轮602转动而进行移动,该装置有效实现超薄片7在模具8前后方向上的精确定位,进而选择模具8面形较好的部位进行热成形复制实验,实现超薄片7对称放置在模具8上,超薄片7靠重力塌陷时便能平稳地贴合在模具8上,进而优化热成形法制作的镜片面形,实现热成形后的镜片底端与母线垂直,镜片便能稳定放置在任何平台上,有助于简化镜片的检测过程及切割过程。
28.底座1包括有导轨101、丝杆102、方形丝母103和第一螺纹旋钮104,方形丝母103螺纹连接丝杆102,第一螺纹旋钮104右端转动连接于底座1左侧中部,丝杆102左端固定连接于第一螺纹旋钮104右端,底座1正面设置有第一刻度尺105,第一刻度尺105下方设置有刻线301,导轨101固定连接于底座1顶部前端,方形丝母103顶部固定连接水平位移台3,水平位移台3的两内侧滑动连接导轨101。
29.实施例2:
30.在实施例1的基础上,请参阅图6,本实用新型提供一种技术方案:一种高能x射线天文望远镜镜片成形前精确定位转移装置,两侧直梁臂606中部设置有超薄片7,模具8设置在直尺2左侧,u形架6通过水平位移台3和竖直升降台5的调节可实现超薄片7的前后、上下
移动,实现超薄片7在模具8上的精确定位。
31.以制作半径为70mm的柱面镜片为例,若想将超薄片7放置在模具8正中间位置,则将水平位移台3侧面的刻线301移动到底座上第一刻度尺105的0刻位;通过旋转第二螺纹旋钮504将竖直升降滑块502升至竖直齿条501的最顶端;通过旋转第三螺纹旋钮604将反向齿条装置603调至161刻位,即l形台阶的直梁臂606的台阶间距为161mm,将一尺寸为150mm*160mm的超薄片7放置在l形台阶的直梁臂606的台阶上,并将超薄片7移至台阶的最底部,用手托住底座1将整个装置移至热弯成形的高温炉内,通过水平仪小球403是否在水平仪水平管402正中间位置来判断底座1是否水平;将直尺2的70刻位对准模具8的底部,然后旋转第二螺纹旋钮504将竖直升降滑块502降低至竖直齿条501的最低端,超薄片7便能对称地放置在模具8的正中间,进而超薄片7靠重力塌陷时便能平稳地贴合在模具8上,实现镜片面形的优化;另外由于超薄片7放置在l形台阶直梁臂606台阶的最底部,且直尺2与模具8的底部紧贴放置,所以超薄片7的底部与模具8的底部处于平行状态,进而实现热成形后的镜片底端与母线垂直,镜片便能稳定放置在任何平台上。
32.需要说明的是,在本文中,诸如第一和第二等之类的关系术语仅仅用来将一个实体或者操作与另一个实体或操作区分开来,而不一定要求或者暗示这些实体或操作之间存在任何这种实际的关系或者顺序。而且,术语“包括”、“包含”或者其任何其他变体意在涵盖非排他性的包含,从而使得包括一系列要素的过程、方法、物品或者设备不仅包括那些要素,而且还包括没有明确列出的其他要素,或者是还包括为这种过程、方法、物品或者设备所固有的要素。在没有更多限制的情况下,由语句“包括一个......”限定的要素,并不排除在包括所述要素的过程、方法、物品或者设备中还存在另外的相同要素。
33.尽管已经示出和描述了本实用新型的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本实用新型的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本实用新型的范围由所附权利要求及其等同物限定。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1