一种用于管道焊缝无损检测装置的制作方法
1.本实用新型涉及焊缝检测设备技术领域,具体是一种用于管道焊缝无损检测装置。
背景技术:
2.焊缝的检测分为破坏性检测、非破坏性检测和无损检测,在对管道的焊缝进行无损检测时,常规方法有直接用肉眼检查的宏观检验和用射线照相探伤、超声探伤仪、磁粉探伤仪、渗透探伤、涡流探伤等仪器检测,使用设备检测时,需要借助相应的支撑辅助设备,对管道一周的焊缝进行检测。
3.现有的管道焊缝无损检测装置在检测时,仅可在常温环境下对焊缝进行检测,而管道在实际使用时,可能输送温度较高的液体或气体,管道多次受热冷却后,会对焊缝造成一定的影响,现有的检测装置无法模拟这一环境,灵活性较差。因此,本领域技术人员提供了一种用于管道焊缝无损检测装置,以解决上述背景技术中提出的问题。
技术实现要素:
4.本实用新型的目的在于提供一种用于管道焊缝无损检测装置,以解决上述背景技术中提出的问题。
5.为实现上述目的,本实用新型提供如下技术方案:
6.一种用于管道焊缝无损检测装置,包括:
7.支撑管,所述支撑管的内壁转动连接有转动轴,所述转动轴的一端同轴固定有手轮;
8.两个支撑机构,间隔套设固定在所述支撑管的外壁;
9.摆动臂,位于所述转动轴远离所述手轮的一端,所述摆动臂的一端通过铰链与所述转动轴铰接,所述摆动臂的另一端固定有铰接座;
10.检测机构,铰接在所述铰接座上并用于焊缝检测;
11.其中,所述检测机构包括涡流检测探头和安装环,所述涡流检测探头铰接在所述铰接座上并用于焊缝检测,所述安装环套设固定在所述涡流检测探头外壁,所述安装环上还固定连接有周向均匀布置的摄像头、照明灯、喷气头和红外温度传感器,所述喷气头上安装有用于加热的加热机构。
12.作为本实用新型再进一步的方案:所述手轮的侧壁一周均开设有用于增加摩擦力的防滑纹。
13.作为本实用新型再进一步的方案:所述支撑机构包括固定套管和四个伸缩杆,所述固定套管套设固定在所述支撑管的外壁,四个所述伸缩杆均匀固定在所述固定套管的外侧壁一周,所述伸缩杆远离所述固定套管的一端转动连接有导轮。
14.作为本实用新型再进一步的方案:所述摄像头和所述红外温度传感器位于所述涡流检测探头摆动方向的两侧。
15.作为本实用新型再进一步的方案:所述加热机构包括固定板和马达,所述固定板套设固定在所述喷气头的外壁,所述马达固定在所述固定板上,所述马达的输出端固定连接有连接轴,所述连接轴的顶端固定连接有加热环,所述加热环罩设在所述喷气头的输出端上方,所述加热环的内壁固定有用于加热的电加热丝网。
16.作为本实用新型再进一步的方案:所述加热环的内径大于所述喷气头输出端的直径。
17.作为本实用新型再进一步的方案:所述喷气头的输出端倾斜朝向所述涡流检测探头。
18.与现有技术相比,本实用新型的有益效果是:
19.通过手轮对转动轴进行转动,转动轴通过摆动臂带动涡流检测探头转动,对管道内壁一周的焊缝进行涡流检测,同时,外部高压气源通过管道与喷气头连接,喷气头对焊缝进行高压气体吹送清理,防止灰尘焊渣对检测造成影响,将加热环摆动至喷气头输出端的正上方,加热环内部的电加热丝网对喷气头喷出的气体加热,加热后的气体喷送至焊缝处,对焊缝加热,并通过红外温度传感器检测,将焊缝加热至指定温度,模拟管道输送高温气体或液体,然后通过涡流检测探头对焊缝检测,检测高温对焊缝质量的影响,也可以对焊缝多次升温冷却后进行检测,可根据具体使用情况灵活调整,灵活性较高。
附图说明
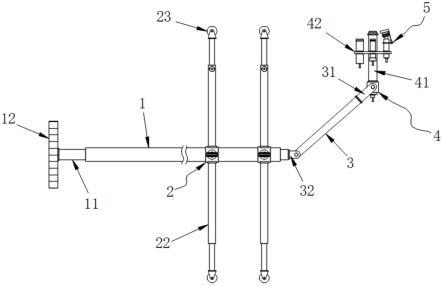
20.图1为一种用于管道焊缝无损检测装置的结构示意图;
21.图2为一种用于管道焊缝无损检测装置中支撑机构的结构示意图;
22.图3为一种用于管道焊缝无损检测装置中检测机构的结构示意图;
23.图4为一种用于管道焊缝无损检测装置中红外温度传感器的安装位置示意图;
