高速行星滚柱丝杆性能跑合装置的制作方法
1.本实用新型涉及一种高速行星滚柱丝杆,尤其是一种行星滚柱丝杠副跑合装置。
背景技术:
2.随着现代科技的进步和机械加工工艺的不断发展,体现高切削速度、高进给速度、高加工精度等特征的高速精密数控机床是装备制造业的技术和发展方向,是装备制造业的战略性产业。高速精密数控机床不仅具有极高的生产效率,而且可显著提高零件的加工精度和表面质量。高速精密数控机床的工作性能,首先取决于高速丝杆的运转性能。
3.行星滚柱丝杠副由丝杠、螺母和滚柱、内齿圈、行星架组成。它的功能是将旋转运动转化成直线运动,这是对梯形丝杠的进一步延伸和发展,这项发展的重要意义就是将梯形丝杠的滑动动作变成滚柱的传动机构,滚柱丝杠副的螺纹经磨合后,其表面光滑、微量硬化,能提高螺纹的载荷及使用寿命。由于具有很小的摩擦阻力,行星滚柱丝杠副被广泛应用于各种工业设备和精密仪器。目前,由于滚柱和丝杠在制造加工过程中均存在加工误差,在其高速运转时容易造成滚柱和丝杠的过度磨损,从而影响滚柱丝杠的传动精度。另一方面,由于使用单位在购买丝杠副后大多直接安装使用,没有进行滚柱丝杠副的试运行,导致因滚柱过度磨损而造成设备的返修。
4.目前国内行星滚柱丝杠副产品主要存在:
5.1.传动效率不足;2.传动精度低;3.使用寿命短。
6.针对这些技术难点,为了促进国内行星滚柱丝杠副质量地不断提高,需要提供一种高速行星滚柱丝杆性能跑合装置,将丝杠副中的螺纹进行磨合,它的主要用途是验证产品的各项技术性能,是向用户交付合格产品的重要保障;经过严格测试过的产品,拥有丰富的产品技术性能测试数据,可以增强用户选用产品的信心;测试设备有助于产品技术性能提升,是产品迭代优化的重要支撑;建立完善的测试设备,可有效树立行业标杆地位,形成竞争优势。
7.现有的卧式跑合机采用单丝杠跑合,跑合效率低,在长丝杠副跑合时振动明显,挠度较大,试验数据不准确。因此为了解决上述问题,需要设计一种高速行星滚柱丝杆性能跑合装置,将成品丝杠副通过跑合装置对其进行跑合,用于提高丝杠副螺纹的载何及使用寿命。
技术实现要素:
8.本实用新型是要提供一种高速行星滚柱丝杆性能跑合装置,主要用于行星滚柱丝杠副中的螺母与丝杠磨合运动(也可以用于其它丝杠副的磨合运动)、并且可根据需要对其进行增加载荷。
9.为实现上述目的,本实用新型的技术方案是:一种高速行星滚柱丝杆性能跑合装置,包括:
10.机台,用于安装滚珠丝杆驱动组件和直线导轨副;
11.滚珠丝杆驱动组件,连接上顶尖组件,用于驱动上顶尖组件移动;
12.上顶尖组件,连接机台上的直线导轨副和滚珠丝杆驱动组件,由滚珠丝杆驱动组件驱动沿直线导轨副作直线运动;
13.下顶尖组件,与上顶尖组件配合安装被试的行星滚柱丝杆副,用于驱动被试的行星滚柱丝杆副中的行星滚柱丝杆转动,并对行星滚柱丝杆转动进行调速;
14.随动加载组件,连接在被试的行星滚柱丝杆副上的螺母上,并能跟随着被试的行星滚柱丝杆副上的螺母上、下移动,用于对被试的行星滚柱丝杆副进行随动加载,并根据工况对载荷大小进行调整。
15.进一步,所述机台包括机架、直线导轨副、导轨压块、滚珠丝杠安装座、导轨挡块,所述机架上面通过导轨压块安装直线导轨副,以及设有滚珠丝杠安装座。
16.进一步,所述滚珠丝杆驱动组件包括电机m、减速机、滚珠丝杆副(滚珠丝杆、滚珠丝杆螺母、两个轴承座、轴承、螺母座组成,所述电机m及减速机通过联轴器与滚珠丝杆副中的滚珠丝杆连接,滚珠丝杆副中的滚珠丝杆通过滚珠丝杆螺母连接螺母座,螺母座与上顶尖组件连接。
17.进一步,所述轴承座上装有轴承及端盖,并与机台连接。
