用于制造高压液力管路的方法以及用于执行所述方法的径向压机与流程
用于制造高压液力管路的方法以及用于执行所述方法的径向压机
1.本发明涉及一种用于制造高压液力管路的方法。更详细地,本发明涉及一种通过将连接配件在端部侧安设到具有至少一个加强层的多层的高压软管上来制造高压液力管路的方法,包括以下步骤:提供加强的高压软管的区段以及待与所述区段接合的连接配件,将连接配件放置在高压软管的端部区段,并且进行接合操作以形成高压软管与连接配件的密封连接。此外,本发明涉及一种适用于执行这种制造方法的径向压机。
2.高压液力管路以前述方式大规模制造,其中,连接配件通常与软管区段的两个端部接合。将(相应的)连接配件在(相关的)端部上与软管区段接合的一种非常广泛的使用可能性在于如下径向挤压相关连接配件的挤压套筒,使得通常为预先在外部和/或内部剥皮的软管被牢固地、永久地并且介质密封地压入的(在外部围绕软管的)挤压套筒和(压入软管内部的)螺纹套管接头之间的环形间隙中。这同样是现有技术、例如为此适用的径向压机(例如参见专利文献de 28 44 475 a1)。
3.在工作安全性和运行安全性方面,连接配件和软管区段之间的连接质量极其重要。因为如果在高压运行时软管区段从连接配件上断开,则会对附近人员的健康或者身体健全性构成非常大的风险,更不用说财产损失和由所释放的液力液体造成的环境破坏。
4.在此背景下,本发明所要解决的技术问题在于有助于提高以上述方式制造的高压液力管路的高压运行时的安全性。
5.按照本发明,所述技术问题通过确定连接配件与高压软管的连接质量解决,包括
[0006]-以电测试信号加载具有两个接头的测试装置的至少一个接头,其中的第一接头电耦连和/或磁耦连到连接配件上并且第二接头无接触地电耦连和/或磁耦连到高压软管的加强层或者高压软管的加强层中的至少一个加强层上,
[0007]-检测在所述测试装置中产生的电响应信号,
[0008]-将所述响应信号与存储在测试装置的存储器中的用于相关高压软管-连接配件配对的额定值范围进行比较,
[0009]
本发明利用了多种认知。一方面,本发明利用的认知是,高压软管区段与连接配件连接的质量和高压软管的加强层(或者其中至少一个加强层)与连接配件之间的接触特性之间存在关联,所述连接的质量即是防止高压软管从连接配件上断开或者类似故障的安全性。此外,本发明所利用的认知是,高压软管加强层和连接配件本身之间的那些接触特性反应在电响应信号中,所述响应信号在具有两个接头的测试装置中产生,通过所述测试装置以电测试信号加载高压液力管路的相关区域,其中,测试装置的第一接头电耦连和/或磁耦连到连接配件上并且测试装置的第二接头电耦连和/或磁耦连到高压软管的加强层(或者其中至少一个加强层)上。测试装置的第二接头在此无接触地耦连到加强层(或者其中至少一个加强层)上,从而使高压软管的在外部和/或内部包围相关加强层的其它层的完整性不会受到影响、即高压软管保持完好。在测试装置中将响应信号与额定值范围比较,所述额定值范围作为独立的、适用于相关特定的高压软管-连接配件配对的额定值范围被存储在测试装置的存储器中。根据响应信号是处于额定值范围内还是处于额定值范围外,高压液力
管线的经受检测的端部区段在相关连接配件与高压软管区段的连接质量方面被归类为良好或者不足。
[0010]
在此,电测试信号例如可以通过不同的频率特性震荡地实施、有利地选择为,使得能够通过所检测的电响应信号推断出高压液力管路的位于两个接头之间的待测试的区段的磁阻和/或阻抗和/或电阻。为此,连接配件与至少一个加强层之间的接触的程度或面积起到作用,所述程度或者面积在多种常见的连接配件中又尤其取决于挤压套筒的成型轮廓进入所述或至少一个加强层中的进入深度。
[0011]
也可以检测影响通过电测试信号激发的电响应信号的其它生产瑕疵。这尤其包括的是,低于高压软管进入连接配件中的规定的插入深度的插入深度,从而仅有一部分挤压套筒的成型轮廓与所述或者一个加强层接触。然而,使用根据本发明的方法也可以检测到高压软管的为了在与连接配件的之后连接的区域中在外部和/或内部去除材料的不符合规定(例如过短)的剥皮,以及不正确的压接尺寸、错误的高压软管-连接配件组合以及加强层的不正常的状态(例如腐蚀或损坏)。由于不同的独立的生产瑕疵可以反映在响应信号与在按照规定地制造的高压液力管路中产生的响应信号的不同的特征偏差中,因此在相应地对响应信号进行详细分析时,不仅可以确定在连接配件与液力软管的连接质量方面被测试的高压液力管路是否符合标准,而且甚至能够在可能出现偏差的情况下推断出关于生产瑕疵的类型。因此应当说明的是,在本发明的范畴中完全也可以分析多个响应信号,例如也可以分析磁场由于被加载测试信号的工件产生的干扰。