24.图5为一种用于管道焊缝无损检测装置中电加热丝网的安装位置示意图。
25.图中:1、支撑管;11、转动轴;12、手轮;2、支撑机构;21、固定套管;22、伸缩杆;23、导轮;3、摆动臂;31、铰接座;32、铰链;4、检测机构;41、涡流检测探头;42、安装环;43、摄像头;44、照明灯;45、喷气头;46、红外温度传感器;5、加热机构;51、固定板;52、马达;53、连接轴;54、加热环;55、电加热丝网。
具体实施方式
26.为了更了解本实用新型的技术内容,特举具体实施例并配合所附图式说明如下。在本公开中参照附图来描述本实用新型的各方面,附图中示出了许多说明的实施例。本公开的实施例不必定意在包括本实用新型的所有方面。应当理解,上面介绍的多种构思和实施例,以及下面更加详细地描述的那些构思和实施方式可以以很多方式中任意一种来实施,这是因为本实用新型所公开的构思和实施例并不限于任何实施方式。另外,本实用新型公开的一些方面可以单独使用,或者与本实用新型公开的其他方面的任何适当组合来使用。
27.结合图1-5所示示例的一种用于管道焊缝无损检测装置,其旨在解决检测灵活性差的问题。藉由此目的的实现,本实用新型提出一种用于管道焊缝无损检测装置,在使用时,先将两个支撑机构2展开至与管道内径相同,然后调整摆动臂3和涡流检测探头41,使得
涡流检测探头41的探测端靠近管道内壁并与管道直径方向平行,然后将装置整体放入管道内,通过较长的支撑管1和转动轴11将涡流检测探头41推动至焊缝处,人员可通过摄像头43实时查看影响,便于人员判断,并通过照明灯44进行照明,使得摄像头43采景光线充足,然后通过手轮12对转动轴11进行转动,转动轴11通过摆动臂3带动涡流检测探头41转动,对管道内壁一周的焊缝进行涡流检测,同时,外部高压气源通过管道与喷气头45连接,喷气头45对焊缝进行高压气体吹送清理,防止灰尘焊渣对检测造成影响,同时,红外温度传感器46实时检测焊缝的温度,检测不同温度下焊缝的质量,固定板51上的马达52通过连接轴53驱动加热环54摆动,将加热环54摆动至喷气头45输出端的正上方,加热环54内部的电加热丝网55对喷气头45喷出的气体加热,加热后的气体喷送至焊缝处,对焊缝加热,并通过红外温度传感器46检测,将焊缝加热至指定温度,模拟管道输送高温气体或液体,然后通过涡流检测探头41对焊缝检测,检测高温对焊缝质量的影响,也可以对焊缝多次升温冷却后进行检测,可根据具体使用情况灵活调整,灵活性较高。
28.结合图1所示,支撑管1支撑管1的内壁转动连接有转动轴11,转动轴11的一端同轴固定有手轮12,通过手轮12对转动轴11进行转动,转动轴11通过摆动臂3带动涡流检测探头41转动,对管道内壁一周的焊缝进行涡流检测。
29.进一步的,手轮12的侧壁一周均开设有用于增加摩擦力的防滑纹,防滑纹可有效增加与人员手部的摩擦力,转动时不易滑脱。
30.结合图1和图2所示,两个支撑机构2间隔套设固定在支撑管1的外壁。
31.进一步的,支撑机构2包括固定套管21和四个伸缩杆22,固定套管21套设固定在支撑管1的外壁,四个伸缩杆22均匀固定在固定套管21的外侧壁一周,伸缩杆22远离固定套管21的一端转动连接有导轮23,在使用时,同步调整伸缩杆22的长度,使得导轮23与管道内壁接触,且固定套管21与管道同轴。
32.在可选的实施例中,伸缩杆22为可锁紧伸缩杆,在伸缩至相应长度后,可进行锁紧固定。
33.结合图1、图3和图4所示,摆动臂3位于转动轴11远离手轮12的一端,摆动臂3的一端通过铰链32与转动轴11铰接,摆动臂3的另一端固定有铰接座31,铰链32为阻尼铰链,在摆动臂3摆动至任意角度停止时,可自行固定。
34.结合图1、图3和图4所示,检测机构4铰接在铰接座31上并用于焊缝检测。