18.进一步,所述上顶尖组件包括上座、中座、上顶尖、粗微调螺钉、压缩弹簧、细微调螺钉、长手柄、滑板、滑块,所述上座与中座之间通过螺栓连接,所述上顶尖安装在上座上,所述上座内装有压缩弹簧,所述压缩弹簧连接上座上的粗微调螺钉,通过粗微调螺钉、压缩弹簧能调整上顶尖的伸出量;所述上座与上顶尖之间通过小手柄紧固;所述上座侧面装有长手柄,所述长手柄控制上顶尖的伸出量,所述中座通过滑板连接可在机台上滑动的滑块。
19.进一步,所述上顶尖通过圆螺母安装在上座下端上,更换上顶尖时,由圆螺母将上顶尖顶出;所述中座上设有细微调螺钉,通过细微调螺钉调整上顶尖的微调量。
20.进一步,所述下顶尖组件包括电机m、无级变速减速机、联轴器、主轴、底座、上轴承座、下轴承座、推力球轴承、球轴承、t型槽法兰盘、下顶尖,所述电机m及无级变速减速机通过联轴器与主轴连接,下轴承座内安装推力球轴承,并安装在底座上;上轴承座内安装球轴承,并用压盖压住球轴承;所述t型槽法兰盘及下顶尖安装在主轴上。
21.进一步,所述随动加载组件包括轴承座、直线球轴承、轴用挡圈、导向杆、锁紧环、碰杆、加载滑块、螺杆、加载块,所述轴承座内安装直线球轴承、轴用挡圈,两端装有压盖,并安装在导向杆上,所述轴承座通过螺钉与上顶尖组件连接,所述导向杆上滑动连接加载滑块,所述加载滑块通过螺杆连接加载块,加载块及碰杆在导向杆上随动,加载块固定连接被试行星滚柱丝杠副。
22.进一步,所述导向杆上通过两个接近开关座分别安装两个接近开关,两个接近开关分别设置在上、下两个极限位置处。
23.进一步,两个压盖上分别设有锁紧环,锁紧环通过其上的螺钉顶紧压盖,起到锁紧压盖作用。
24.本实用新型的有益效果是:
25.本实用新型提供一种行星滚柱丝杠副中的螺母与丝杠磨合装置,在螺母上加载,模拟实际工况,通过上、下磨合运动,使其提高精度、增强载何及延长使用寿命。
26.本装置由机架、滚珠丝杆驱动组件、上顶尖组件、下(驱动)顶尖组件、随动加载组
件、操纵箱、电气控制所组成,该测试设备的主要用途是提高行星滚柱丝杠产品的各项技术性能,是向用户交付合格产品的重要保障;经过严格测试过的产品,拥有丰富的产品技术性能测试数据,可以增强用户选用产品的信心;测试设备有助于产品技术性能提升,是产品迭代优化的重要支撑;建立完善的测试设备,可有效树立行业标杆地位,形成竞争优势。
附图说明
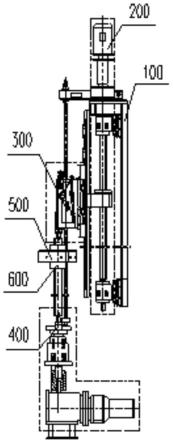
27.图1为本实用新型的高速行星滚柱丝杆性能跑合装置的结构侧视图;
28.图2为本实用新型的高速行星滚柱丝杆性能跑合装置的结构正视图;
29.图3为本实用新型的机台结构示意图;
30.图4为本实用新型的滚珠丝杆驱动机构结构示意图;
31.图5为本实用新型的上顶尖组件结构示意图;
32.图6为本实用新型的下顶尖组件结构示意图;
33.图7为本实用新型的随动加载组件结构示意图。
具体实施方式
34.下面结合附图与实施例对本实用新型作进一步说明。
35.如图1至图7所示,本实用新型的高速行星滚柱丝杆性能跑合装置,由机台 100、滚珠丝杆驱动组件200、上顶尖组件300、下顶尖(主驱动)组件400、随动加载组件500、操纵箱、电气控制组成。
36.机台100上面安装滚珠丝杆驱动组件200,侧面设有上顶尖组件300、下顶尖(主驱动)组件400,上顶尖组件300连接机台上的直线导轨副中的滑块,并连接滚珠丝杆驱动组件200,由滚珠丝杆驱动组件200驱动沿机台上的直线导轨移动。上顶尖组(300与下顶尖主驱动)组件400之间安装被试件(行星滚柱丝杆副),由下顶尖(主驱动)组件400上的主动顶尖通过拨盘带动被试件(行星滚柱丝杆副)旋转,转速可调。随动加载组件上的加载块与被试件(行星滚柱丝杆副)的螺母相连,载荷大小根据工况可加或减,并随着旋转沿导向杆上、下滑动,两个极限位置由光电开关控制。
37.如图3所示,机台100由机架1、直线导轨副2、导轨压块3、滚珠丝杠安装座4、导轨挡块5组成。机架1上面通过导轨压块3安装直线导轨副2,以及设有滚珠丝杠安装座4。
