一种橡胶管的气密性检测装置的制作方法
1.本技术涉及橡胶管质量检测装置的领域,尤其是涉及一种橡胶管的气密性检测装置。
背景技术:
2.橡胶管广泛应用于煤炭、冶金、水泥、港口、矿山、石油、汽车、纺织、轻工、工程机械、建筑、海洋、农业、航空、航天等领域,对国民经济起到了不可或缺的作用。
3.橡胶管在生产结束后,需要对橡胶管的气密性进行检测。一般而言,工作人员将橡胶管的管身浸泡在水池中,再对橡胶管一端的管口通气,通过观察水池中是否产生气泡的方式来判断橡胶管的气密性是否合格。
4.针对上述中的相关技术,发明人认为当橡胶管有一些细小的裂纹时,水中的气泡产生的相对不明显,可能会导致检测出现误差。
技术实现要素:
5.为了改善橡胶管检测时出现误差的问题,本技术提供一种橡胶管的气密性检测装置。
6.本技术提供的一种橡胶管的气密性检测装置,采用如下的技术方案:
7.一种橡胶管的气密性检测装置,包括机架和橡胶管,所述机架上设置有两根引气管,各所述引气管的一端分别用于与所述夹持管连接,各所述引气管另一端设置有气源,所述机架上设置有用于检测橡胶管内气压值的压力检测表。
8.通过采用上述技术方案,气源喷出气体,气体通过引气管并进入到橡胶管中,压力检测表检测橡胶管内部的气压值,当压力检测表显示的参数在阈值范围内时,说明橡胶管的气密性良好,反之,当压力检测表显示的参数值在阈值范围外时,说明橡胶管存在裂纹。相较于将橡胶管浸水通气,观察气泡的方式来判断橡胶管是否存在裂纹而言,压力检测表显示的数值更直观清晰,同时也尽可能减小了检测时出现误差的概率。
9.可选的,所述机架上设置有夹持件,所述橡胶管两端设置有夹持管, 所述夹持件用于夹持所述夹持管。
10.通过采用上述技术方案,引气管在对橡胶管通气时,夹持件将夹持管固定,从而提高橡胶管的稳定性,尽可能维持引气管和橡胶管连接的稳定性,进而尽可能降低引气管与橡胶管连通处漏气的概率。
11.可选的,所述夹持件包括第一夹持部和第二夹持部,所述第一夹持部通过固定座固定连接于所述机架,所述第一夹持部和所述第二夹持部上均开设有夹持槽,各所述夹持槽拼合后形成夹持口,所述机架上设置有第二气缸,所述第二气缸用于调节所述第二夹持部的高度位置。
12.通过采用上述技术方案,当工作人员未进行气密性检测时,第二夹持部相对远离第一夹持部,夹持口打开。当工作人员进行气密性检测时,工作人员将夹持管放置在第一夹
持部的夹持槽处,第二气缸驱动第二夹持部向靠近第一夹持部的方向运动,直至第二夹持件与第一夹持件贴合,此时,夹持管位于夹持口内。第二气缸维持第二夹持件与第一夹持件贴合的状态,直至检测结束。
13.相较于人为夹持橡胶管并人为维持夹持状态直至检测完成而言,夹持件以及第二气缸的设置,降低了工作人员的工作强度。
14.可选的,所述夹持槽内设置有定位块,所述夹持管上开设有定位槽,所述定位块与所述夹持槽卡接配合。
15.通过采用上述技术方案,定位块和定位槽,一方面起定位作用,方便工作人员将夹持管卡接入夹持槽,另一方面,在第二夹持部将夹持管抵紧在第一夹持部,即夹持件将夹持管夹持时,尽可能减小夹持管与夹持件松脱的几率,即尽可能提高夹持件的稳定性。
16.可选的,所述第二夹持部包括第二夹持块和第二夹持板,所述固定座沿竖直方向开设有导向槽,所述第二夹持板滑移连接于所述导向槽。
17.通过采用上述技术方案,第二气缸在带动第二夹持部位移时,导向槽对第二夹持板具有导向和限位作用,尽可能使得第二夹持部只沿着竖直方向进行运动,尽可能减小第一夹持部和第二夹持部错位,导致引气管和橡胶管在夹持口处漏气的可能性,从而尽可能提高检测结果的精确性。
18.可选的,所述导向槽内设置有限位块,所述第二夹持板内开设有限位槽,所述限位槽与所述导向槽同向设置,所述限位块滑移连接于所述限位槽。
19.通过采用上述技术方案,通过设置夹持板和限位槽,进一步对第二夹持部的运动起到限位作用,进一步尽可能减小第一夹持部和第二夹持部错位的概率,从而进一步减小引气管和橡胶管在夹持口处漏气的可能性, 进而尽可能提高气密性检测的精确性。
20.可选的,所述机架上设置有第一气缸,所述第一气缸的活塞杆通过连接管与所述引气管连接,所述连接管背离所述气缸的一端用于与夹持管连接。