35.进一步的,检测机构4包括涡流检测探头41和安装环42,涡流检测探头41铰接在铰接座31上并用于焊缝检测,安装环42套设固定在涡流检测探头41外壁,安装环42上还固定连接有周向均匀布置的摄像头43、照明灯44、喷气头45和红外温度传感器46。
36.如此,人员可通过摄像头43实时查看影响,便于人员判断,并通过照明灯44进行照明,使得摄像头43采景光线充足,然后通过手轮12对转动轴11进行转动,转动轴11通过摆动臂3带动涡流检测探头41转动,对管道内壁一周的焊缝进行涡流检测,同时,外部高压气源通过管道与喷气头45连接,喷气头45对焊缝进行高压气体吹送清理,防止灰尘焊渣对检测造成影响,同时,红外温度传感器46实时检测焊缝的温度,检测不同温度下焊缝的质量。
37.进一步的,摄像头43和红外温度传感器46位于涡流检测探头41摆动方向的两侧,摄像头43和红外温度传感器46可随着涡流检测探头41同步摆动,实时对焊缝进行取景以及测温。
38.进一步的,喷气头45的输出端倾斜朝向涡流检测探头41,喷气头45可将气体喷送至焊缝,对焊缝进行清理。
39.结合图1、图3和图4所示,喷气头45上安装有用于加热的加热机构5。
40.进一步的,加热机构5包括固定板51和马达52,固定板51套设固定在喷气头45的外壁,马达52固定在固定板51上,马达52的输出端固定连接有连接轴53,连接轴53的顶端固定连接有加热环54,加热环54罩设在喷气头45的输出端上方,加热环54的内壁固定有用于加热的电加热丝网55。
41.如此,固定板51上的马达52通过连接轴53驱动加热环54摆动,将加热环54摆动至喷气头45输出端的正上方,加热环54内部的电加热丝网55对喷气头45喷出的气体加热,加热后的气体喷送至焊缝处,对焊缝加热,并通过红外温度传感器46检测,将焊缝加热至指定温度,模拟管道输送高温气体或液体,然后通过涡流检测探头41对焊缝检测,检测高温对焊缝质量的影响。
42.在可选的实施例中,加热环54的内径大于喷气头45输出端的直径,加热环54内的电加热丝网55可完全罩设在喷气头45输出端,喷气头45输出端喷出的气体充分被加热。
43.本实用新型的工作原理是:在使用时,先将两个支撑机构2展开至与管道内径相同,然后调整摆动臂3和涡流检测探头41,使得涡流检测探头41的探测端靠近管道内壁并与管道直径方向平行,然后将装置整体放入管道内,通过较长的支撑管1和转动轴11将涡流检测探头41推动至焊缝处,人员可通过摄像头43实时查看影响,便于人员判断,并通过照明灯44进行照明,使得摄像头43采景光线充足,然后通过手轮12对转动轴11进行转动,转动轴11通过摆动臂3带动涡流检测探头41转动,对管道内壁一周的焊缝进行涡流检测,同时,外部高压气源通过管道与喷气头45连接,喷气头45对焊缝进行高压气体吹送清理,防止灰尘焊渣对检测造成影响,同时,红外温度传感器46实时检测焊缝的温度,检测不同温度下焊缝的质量,固定板51上的马达52通过连接轴53驱动加热环54摆动,将加热环54摆动至喷气头45输出端的正上方,加热环54内部的电加热丝网55对喷气头45喷出的气体加热,加热后的气体喷送至焊缝处,对焊缝加热,并通过红外温度传感器46检测,将焊缝加热至指定温度,模拟管道输送高温气体或液体,然后通过涡流检测探头41对焊缝检测,检测高温对焊缝质量的影响,也可以对焊缝多次升温冷却后进行检测,可根据具体使用情况灵活调整,灵活性较高。
44.以上所述的,仅为本实用新型较佳的具体实施方式,但本实用新型的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本实用新型揭露的技术范围内,根据本实用新型的技术方案及其实用新型构思加以等同替换或改变,都应涵盖在本实用新型的保护范围之内。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1