38.如图4所示,滚珠丝杆驱动组件200由电机m1、减速机6、滚珠丝杆副(滚珠丝杆14、滚珠丝杆螺母9、轴承座a、b12,15、轴承11、端盖a、b8,10、螺母座13。电机m1连接减速机6,减速机6通过联轴器7与滚珠丝杆副连接,轴承座a、b12,15上装有轴承11、端盖a、b8,10分别与机台100连接,滚珠丝杆螺母9通过螺母座13与上顶尖组件(300连接。
39.如图5所示,上顶尖组件300由上座17、中座26、上顶尖16、小手柄18、粗微调螺钉20、压缩弹簧19、细微调螺钉22、长手柄21、滑板25、滑块23、螺栓24、圆螺母27组成。螺栓24将上座17与中座26连接,上顶尖16通过圆螺母27安装在上座17下端上,更换上顶尖16时,可由圆螺母27将其顶出。上座17内装有压缩弹簧19,压缩弹簧19连接上座17上的粗微调螺钉20,通过粗微调螺钉20、压缩弹簧19可调整上顶尖16的伸出量。上座17与上顶尖 16之间通过小手柄18紧固。上座17侧面装有长手柄21,长手柄21控制上顶尖16的伸出量,中座26上设有细微调螺钉22,通过细微调螺钉22可调整顶尖 16的微调量,中座26通过滑板25连接可在
机台100上滑动的滑块23。
40.如图6所示,下顶尖(主驱动)组件400由电机m2、无级变速减速机35、减速机安装座36、联轴器33、主轴43、底座31、上轴承座40、下轴承座42、推力球轴承41、压盖39、球轴承30、t型槽法兰盘29、下顶尖28、圆螺母38组成。电机m2及无级变速减速机35通过联轴器33与主轴43连接,下轴承座42 内安装推力球轴承41,并安装在底座31上。上轴承座40内安装球轴承30,并用压盖39压住球轴承30。t型槽法兰盘29及顶尖28安装在主轴43上,圆螺母38的作用是拆卸下顶尖28,下顶尖28上装有被试件-行星滚柱丝杠副37。
41.如图7所示,随动加载组件500由轴承座57、直线球轴承47、轴用挡圈48、压盖a、b46,49、导向杆45、螺钉58、锁紧环a、b50,55、接近开关座a、b54,60、接近开关a、b51,63、支架53、碰杆52、加载滑块61、螺杆62、加载块65组成。轴承座57内安装直线球轴承47、轴用挡圈48,两端装有压盖 a、b46、49,并安装在导向杆45上。轴承座57通过螺钉58与上顶尖组件(300 连接。锁紧环a、b50,55分别通过其上的螺钉顶紧压盖a、b46,49可起到装置的锁紧作用。接近开关座a、b54,60分别通过支架53安装接近开关a、b51, 63,接近开关a、b51,63在上、下两个极限位置处。加载滑块61通过螺杆 62连接加载块65,加载块65及碰杆52在导向杆45上随动。被试件-行星滚柱丝杠副37与加载块65固定连接。
42.本实用新型的高速行星滚柱丝杆性能跑合装置的主要功能及技术参数如下:
43.一、功能
44.(1)行星滚柱丝杠副中的螺母与丝杠磨合运动,丝杠旋转运动,螺母升降运动,并可加负载。
45.(2)研磨轴类零件中心孔:当普通顶尖更换为开槽强力顶尖,并加精细研磨砂时,可研磨轴类零件的中心孔。
46.二、主要技术参数
47.(1)最大升降行程:1200mm(两顶尖距离)
48.(2)最大升降速度:500mm/min
49.(3)上顶尖组件:移动载荷200kg,沿光杆移动距离1200mm,并有锁紧机构,上、下运动为自动控制。顶尖有锁紧机构,并可微调。
50.(4)下顶尖(主驱动)组件:主轴转速50~450r/min,额定功率0.55kw,无级变速减速机+一级减速机(1:2),输出扭矩9.5~19n.m,可满足丝杠螺距从 0.5~10mm的磨合行程要求。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1