21.通过采用上述技术方案,工作人员将夹持管夹持好后,第一气缸启动,第一气缸的活塞杆带动连接管与夹持管连接,即完成引气管与橡胶管的连接。同时,第一气缸维持引气管与橡胶管的连接状态,直至气密性检测结束。相较于人为连接橡胶管和引气管并人为维持连接状态直至检测完成而言,第一气缸的设置,降低了工作人员的工作强度。
22.可选的,所述连接管与所述橡胶管的一端设置有垫圈,所述垫圈具有轻微形变能力。
23.通过采用上述技术方案,垫圈的设置,一方面,降低连接管与夹持管之间的冲击力,从而尽可能减少连接管与夹持管在检测时产生的磨损。另一方面,垫圈具有轻微形变能力,在第一气缸的推动下,连接管和夹持管可以进一步抵紧,从而尽可能提高连接管与橡胶管连接处的气密性,从而尽可能减小连接管与橡胶管在连接处漏气的概率,即尽可能提高气密性检测的精确性。
24.可选的,所述连接管设置有第一连接支管,所述引气管靠近所述连接管的一端转动连接有第二连接支管,所述第一连接支管与所述第二连接支管螺纹连接。
25.通过采用上述技术方案,工作人员需要对引气管和连接管进行更换或维护时,只需要转动第二连接支管,即可将第一连接支管与第二连接支管分离,从而将引气管和连接管分离。
26.可选的,所述第二连接支管设置有锁紧螺钉,所述锁紧螺钉穿过所述第一连接支管并于所述第二连接支管抵紧。
27.通过采用上述技术方案,锁紧螺钉增加第一连接支管和第二连接支管的稳定性,尽可能降低连接管与引气管脱离的概率。
28.综上所述,本技术包括以下至少一种有益技术效果:
29.1.通过设置引气管、气源以及压力检测表,气源喷出气体,气体通过引气管进入到橡胶管内,压力检测表检测橡胶管内部的气压值,当压力检测表显示的参数在阈值范围内时,说明橡胶管的气密性良好,反之,当压力检测表显示的参数值在阈值范围外时,说明橡胶管存在裂纹。相较于将橡胶管浸水通气,观察气泡的方式来判断橡胶管是否存在裂纹而言,压力检测表显示的数值更直观清晰,同时也尽可能减小了检测时出现误差的概率;
30.2.通过设置第一气缸、连接管以及垫圈,第一气缸尽可能将连接管与夹持管抵紧,即尽可能将橡胶管与引气管连接紧密,从而尽可能提高连接管与橡胶管连接处的气密性,从而尽可能减小连接管与橡胶管在连接处漏气的概率,即尽可能提高气密性检测的精确性;
31.3.通过设置限位槽、限位块以及导向槽,尽可能降低第二夹持部位移时发生偏移的概率,即尽可能减小第一夹持部和第二夹持部错位的概率,从而进一步减小引气管和橡胶管在夹持口处漏气的可能性, 进而尽可能提高气密性检测的精确性。
附图说明
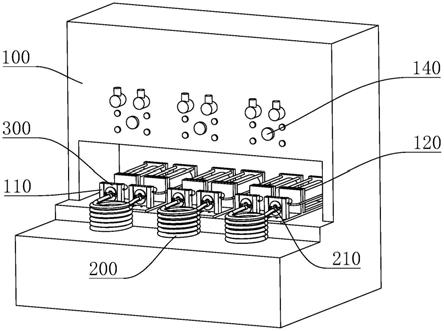
32.图1是本技术实施例中一种橡胶管的气密性检测装置的结构示意图;
33.图2是图1中第一气缸、夹持件、第二气缸以及橡胶管的结构示意图;
34.图3是图2中夹持件的爆炸示意图;
35.图4是图1中夹持件和第一气缸的结构示意图;
36.图5是图4中连接管以及引气管的爆炸示意图。
37.附图标记说明:100、机架;110、固定座;111、导向槽;112、限位块;113、限位槽;120、第一气缸;130、第二气缸;140、压力检测表;200、橡胶管;210、夹持管;211、定位槽;300、夹持件;310、第一夹持部;311、第一夹持板;312、第一夹持块;320、第二夹持部;321、第二夹持板;322、第二夹持块;330、夹持槽;340、夹持口;350、定位块;400、连接管;410、垫圈;420、第一连接支管;430、第二连接支管;440、锁紧螺钉;500、引气管。
具体实施方式
38.以下结合附图1-5,对本技术作进一步详细说明。
39.本技术实施例公开一种橡胶管的气密性检测装置。
40.参照图1和图2,一种橡胶管的气密性检测装置,包括机架100,机架100上放置有橡胶管200,机架100上固定连接有夹持件300。橡胶管200两端均分别固定连接有夹持管210,夹持件300用于与夹持管210连接,使得夹持管210相对固定,即橡胶管200相对固定。
41.参照图2和图3,机架100上固定连接有固定座110,夹持件300包括第一夹持部310和第二夹持部320。第一夹持部310包括第一夹持板311和两个固定连接于第一夹持板311的第一夹持块312。第二夹持部320包括第二夹持板321和两个固定连接于第二夹持板321的第