[0012]
应该预见性地指出的是,本发明的实用性绝不局限于用于生产高压液力管路的方法,该方法使用具有可以通过径向压机塑性地变形的挤压套筒的连接配件。在本发明的范畴中可以使用其它的连接配件、尤其是所谓的“可重复使用的配件(reusable fittings)”。此外应当说明的是,所给出的数据、即测试装置具有两个接头,不能被局限地理解为只能具有两个接头。如果本发明在用于制造分支的高压液力管路的方法中使用时,则测试装置例如也可以具有两个以上、例如三个接头。
[0013]
本发明的第一优选扩展设计的特征在于,针对测试装置的第一接头在连接配件上的耦连将接触探头放置在连接配件上以便在接触探头和连接配件之间形成电流的接触。由此在实施工艺简单的同时实现了特别高的可重复再现性。
[0014]
同样在高的可重复再现性方面有利的是,按照本发明的另一种优选的扩展设计,测试装置的第二接头与所接配件相邻地、即与所述连接配件间隔不超过高压软管的直径的三倍地无接触地电耦连或者磁耦连在至少一个加强层上。特别有利的是,测试装置的第二接头与连接配件紧邻地无接触地电耦连或者磁耦连在至少一个加强层上。
[0015]
针对测试装置的第二接头在至少一个加强层上的无接触的电耦连或者磁耦连尤其有两种方式得到证实、即电容式的耦连和感应式的耦连。在单独情况下优先考虑这些可行性中的哪一个尤其取决于高压软管的个性化的设计、尤其是至少一个加强层和其他层的性质。测试装置的第二接头与至少一个加强层的无接触的电耦连或者磁耦连是从高压软管的外部还是从内部进行也可能是有影响的,尽管从内部进行仍然是例外。
[0016]
按照本发明的方法可以特别有利地与用于高压液力管路的这种制造方法结合地使用,其中,在连接配件被放置在高压软管的端部区段上之前,所述高压软管在端部侧上在内侧和/或外侧被剥皮以至少局部地暴露所述或者至少一个金属的加强层。因为此处通过
对高压软管进行剥皮为测试的良好的可重复再现性创造了有利条件。
[0017]
按照本发明的另一种有利的扩展设计,本发明与用于高压液力管路的使用具有螺丝接头和挤压套筒的连接配件的制造方法关联地使用,其中,
[0018]-连接配件被设置在高压软管上,方式为螺丝接头从内部进入高压软管中并且所述高压软管进入螺丝接头和挤压套筒之间的环形间隙中,并且
[0019]-在对由此构成的管状液力管路进行接合操作时,通过将挤压套筒放置在挤压工具中将该管状液力管路置入具有具备多个挤压颚的挤压工具的径向压机中,并且接着通过减小连接配件的环形间隙的净宽径向地挤压所述挤压套筒。
[0020]
在此特别有利的是,在径向压机中确定连接配件与高压软管的连接质量。特别有利的是,在径向挤压结束之前确定连接配件与高压软管的连接质量。原因是在这种情况下产生的可能性是,测试装置这样与径向压机的控制装置通信,使得根据测试装置的信号控制对挤压套筒的径向挤压、尤其是径向挤压的结束。已在仍运行的制造过程中以这种方式进行的、能够有针对性地影响制造过程的剩余运行的质量监控在效率方面又是特别有利的,因为由此能够减少废品。
[0021]
在按照本发明的方法的前述扩展设计中,本发明也包括适用于执行该方法的径向压机,所述径向压机包括具有多个围绕挤压轴线布置的、能够借助驱动单元径向地相对于挤压轴线运动的挤压体的挤压工具和具有两个接头的测试装置,其中,第一接头设置用于电耦连和/或磁耦连到连接配件上并且第二接头设置用于无接触地电耦连和/或磁耦连到管状液力管路的高压软管的的所述一个加强层或者至少一个加强层上。测试装置的接头在此尤其可以布置在挤压工具的挤压体之一上。然而相应地设计的、即适用于执行前述按照本发明的方法的径向压机在其应用范围方面并不局限于该方法。而是所述进行压机也可以有利地用于例如通过径向挤压将多个部件彼此接合来制造绝缘体、cfk轴和其他工件。
[0022]