二夹持块322。第一夹持块312、第一夹持板311、第二夹持块322和第二夹持板321上分别开设有呈半圆形的夹持槽330,第一夹持块312的夹持槽330与第二夹持块322的夹持槽330;第一夹持板311的夹持槽330与第二夹持板321的夹持槽330拼合后形成夹持口340。
42.参照图1和图2,机架100背离固定座110的一侧固定连接有第二气缸130。
43.参照图2和图3,固定座110沿竖直方向开设有导向槽111,第一夹持板311固定连接于固定座110的导向槽111内。第二气缸130的输出轴穿过机架100且与第二夹持板321固定连接,第二夹持板321滑移连接于导向槽111内。
44.参照图3和图4,第一夹持板311的夹持槽330内;以及第二夹持板321的夹持槽330内均固定连接有定位块350,夹持管210上开设有定位槽211,定位块350与定位槽211卡接配合。定位块350与定位槽211一方面起定位作用,方便工作人员将夹持管210卡接入夹持槽330,另一方面,在第二夹持部320将夹持管210抵紧在第一夹持部310,即夹持件300将夹持管210夹持时,定位块350和定位槽211起到一定的限位作用,尽可能减小夹持管210与夹持件300松脱的几率,即尽可能提高夹持件300的稳定性。
45.参照图3,导向槽111两侧槽壁固定连接有限位块112,第二夹持板321沿竖直方向开设有限位槽113,当第二气缸130的活塞杆带动第二夹持板321沿着导向槽111进行滑移时,限位块112滑移连接于限位槽113。导向槽111、限位块112和限位槽113的设置,尽可能使得第二夹持部320只沿着竖直方向进行运动,从而尽可能减小第一夹持部310与第二夹持部320发生错位的几率,从而尽可能提高夹持件300夹持橡胶管200的稳定性,进而尽可能提高橡胶管200气密性检测的精确性。
46.参照图1和图2,机架100上固定连接有六个第一气缸120,其中,两个第一气缸120为一组。
47.参照图2和图4,每个第一气缸120的的活塞杆固定连接有连接管400。连接管400一端封闭,连接管400一端与外界连通,连接管400封闭的一端与气缸的活塞杆固定连接,连接管400与外界连通的一端用于与夹持管210连接。
48.参照图4和图5,连接管400与夹持管210的连接处固定设置有垫圈410,密封垫圈410具有一定的形变能力。连接管400连接有引气管500,引气管500远离连接管400的一端连接有气源,气源可以为气泵。
49.参照图4和图5,连接管400固定连接有第一连接支管420,第一连接支管420与连接管400连通,第一连接支管420开设有内螺纹段。引气管500靠近连接管400的一端转动连接有第二连接支管430,第二连接支管430开设有外螺纹段,第一连接支管420与第二连接支管430螺纹连接。第一连接支管420螺纹连接有锁紧螺钉440,锁紧螺钉440穿过第一连接支管420并于第二连接支管430抵紧。
50.参照图1,机架100上固定连接有压力检测表140,压力检测表140测橡胶管200内的气压值。
51.本技术实施例一种橡胶管的气密性检测装置的实施原理为:操作人员将橡胶管200两端的夹持管210分别放置在第一夹持部310的夹持槽330内,第二气缸130启动,第二气缸130的活塞杆带动第二夹持部320向靠近第一夹持部310的方向运动,直至第二夹持部320的定位块350与夹持管210的夹持槽330卡接配合,此时,夹持件300将橡胶管200的夹持管210夹持,使得橡胶管200相对固定。
52.第一气缸120启动,第一气缸120的活塞杆带动连接管400向靠近夹持管210的方向运动,直至连接管400与夹持管210连接,即引气管500与橡胶管200连接。
53.气源喷出气体,气体通过引气管500进入到橡胶管200内,压力检测表140检测橡胶管200内部的气压值,当压力检测表140显示的参数在阈值范围内时,说明橡胶管200的气密性良好,反之,当压力检测表140显示的参数值在阈值范围外时,说明橡胶管200存在裂纹。
54.以上均为本技术的较佳实施例,并非依此限制本技术的保护范围,故:凡依本技术的结构、形状、原理所做的等效变化,均应涵盖于本技术的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1