然而,为避免误解应强调的是,上述过程中质量监控绝不是强制性的。而是在本发明的范畴中同样考虑的是,将液力管路从径向压机中取出并且在这之后才进行质量检查。在该范畴中尤其可以将从径向压机中取出的液力管路放置在(单独的)压力试验台中,其中,在压力测试台中确定连接配件与高压软管之间的连接质量。相应地这适用于与在清洁装置中清洁液力管路相结合地确定连接配件与高压软管连接的质量。
[0023]
如果在上述范畴中在压力试验台中确定连接配件与高压软管连接的质量,则对连接配件与高压软管连接的质量的确定在此优选借助测试介质(空气、气体、水、油或类似物)在不同的压力加载中实现。这是因为在不同压力条件下出现的反应信号的可能偏差同样可以推断出被测高压液力管路状况。
[0024]
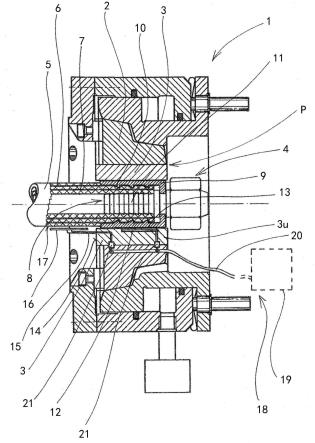
以下根据一个在附图中示意性地示出的、确定并且适用于执行该方法的径向压机的优选实施例更详细地解释本发明。附图在此示出了剖切这种径向压机的轴向截面。
[0025]
除了下面阐述的要点和特点之外,根据所示实施例的径向压机1非局限性地对应于根据专利文献de 2844 475 a1的图1的径向压机。因此,为了避免不必要的重复,关于径向压力机的结构和构造、技术细节和功能性参考专利文献de 28 44 475 a1。
[0026]
所示为径向压机1,所述径向压机具有(能更换地)安设到挤压颚2上的压力颚附件3;由挤压颚2和安设在其上的挤压颚附件3构成的整体在此形成挤压体p。为了清楚起见,在此省略了挤压颚附件3与挤压颚2的连接的细节视图。挤压颚附件为此通常例如可以具有
销,所述销卡入设计在挤压颚2上的相应容纳部中(例如也可参见专利文献de 201 09 212 u1)。
[0027]
此外,示出了径向压力机1的用于将连接配件4压紧在高压软管5上的端部侧的用途。高压软管5在此具有两个加强层6、7,其中,外部的加强层6以常见方式由金属网构成。连接配件4同样以常见方式包括螺丝接头8和挤压套筒9。所述挤压套筒在其内周上具有多个环形的夹紧突起部10。待插入高压软管5中的螺丝接头8的区段11本身具有以常见方式成型的表面。在高压软管5的待插入连接配件4、即待插入存在于挤压套筒9和螺丝接头8的区段11之间的环形空间中的区域中,所述高压软管在其外侧上被剥皮,更确切地说,直到外部的加强层6。
[0028]
所有这些都是常见的并且由本领域技术人员充分已知的,因此不需要进一步阐述。
[0029]
如根据下部的挤压颚附件3u所表明的,第一接头12嵌入挤压颚附件3中的(至少)一个中,更确切地说靠近相关挤压颚附件3u的确定用于贴靠在连接配件4的挤压套筒9上的挤压面13。因此可以通过对第一接头12的适宜的电加载使所述第一接头感应地耦连到挤压套筒9上。
[0030]
第二接头16通过固持装置15在下部的挤压颚附件3u的朝向高压软管5的端侧14上安设在所述下部的挤压颚附件3u上,更确切地说这样进行安设,使得所述第二接头与高压软管5的表面17靠近地相互对置。因此可以通过对第二接头16的适宜的电加载使所述第二接头感应地耦连到高压软管5的外部的加强层6上。
[0031]
第一接头12以及第二接头16在此是测试装置18的部件,所述测试装置18还包括控制模块19。两个接头12和16在此通过线路20以及针对挤压颚附件3的可更换性通过两个插塞过渡装置21与控制模块19电连接。经由该电连接按照个性化的测试程序通过控制模块以电测试信号加载第一接头12和/或第二接头16。
[0032]
第一接头12和/或第二接头16以下根据个性化的测试程序作为接收器起作用。在将接头12和16中的至少一个用作接收器的情况下在测试装置中产生的电响应信号还被与存储在测试装置的存储器中的用于相关的特定的高压软管-连接配件配对的额定值范围进行比较。如果实际的响应信号处于额定值范围的带宽内,则所述挤压并且因此工件被认为是完好的。否则,根据偏差的程度和定向,要么在径向压机中进行再加工(再挤压),要么工件因缺陷而被剔出。
[0033]
可以看出,使用根据本发明配备的根据专利文献de 28 44 475 a1构造的径向压机对本发明的解释纯粹是示例性的,并且本发明可以以类似的方式在根据其它方案工作的径向压机(例如按照专利文献de 202016 100 660 u1和其中引用的其它现有技术的所谓的“轭式压机”)中实施。
相关技术
网友询问留言
已有0条留言
- 还没有人留言评论。精彩留言会获得点赞!
1